一种45°斜三通焊接防变形工装、焊接方法及其检测方法与流程
本发明涉及核电管道修建,尤其涉及一种45°斜三通焊接防变形工装、焊接方法及其检测方法。
背景技术:
1、核电厂(压水堆核电厂)建设过程中需要修建大量的核电机组管道,这些管道用于输送冷却剂、蒸汽和废水等,是核电建设的重要组成部分。
2、为了满足介质输送的流量与流速、施工空间、核设施运行安全等众多涉核因素,因此核电机组需要修建大量的45°斜三通管道,目前市场上的核电斜三通管道采购成本高,并且此核电斜三通管道产品变形大,容易造成现场对口偏折度超标,导致现场的核电管道安装工艺质量差。
3、为提高核电管道安装的工艺质量及控制施工成本,需要现场制作斜三通,但是现场施工存在核电斜三通管道壁厚较薄,坡口偏大,焊接易变形等诸多不利因素,会造成所制成的斜三通存在质量瑕疵,基于此,开发一种斜三通工装主体势在必行。
技术实现思路
1、本发明旨在解决现有技术中存在的问题。为此,本发明的一个目的在于提出一种45°斜三通焊接防变形工装、焊接方法及其检测方法,通过设计的45°斜三通焊接用工装主体以及制定合理的焊接工艺等措施控制斜三通的变形,保证斜三通制作质量,并且提高了施工效率。
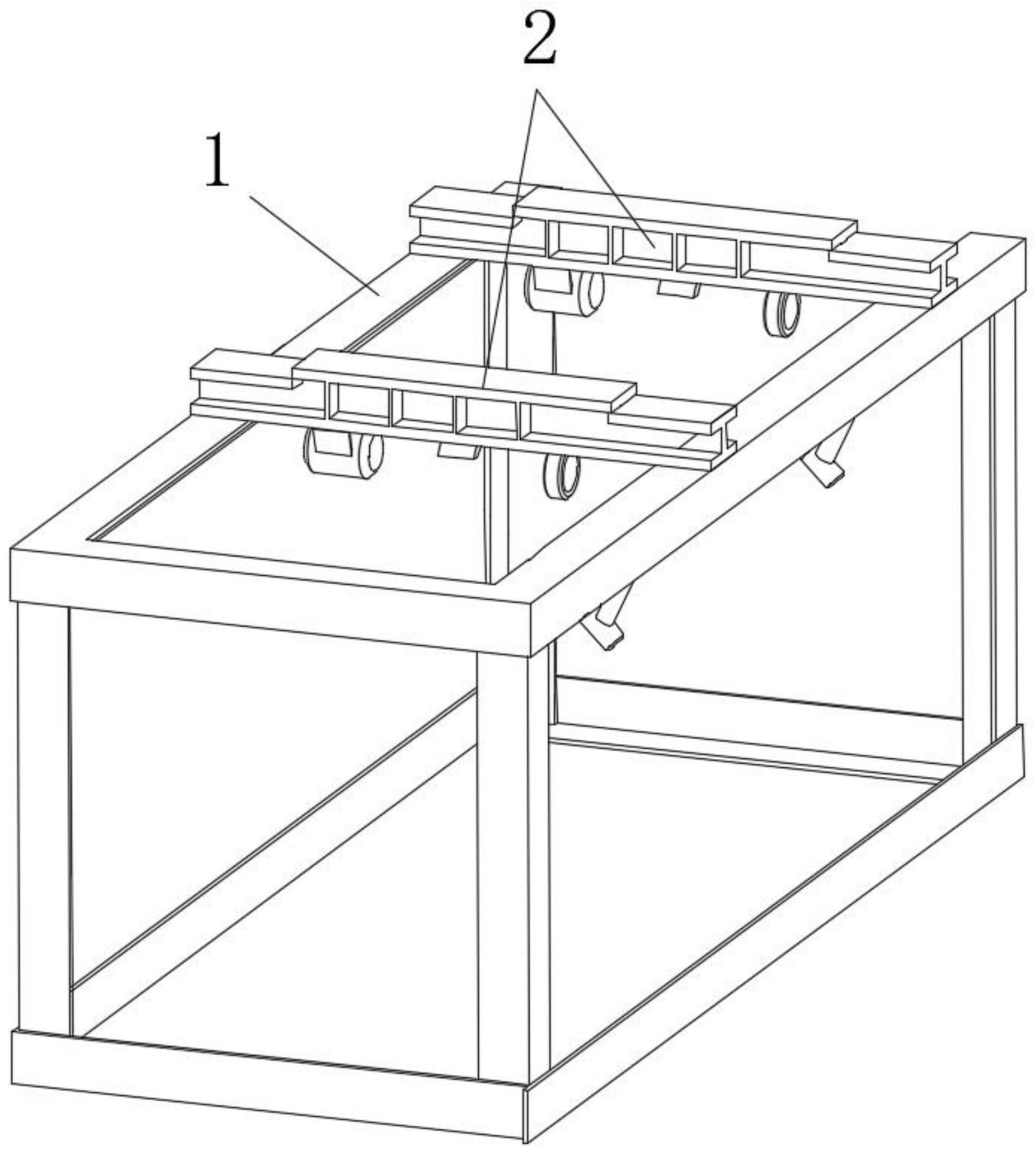
2、为实现上述目的,本发明提出了一种45°斜三通焊接防变形工装,包括框架主体和若干工装主体,所述框架主体由若干角钢固定在一起形成,所述工装主体固定设置在框架主体上,所述框架主体与工装主体之间形成焊接空间,所述工装主体由工字钢、第一圆套、半圆套、第二圆套和斜套组成,其中所述第一圆套、半圆套、第二圆套都固定设置在工字钢下方,所述斜套倾斜式的固定设置在工字钢下方。
3、在上述方案的基础上进一步,所述斜套包括连接管和第三圆套,所述连接管一端与工字钢固定连接,另一端与第三圆套固定连接,其中连接管倾斜式的固定设置在工字钢下方。
4、作为优选,所述连接管的倾斜方向朝向第一圆套、半圆套和第二圆套,所述连接管与水平面的夹角为30-60°。
5、根据本发明的一些实施例,所述第一圆套、半圆套、第二圆套和斜套通过焊接固定在工字钢上。
6、根据本发明的另一些实施例,所述第一圆套、半圆套、第二圆套和斜套通过螺栓固定在工字钢上,其中第一圆套、半圆套、第二圆套、斜套在与工字钢位置相对应处都设置有用于安装螺栓的连接孔。
7、作为优选,所述第一圆套、第二圆套和第三圆套都为内部都为中空结构。
8、作为优选,所述第一圆套口径等于第二圆套大于第三圆套。
9、作为优选,所述工字钢两端的高度小于中间的高度。
10、一种45°斜三通的焊接方法,包括:
11、s1、焊前检查,其具体步骤如下:
12、s101、坡口的准备,通过机械加工设备将主管和支管焊接用的坡口切割出,采用机械加工方法对主管和支管进行下料,对管件进行切割、打磨、拼接成所需要的形状,对主管和支管拼接的坡口进行加工;
13、s102、组对和预装,通过角度尺、直尺、墨盒和焊机对主管和支管进行对中、定位和装配,并通过点焊焊接熔敷金属对主管和支管进行定位;
14、s103、安装,将组对和预装完成后的主管和支管安装到工装中。
15、s2、充氩保护,采用水溶纸或者堵板制作密闭气室,通过充氩气管向斜三通密闭气室内充氩气,待焊焊缝处留有排气孔,将斜三通密闭气室内的空气完全被氩气置换。
16、s3、预热,其具体步骤如下:
17、s301、预热,采用火焰、电热风枪或电加热的方法对主管和支管的焊接处进行预热;
18、s302、温度的检测,采用非接触式和接触式的方法检查预热温度及层间温度。
19、s4、焊接,通过焊接设备对主管和支管进行焊接;
20、s401、打底焊接,开始对主管和支管的拼接处用采用钨极气体保护焊进行打底焊接;
21、s402、填充焊接,打底焊接之后继续采用钨极气体保护焊进行填充焊接;
22、s403、盖面焊接,填充焊接之后继续采用钨极气体保护焊进行盖面焊接。
23、s5、焊后热处理,将焊接好的斜三通整体放到电加热炉里面进高温回火热处理。
24、一种45°斜三通的焊接工艺质量的检测方法,
25、s6、目视检测,打底焊接完成之后通过人眼、放大镜、反光镜、内窥镜对焊缝进行检测;
26、s7、液体渗透检测,第一目视检测之后进行液体渗透检测,液体渗透检测之后进行下一层的焊接;
27、s8、第二次目视检测,填充焊接完成之后通过人眼、放大镜、反光镜、内窥镜对焊缝进行检测;
28、s9、第二次液体渗透检测,第二次目视检测之后进行第二次液体渗透检测,液体渗透检测之后进行下一层的焊接;
29、s10、第三次目视检测,盖面焊接完成之后通过人眼、放大镜、反光镜、内窥镜对焊缝进行检测;
30、s11、第三次液体渗透检测,第三次目视检测之后进行第三次液体渗透检测,液体渗透检测之后进行下一层的焊接;
31、需要注意的是:每一层焊接之后都需要进行目视检测和液体渗透检测,检测区域为焊缝及每边8-15mm范围内的相邻母材。
32、s12、焊缝返修,s6-s10中焊缝缺陷需要进行焊缝返修,具体流程如下:
33、s1201、缺陷定位,采用标记法对缺陷进行定位;
34、s1202、缺陷清除,其中焊缝表面缺陷采用打磨或机械加工方法对焊缝的表面缺陷进行清除;焊缝中缺陷的清除采用机械方法清除缺陷,利用液体渗透检测方法进行检验,确保缺陷彻底清除;
