一种带向心角向定位的薄壁零件夹具的制作方法
本发明涉及夹具,尤其是指一种带向心角向定位的薄壁零件夹具。
背景技术:
1、随着机械工业的不断发展,产品的轻量化改进越来越普及,作为轻量化的重要措施,铝合金作为轻型高强度材料,应用越来越广泛。铝合金压铸毛坯件的壁厚越来越薄,形状越来越复杂,且零件成品的加工要求越来越高。在车铣复合加工设备上,或者加工中心上加工时,需要对零件进行准确定位。在加工中,常采用零件的内圆柱面(或者外圆柱)和一个角向特征来进行定位。若零件的角向特征为非平行特征,例如为一个直角时,对直角进行对中定位时,会产生一个朝向零件圆柱面的径向分力。此分力与零件圆柱面定心机构的动作产生干涉,导致无法准确定位:
2、若夹具的圆柱面定心机构先动作,则角向定位机构一般无法推动工件进行角向定位;若夹具的角向定位机构先动作,则角向定位机构产生的径向分力推动工件偏离夹具圆柱面定心机构,在圆柱面定位机构后续动作时,圆柱面定心机构推动工件,迫使已经伸出的角向定位机构后退,直到工件的圆柱面中心与夹具圆柱面定心机构同轴。在夹具液压系统主油路带保压单向阀的情况,已经伸出的角向定位机构可能无法完全缩回到位,从而导致零件变形,破坏零件定位精度。因此,此种定位,常采用夹具圆柱面定心机构和角向定位机构同步动作的方式。此种方式同样存在定位不准的情况。因此,需要一种新型的机构和控制方式。
技术实现思路
1、为此,本发明提供一种带向心角向定位的薄壁零件夹具,以实现对薄壁零件的准确定位压紧,提高工件的加工质量。
2、为解决上述技术问题,本发明提供一种带向心角向定位的薄壁零件夹具,包括:
3、夹具体;
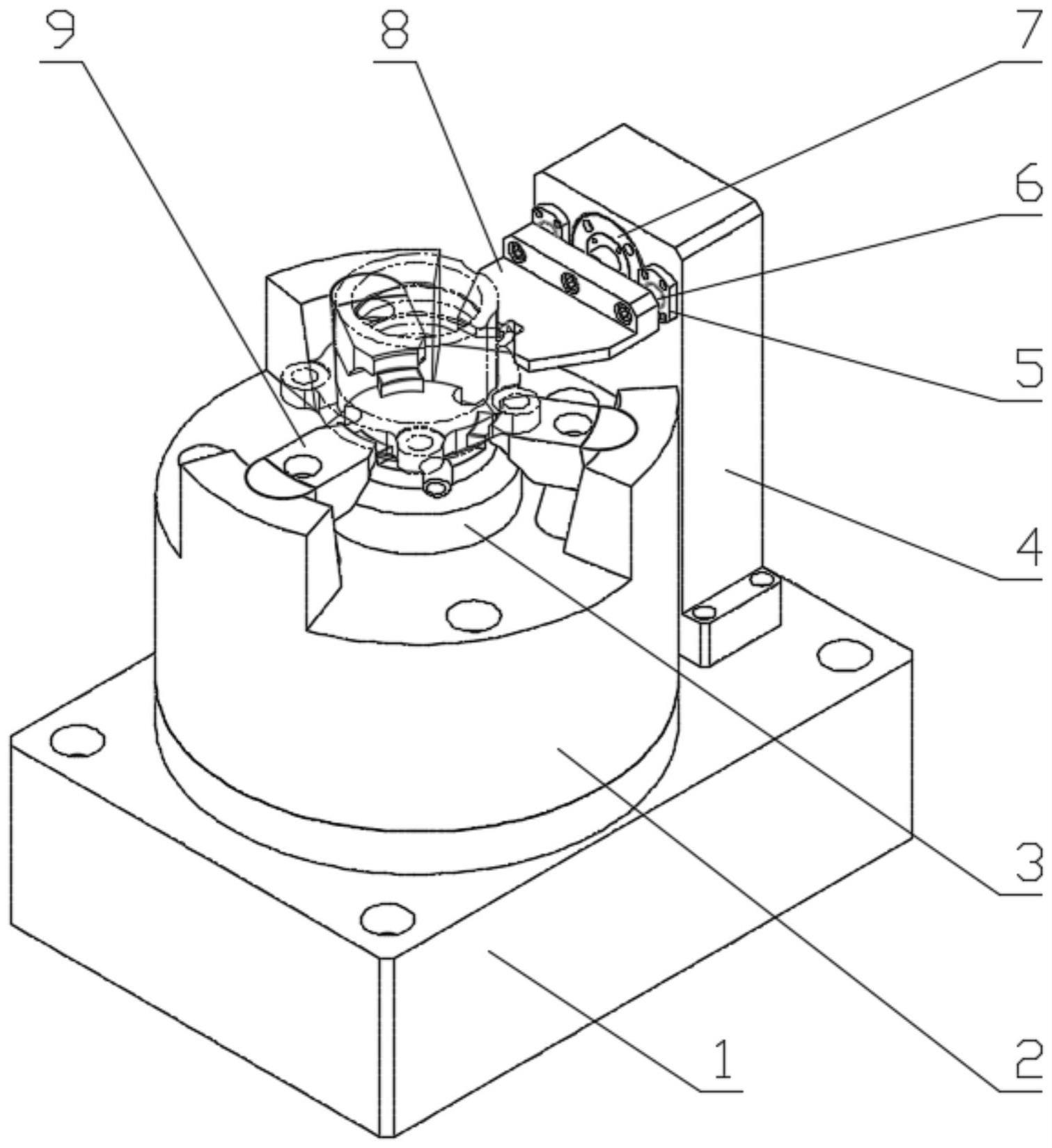
4、卡盘,其连接于所述夹具体,所述卡盘包括卡盘本体以及沿所述卡盘本体上端周向分布的多个夹爪;
5、设于所述夹具体的夹爪驱动机构,所述夹爪驱动机构用于驱动多个所述夹爪收缩或张开,以夹紧或松开工件,所述工件包括圆柱面以及设于所述圆柱面的至少一个角向特征和多个定位凸台;
6、角向定位机构,所述角向定位机构包括连接于所述夹具体且位于所述卡盘旁侧的角向定位座、与所述角向定位座相连的角向定位缸以及与所述角向定位缸伸缩端相连的角向定位板;
7、其中,所述角向定位缸伸出时,所述角向定位板通过接触配合于所述角向特征能够将所述工件推动至与所述夹爪接触的第一位置,通过所述夹爪收缩夹紧所述定位凸台,使所述工件处于第二位置,当所述工件从所述第一位置移动至所述第二位置过程中,所述角向特征推动所述角向定位缸缩回。
8、在本发明的一种实施方式中,所述角向定位缸还包括缸体、端盖、活塞杆、弹簧、套环和尾盖,所述端盖和所述尾盖分别连接于所述缸体的两端,沿所述缸体轴向设有供所述活塞杆穿过的台阶孔,所述活塞杆中部连接有滑动连接于所述台阶孔的活塞,所述活塞与所述端盖之间形成进油腔,所述弹簧一端与所述活塞杆一端相抵,所述弹簧另一端与所述尾盖相连,所述活塞杆另一端穿过所述角向定位座的侧壁并与所述角向定位板相连。
9、在本发明的一种实施方式中,所述角向定位缸还包括套环,所述弹簧另一端通过套环连接有钢球,所述尾盖连接有调节螺钉以及与所述调节螺钉相连的螺母,所述调节螺钉与所述钢球相抵。
10、在本发明的一种实施方式中,所述角向定位机构包括衬套和导向杆,所述导向杆一端通过衬套伸缩连接于所述角向定位座的侧壁,所述导向杆另一端与所述角向定位板相连。
