一种齿轮轴毂总成的电阻焊接工艺及结构的制作方法
本发明涉及电阻焊领域,具体涉及一种齿轮轴毂总成的电阻焊接工艺及结构。
背景技术:
1、变速箱的齿轮与轴毂的当前的焊接工艺为电子束焊或激光焊,其工艺特点会使工件因为过热而产生变形,齿轮与轴毂焊接后的同轴度、跳动等公差和尺寸很难保证,并且该工艺需要焊头沿齿轮中外侧环绕一周,焊接时间也较长,齿轮越大需要的焊接时间越长,在同等生产效率的情况下,设备投资更大
2、而在现有技术中如中国发明专利申请公告号cn113714642a就公开了一种齿轮焊接方法及焊接齿轮组件,其利用激光对主接口的上端进行正式焊接,预焊焊接速度位于第一速度范围,不会形成较深的焊缝,且提供整体的预热作用,降低零件在正式焊接时的冷却应力,可以使得接合齿与齿轮连接的面均具有良好的承载能力,在长时间使用后不易变形,但缺陷在于还是无法保证同轴度和实现短时间焊接。
技术实现思路
1、针对现有技术存在上述缺陷,本发明所要解决的技术问题是如何保证齿轮轴毂焊接速度快、变形小,具体技术方案如下:
2、一种齿轮轴毂总成的电阻焊接工艺,包括以下步骤:
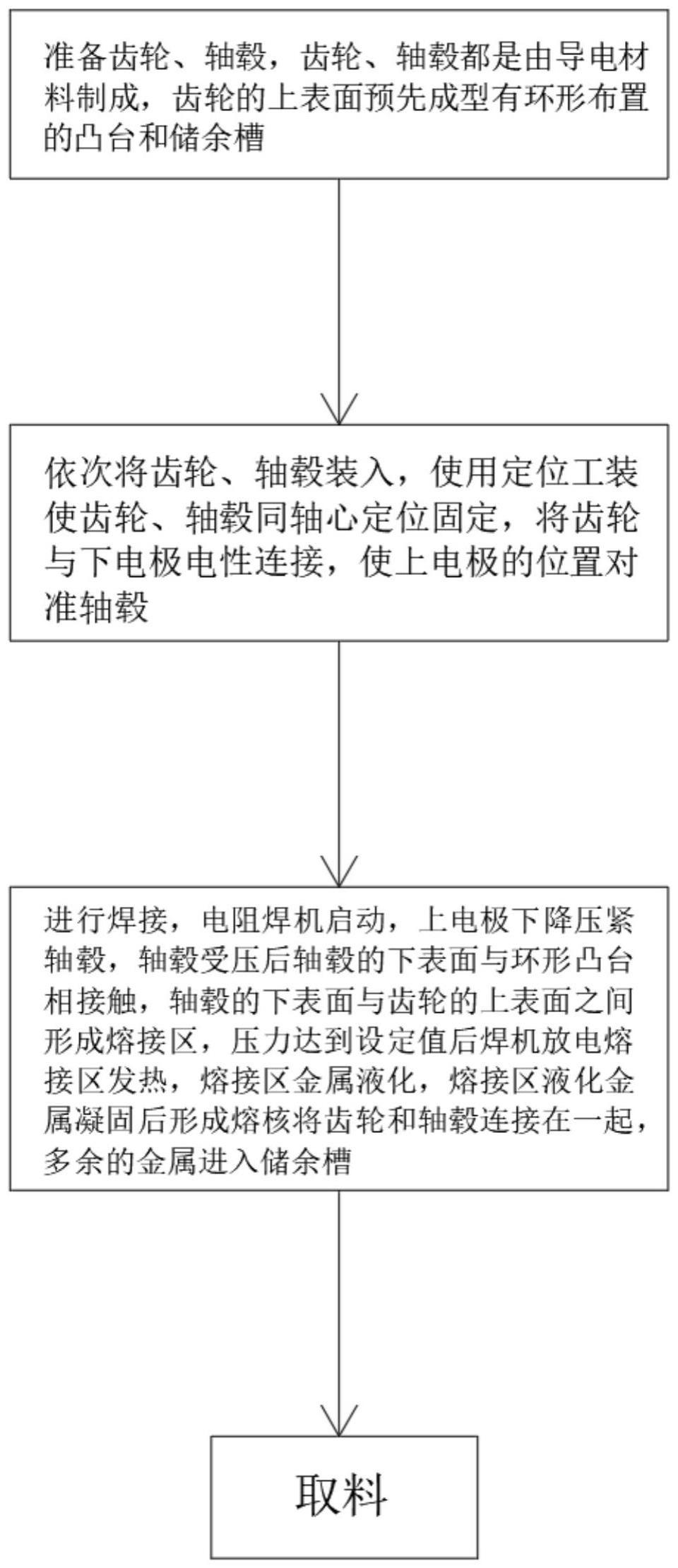
3、s1:准备齿轮、轴毂,齿轮、轴毂都是由导电材料制成,齿轮的上表面预先成型有环形布置的凸台和储余槽;
4、s2:依次将齿轮、轴毂装入,使用定位工装使齿轮、轴毂同轴心定位固定,将齿轮与下电极电性连接,使上电极的位置对准轴毂;
5、s3:进行焊接,电阻焊机启动,上电极下降压紧轴毂,轴毂受压后轴毂的下表面与环形凸台相接触,轴毂的下表面与齿轮的上表面凸台之间形成熔接区,压力达到设定值后焊机放电熔接区发热,熔接区金属液化,熔接区液化金属凝固后形成熔核将齿轮和轴毂连接在一起,多余的金属进入储余槽;
6、s4:取料,上电极复位,取出焊接完成后的齿轮、轴毂组合部件。
7、作为本发明的一种优选方案,凸台为连续一圈的环形或分隔开几段的环形,储余槽有两圈分别位于环形凸台的内外侧。
8、作为本发明的一种优选方案,凸台的截面形状为弧形或三角形。
9、作为本发明的一种优选方案,所述所述轴毂底部设有下凸台,下凸台的底面为下表面,上电极下降压着下凸台。
10、作为本发明的一种优选方案,压力设定值为≥12t,焊接平均电流≥35ka,峰值电流≥500ka。
