轴承加工方法、轴承、压缩机、家电设备及电子装置与流程
本发明涉及家电设备领域,特别涉及一种轴承加工方法、轴承、压缩机、家电设备及电子装置。
背景技术:
1、为了完成压缩机轴承加工,在一些技术中,采用压铸或浇筑形式成型完成轴承铸件,再通过车、铣、钻等加工方式完成轴承粗加工品,最后通过磨削上轴承内孔及法兰面获得轴承精加工品。这种压铸或浇筑形式加工周期较长,且难以快速根据所需粗加工品的结构形式进行调整。
技术实现思路
1、本发明的主要目的是提出一种轴承加工方法,旨在改善现有的压铸或浇注成型的轴承的加工周期较长,且难以快速根据所需粗加工品的结构形式进行调整的问题。
2、为实现上述目的,本发明提出的轴承加工方法的示例,包括以下步骤:
3、提供一板材;
4、对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块;以及
5、在法兰部上加工形成中心孔以及提供第一管件,将第一管件连接于法兰部,中心孔与第一管件同轴设置。
6、在一些示例中,在对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块的步骤之后,轴承加工方法还包括以下步骤:
7、在多个凸块的外周加工形成外圈。
8、在一些示例中,在多个凸块的外周加工形成外圈的步骤包括:
9、提供第二管件,将第二管件套设于多个凸块的外周;以及
10、将第二管件与多个凸块相连接,第二管件形成外圈。
11、在一些示例中,在将第二管件与多个外缘部相连接,第二管件形成外圈的步骤中,第二管件与凸块过盈配合,和/或,第二管件与凸块相焊接。
12、在一些示例中,在对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块的步骤中,凸块和法兰部分别具有外周缘,凸块的外周缘与法兰部的外周缘之间的距离满足以下至少一个条件:
13、凸块的外周缘与法兰部的外周缘之间的距离不小于5mm;
14、凸块的外周缘与法兰部的外周缘之间的距离不超过50mm。
15、在一些示例中,在多个凸块的外周加工形成外圈的步骤包括:
16、将多个凸块向法兰部的同侧折弯形成多个外缘部;以及
17、在多个外缘部的外周加工形成外圈。
18、在一些示例中,在多个外缘部的外周加工形成外圈的步骤包括:
19、提供第二管件,将第二管件套设于多个外缘部的外周;以及
20、将第二管件与多个外缘部相连接,第二管件形成外圈。
21、在一些示例中,在对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块的步骤之后,轴承加工方法还包括以下步骤:
22、将多个凸块向法兰部的同侧折弯形成多个外缘部;以及
23、对外缘部的外周面进行加工,以使多个外缘部的外周面的连线形成圆柱面。
24、在一些示例中,对外缘部的外周面进行加工,以使多个外缘部的外周面的连线形成圆柱面的步骤包括对多个外缘部的外周面进行切割和/或磨削,以使多个外缘部的外周面的连线形成圆柱面。
25、在一些示例中,在对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块的步骤中,凸块和法兰部分别具有外周缘,凸块的外周缘与法兰部的外周缘之间的距离满足以下至少一个条件:
26、凸块的外周缘与法兰部的外周缘之间的距离不小于10mm;
27、凸块的外周缘与法兰部的外周缘之间的距离不超过50mm。
28、在一些示例中,在将多个凸块向法兰部的同侧折弯形成外缘部的步骤中,凸块的折弯角度满足以下至少一个条件:
29、凸块的折弯角度不小于20°;