11、在本发明的一种实施方式中,所述卡盘本体上端中心设有支承座,多个所述卡爪周向设于所述支承座,所述夹爪驱动机构包括连接于所述卡盘本体下端的直线油缸,所述直线油缸的活塞杆带动所述卡盘的拉杆移动,以使所述卡盘的卡爪收缩或张开,并通过所述卡爪带动所述夹爪的夹紧或松开。
12、在本发明的一种实施方式中,所述角向定位板设有与所述角向特征配合的定位槽。
13、在本发明的一种实施方式中,所述角向定位板伸出并与所述角向特征接触配合时,能够对所述工件产生一个朝向所述圆柱面的径向分力。
14、在本发明的一种实施方式中,还包括夹具液压控制系统,所述夹具液压控制系统包括油源、换向阀、第一液压站侧快速接头、第一夹具侧快插接头、第一液控单向阀、第一单向节流阀、第二单向节流阀、第四单向节流阀、第三单向节流阀、单向顺序阀、第二夹具侧快插接头、第二液压站侧快速接头,所述油源与所述换向阀的进油端相连,所述换向阀的第一工作位依次连接第一液压站侧快速接头、第一夹具侧快插接头、液控单向阀、压力表、蓄能器、第一单向节流阀和所述直线油缸的有杆腔,所述换向阀的第二工作位依次连接第二液压站侧快速接头、第二夹具侧快插接头、单向顺序阀、第二单向节流阀和所述直线油缸的无杆腔,所述液控单向阀依次连接第二夹具侧快插接头和单向顺序阀之间、第三单向节流阀、第四单向节流阀和所述角向定位缸的进油腔。
15、在本发明的一种实施方式中,所述液控单向阀和所述第一换向阀之间还设有压力表和蓄能器。
16、在本发明的一种实施方式中,所述换向阀为二位四通电磁阀。
17、本发明的上述技术方案相比现有技术具有以下优点:
18、本发明所述的一种带向心角向定位的薄壁零件夹具,通过伸出力可调节的单动油缸来进行角向定位,减小工件变形,利用弹簧力的可压缩性,消除卡盘定位夹紧时,工件与角向定位机构的运动干涉,保证对工件正确的定位夹紧,通过合理选用换向阀形式,保证夹具子系统能与液压站接通和断开,通过设置液控单向阀,保证系统的保压。通过设置顺序阀,保证松开工件后,工件处于卡盘的中心,保证合适的取料位置。本发明可适应工件压紧面的角度差异,以实现对薄壁零件的准确定位压紧,提高工件的加工质量。
技术特征:
1.一种带向心角向定位的薄壁零件夹具,其特征在于,包括:
2.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述角向定位缸(7)还包括缸体(71)、端盖(72)、活塞杆(73)、弹簧(74)、套环(75)和尾盖(77),所述端盖(72)和所述尾盖(77)分别连接于所述缸体(71)的两端,沿所述缸体(71)轴向设有供所述活塞杆(73)穿过的台阶孔,所述活塞杆(73)中部连接有滑动连接于所述台阶孔的活塞,所述活塞与所述端盖(72)之间形成进油腔,所述弹簧(74)一端与所述活塞杆(73)一端相抵,所述弹簧(74)另一端与所述尾盖(77)相连,所述活塞杆(73)另一端穿过所述角向定位座(4)的侧壁并与所述角向定位板(8)相连。
3.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述角向定位缸(7)还包括套环(75),所述弹簧(74)另一端通过套环(75)连接有钢球(76),所述尾盖(77)连接有调节螺钉(79)以及与所述调节螺钉(79)相连的螺母(78),所述调节螺钉(79)与所述钢球(76)相抵。
4.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述角向定位机构包括衬套(5)和导向杆(6),所述导向杆(6)一端通过衬套(5)伸缩连接于所述角向定位座(4)的侧壁,所述导向杆(6)另一端与所述角向定位板(8)相连。