11、作为本发明的一种优选方案,所述定位工装包括嵌块支撑件、夹紧过渡件、轴毂定位件、活动嵌块、升降驱动单元和升降驱动轴,嵌块支撑件内部活动套装夹紧过渡件,夹紧过渡件上部外周侧设有夹紧过渡锥形面,夹紧过渡件内部活动套装轴毂定位件,轴毂定位件为空心结构,轴毂定位件上部外周侧设有轴毂锥形面,轴毂定位件设有多个围绕轴毂定位件轴心圆周排列的轴毂定位空槽,轴毂的下轴插入到轴毂定位件中心,嵌块支撑件上方活动安装活动嵌块,升降驱动单元驱动升降驱动轴上下移动,升降驱动轴上端连接轴毂定位件,轴毂定位件下移时收缩夹紧轴毂的下轴,同时夹紧过渡件驱动活动嵌块向外侧移动活动嵌块顶住齿轮内侧。
12、作为本发明的一种优选方案,嵌块支撑件、夹紧过渡件、轴毂定位件同轴心设置,活动嵌块有多个且围绕夹紧过渡件的中心轴圆周排列,相邻活动嵌块相分离。
13、作为本发明的一种优选方案,每个活动嵌块设有腰形槽,螺钉穿过腰形槽后螺接嵌块支撑件,腰形槽内安装弹簧,弹簧一端顶着腰形槽内壁而另一端顶着螺钉。
14、一种用上述齿轮轴毂总成的电阻焊接工艺制成的结构,包括齿轮和轴毂,轴毂底面与齿轮上表面由液化金属粘接固定在一体。
15、有益效果:熔接区包含凸台和与其接触的面,由于轴毂受压后轴毂的下表面首先与环形凸台相接触,电阻焊机放电时,大电流通过熔接区,熔接区金属液化,熔接区冷却后使齿轮和轴毂焊接在一起,此焊接工艺具有受热面积小、焊接时间短等特点,工件在焊接时产生的变形小,同时使生产效率与焊接部件的直径无关,焊接时间大大缩短,另外,由于储余槽的存在,受上电极压紧力影响,多余的液化金属可以挤入储余槽中,轴毂的下表面与齿轮的上表面凸台之间不会有多余液化金属而留有缝隙。
技术特征:
1.一种齿轮轴毂总成的电阻焊接工艺,其特征在于,包括以下步骤:
2.根据权利要求1所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:凸台为连续一圈的环形或分隔开几段的环形,储余槽有两圈分别位于环形凸台的内外侧。
3.根据权利要求1或2所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:凸台的截面形状为弧形或三角形。
4.根据权利要求1所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:所述轴毂底部设有下凸台,下凸台的底面为下表面,上电极下降压着下凸台。
5.根据权利要求1所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:压力设定值为≥12t,焊接平均电流≥35ka,峰值电流≥500ka。