35、s1203、返修焊接,返修采用半自动二氧化碳保护焊进行补修;
36、s1204、无损检测,采用s6-s7中的方法进行检测。
37、需要注意的是:焊缝同一部位的返修补焊次数不得超过两次。
38、在上述方案中进一步,步骤s1中的主管和支管采用不锈钢或者碳钢或者低合金钢材质,加工的坡口以进行手工钨极氩弧焊打底时能打透根部为准。
39、在上述方案中更进一步,步骤s102中熔敷金属的数量至少为3块,分布在主管和支管前侧以及左右两侧。
40、在上述方案中更进一步,步骤s103中的安装步骤如下:
41、将组对和预装好的主管穿装到工装的第一圆套和半圆套中,然后套上第二圆套和斜套,并将第二圆套和斜套分别套装到主管和支管上,然后通过焊接或者螺栓进行固定。
42、在上述方案中更进一步,步骤s2中充氩气管与斜三通件内部充氩气室相通,使用打火机靠近待焊焊缝处排气孔,通过观察能否打火来判断斜三通件密闭气室内是否充满氩气。
43、在上述方案中更进一步,步骤s3中的不锈钢不需要预热,只有当焊件温度低于0℃时,所有待焊件应在始焊处80-120mm范围内预热到15℃以上;步骤s302中的非接触式所用的仪器为红外线测温仪,接触式所用的仪器为点温计。
44、在上述方案中更进一步,步骤s4中的焊接设备的焊条采用φ1.6或φ2.0的er308l焊丝,其中,φ1.6的er308l焊丝采用40-90a的电流,10-13v的电压,大于或等于5.4cm/min的焊接速度进行焊接;φ2.0的er308l焊丝采用60-115a的电流、10-13v的电压,大于或等于6.8cm/min的焊接速度进行焊接。
45、在上述方案中更进一步,不锈钢管的焊接,焊接过程中应尽量采用低的热输入,最大热输入不超过18.72kj/cm,控制道间温度在150-200℃之间,每层厚度不大于2.5mm;碳钢和低合金钢管的焊接,控制道间温度在200-250℃之间。
46、本发明的有益效果:
47、1.本发明设置了45°斜三通焊接防变形工装,将预装完成的斜三通主管和支管一起安装到防变形工装进行焊接,通过防变形工装保证了45°斜三通的制作质量,提高施工效率,并且自主设置的防变形工装成本低,装置简单,操作简单。
48、2.本发明研究了45°斜三通焊接工艺,形成一套制作45°斜三通的制作工艺,实现规范化、批量化施工,节约施工成本,减少了施工周期,45°斜三通焊接工艺研究开发项实施后,只需采购对应直管即可,可根据施工进度提前或及时进行预制工作,有效缩短施工周期,很好地控制其焊接变形,保证焊接质量,并提高施工效率。
49、本发明的特征及优点将通过实施列结合附图进行详细说明。
- 还没有人留言评论。精彩留言会获得点赞!