5.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述卡盘(2)本体上端中心设有支承座(3),多个所述卡爪周向设于所述支承座(3),所述夹爪(9)驱动机构包括连接于所述卡盘(2)本体下端的直线油缸(10),所述直线油缸(10)的活塞杆(73)带动所述卡盘(2)的拉杆移动,以使所述卡盘(2)的卡爪收缩或张开,并通过所述卡爪带动所述夹爪(9)的夹紧或松开。
6.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述角向定位板(8)设有与所述角向特征配合的定位槽。
7.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述角向定位板(8)伸出并与所述角向特征接触配合时,能够对所述工件产生一个朝向所述圆柱面的径向分力。
8.根据权利要求1所述的一种带向心角向定位的薄壁零件夹具,其特征在于,还包括夹具液压控制系统,所述夹具液压控制系统包括油源(11)、换向阀(12)、第一液压站侧快速接头(13)、第一夹具侧快插接头(14)、液控单向阀(15)、第一单向节流阀(18)、第二单向节流阀(19)、第四单向节流阀(20)、第三单向节流阀(21)、单向顺序阀(22)、第二夹具侧快插接头(23)、第二液压站侧快速接头(24),所述油源(11)与所述换向阀(12)的进油端相连,所述换向阀(12)的第一工作位依次连接第一液压站侧快速接头(13)、第一夹具侧快插接头(14)、液控单向阀(15)、压力表(16)、蓄能器(17)、第一单向节流阀(18)和所述直线油缸(10)的有杆腔,所述换向阀(12)的第二工作位依次连接第二液压站侧快速接头(24)、第二夹具侧快插接头(23)、单向顺序阀(22)、第二单向节流阀(19)和所述直线油缸(10)的无杆腔,所述液控单向阀(15)依次连接第二夹具侧快插接头(23)和单向顺序阀(22)之间、第三单向节流阀(21)、第四单向节流阀(20)和所述角向定位缸(7)的进油腔。
9.根据权利要求8所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述液控单向阀(15)和所述第一换向阀(12)之间还设有压力表(16)和蓄能器(17)。
10.根据权利要求8所述的一种带向心角向定位的薄壁零件夹具,其特征在于,所述换向阀(12)为二位四通电磁阀。
技术总结
本发明涉及一种带向心角向定位的薄壁零件夹具。本发明包括夹具体;卡盘,其连接于所述夹具体,所述卡盘包括卡盘本体以及沿所述卡盘本体上端周向分布的多个夹爪;设于所述夹具体的夹爪驱动机构,所述夹爪驱动机构用于驱动多个所述夹爪收缩或张开,以夹紧或松开工件,所述工件包括圆柱面以及设于所述圆柱面的至少一个角向特征和多个定位凸台;角向定位机构,所述角向定位机构包括连接于所述夹具体且位于所述卡盘旁侧的角向定位座、与所述角向定位座相连的角向定位缸以及与所述角向定位缸伸缩端相连的角向定位板。本发明实现了对薄壁零件的准确定位压紧,提高工件的加工质量。
技术研发人员:俞浩,卢红印
受保护的技术使用者:无锡贝斯特精机股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!