6.根据权利要求1所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:所述定位工装包括嵌块支撑件、夹紧过渡件、轴毂定位件、活动嵌块、升降驱动单元和升降驱动轴,嵌块支撑件内部活动套装夹紧过渡件,夹紧过渡件上部外周侧设有夹紧过渡锥形面,夹紧过渡件内部活动套装轴毂定位件,轴毂定位件为空心结构,轴毂定位件上部外周侧设有轴毂锥形面,轴毂定位件设有多个围绕轴毂定位件轴心圆周排列的轴毂定位空槽,轴毂的下轴插入到轴毂定位件中心,嵌块支撑件上方活动安装活动嵌块,升降驱动单元驱动升降驱动轴上下移动,升降驱动轴上端连接轴毂定位件,轴毂定位件下移时收缩夹紧轴毂的下轴,同时夹紧过渡件驱动活动嵌块向外侧移动活动嵌块顶住齿轮内侧。
7.根据权利要求6所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:嵌块支撑件、夹紧过渡件、轴毂定位件同轴心设置,活动嵌块有多个且围绕夹紧过渡件的中心轴圆周排列,相邻活动嵌块相分离。
8.根据权利要求6所述的一种齿轮轴毂总成的电阻焊接工艺,其特征在于:每个活动嵌块设有腰形槽,螺钉穿过腰形槽后螺接嵌块支撑件,腰形槽内安装弹簧,弹簧一端顶着腰形槽内壁而另一端顶着螺钉。
9.一种用权利要求1-8任一所述齿轮轴毂总成的电阻焊接工艺制成的结构,其特征在于:包括齿轮和轴毂,轴毂底面与齿轮上表面由液化金属粘接固定在一体。
技术总结
本发明涉及一种齿轮轴毂总成的电阻焊接工艺及结构,包括以下步骤:S1:准备齿轮、轴毂,S2:依次将齿轮、轴毂装入,S3:进行焊接,电阻焊机启动,上电极下降压紧轴毂,轴毂受压后轴毂的下表面与环形凸台相接触,轴毂的下表面与齿轮的上表面凸台之间形成熔接区,压力达到设定值后焊机放电熔接区发热,熔接区金属液化,熔接区液化金属凝固后形成熔核将齿轮和轴毂连接在一起,多余的金属进入储余槽;S4:取料,电阻焊机放电时,大电流通过熔接区,熔接区金属液化,熔接区冷却后使齿轮和轴毂焊接在一起,此焊接工艺具有受热面积小、焊接时间短等特点,工件在焊接时产生的变形小,同时使生产效率与焊接部件的直径无关,焊接时间大大缩短。
技术研发人员:孔祥玉,周龙斌
受保护的技术使用者:广州亨龙智能装备股份有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!