30、凸块的折弯角度不超过75°。
31、在一些示例中,板材具有第一表面,在法兰部上加工形成中心孔以及提供第一管件,将第一管件连接于法兰部,中心孔与第一管件同轴设置的步骤中,多个凸块分别向法兰部的第一表面一侧弯折形成多个外缘部;
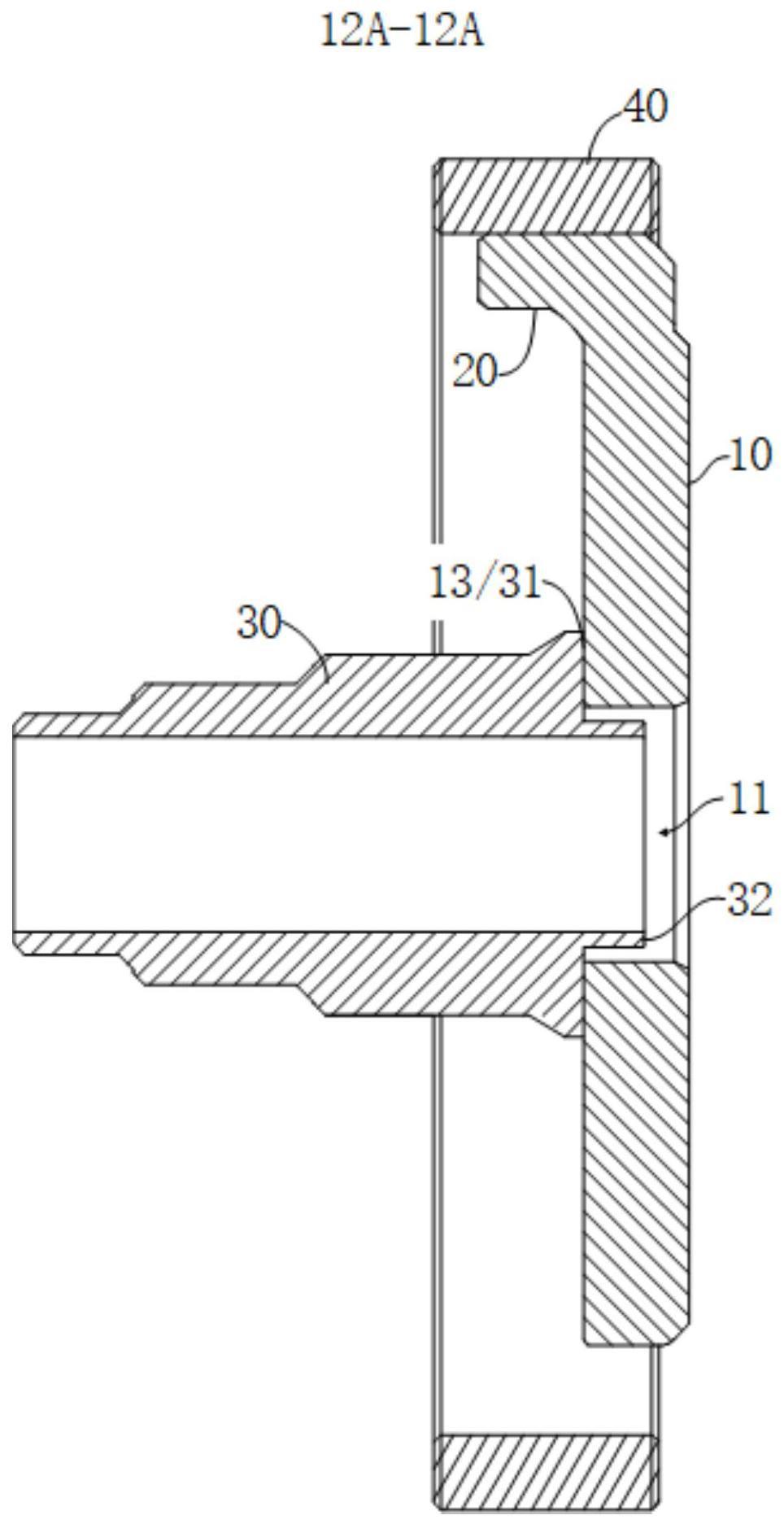
32、在提供第一管件,将管件连接于法兰部的步骤中,第一管件连接于第一表面。
33、在一些示例中,在提供一板材的步骤中,板材的厚度不小于5mm。
34、在一些示例中,凸块的数量不少于3个。
35、在一些示例中,凸块具有远离法兰部的外周缘,沿法兰部的圆周方向,凸块的外周缘的长度不小于10mm。
36、在一些示例中,提供第一管件,将第一管件连接于法兰部的步骤中,第一管件具有第一装配面,法兰部具有与第一装配面相连接的第二装配面,沿中心孔的径向方向,第一装配面的宽度不小于8mm。
37、本发明还提出一种轴承,包括:
38、法兰部,法兰部上开设有中心孔;
39、多个凸块,分别与法兰部相连接,多个凸块环绕法兰部的外周设置;以及
40、第一管件,连接于法兰部;第一管件与中心孔同轴设置。
41、在一些示例中,轴承还包括:
42、外圈,套设于多个凸块的外周,外圈、中心孔以及第一管件同轴设置。
43、在一些示例中,多个凸块向法兰部的同侧弯折形成多个外缘部,外缘部的外周套设有第二管件,第二管件形成外圈。
44、在一些示例中,多个凸块的外周套设有第二管件,第二管件形成外圈。
45、在一些示例中,第二管件与多个凸块过盈配合,和/或,第二管件与多个凸块相焊接。
46、在一些示例中,凸块和法兰部分别具有外周缘,凸块的外周缘与法兰部的外周缘之间的距离满足以下至少一个条件:
47、凸块的外周缘与法兰部的外周缘之间的距离不小于5mm;
48、凸块的外周缘与法兰部的外周缘之间的距离不超过50mm。
49、在一些示例中,多个凸块向法兰部的同侧弯折形成多个外缘部,多个外缘部的外周面的连线形成圆柱面。
50、在一些示例中,凸块的折弯角度满足以下至少一个条件:
51、凸块的折弯角度不小于20°;
52、凸块的折弯角度不超过75°。
53、在一些示例中,板材具有第一表面,多个凸块分别向法兰部的第一表面一侧弯折形成多个外缘部;第一管件连接于第一表面。
54、在一些示例中,法兰部和/或凸块的厚度不小于5mm。
55、在一些示例中,在对板材进行加工,形成法兰部及环绕法兰部外周设置的多个凸块的步骤中,凸块的数量不少于3个。
56、在一些示例中,凸块具有远离法兰部的外周缘,沿法兰部的圆周方向,凸块的外周缘的长度不小于10mm。
57、在一些示例中,第一管件具有第一装配面,法兰部具有与第一装配面相连接的第二装配面,沿中心孔的径向方向,第一装配面的宽度不小于8mm。
58、本发明还提出一种压缩机的示例,包括如上述任一项的轴承。
59、本发明还提出一种家电设备的示例,包括如上述的压缩机。
60、本发明还提出一种电子装置的示例,包括:
61、处理器;以及
62、存储器,与处理器相连接,存储器存储有轴承加工程序,轴承加工程序被处理器执行时实现如上述任一示例中的轴承加工方法的步骤。
63、本发明示例通过采用对板材进行加工形成法兰部以及环绕法兰部的外周设置的多个凸块,可以使凸块与法兰部一体切割而成,进而可以简化轴承的加工步骤;通过在法兰部上连接第一管件,由于第一管件与法兰部分体设置,可以方便对第一管件和法兰部分别成型之后再进行组装,进而可以方便对第一管件和法兰部的相对位置进行调整,以减小第一管件与法兰部的结构误差,进而有助于提升加工的轴承的精度。
- 还没有人留言评论。精彩留言会获得点赞!