一种真空钎焊焊接用定位工装的制作方法
本发明涉及一种真空钎焊焊接用定位工装,属于焊接工装。
背景技术:
1、管嘴类零件通过真空钎焊焊接到壳体类零件上时,一般要求焊后位置精度较高,然而使用现有的焊接用定位工装很难达到要求的位置精度,同时,由于焊接时工装受热会产生变形,继而导致了焊接后零件很难从工装上拆下,操作不便。
技术实现思路
1、为解决背景技术中存在的问题,本发明提供一种真空钎焊焊接用定位工装。
2、实现上述目的,本发明采取下述技术方案:一种真空钎焊焊接用定位工装,包括底板、壳体轴向定位机构、零件径向定位机构以及零件轴向定位机构;所述底板的上端设有相互配合使用的壳体轴向定位机构、零件径向定位机构以及零件轴向定位机构。
3、与现有技术相比,本发明的有益效果是:
4、本发明心轴与衬套固定在一起后安装在支架上,并且心轴上装有滑动螺母,通过滑动螺母将待焊接的管嘴固定在壳体要焊接的位置,滑动螺母实现了在一定长度内的调节,从而保证了焊接后管嘴的位置正确,继而满足了焊接后要求的位置精度。同时,本发明采用楔块插入楔形槽的压紧方式,避免了传统的螺纹压紧在焊接过程中螺纹受热变形导致焊接后零件无法在工装上拆卸下来的问题。
技术特征:
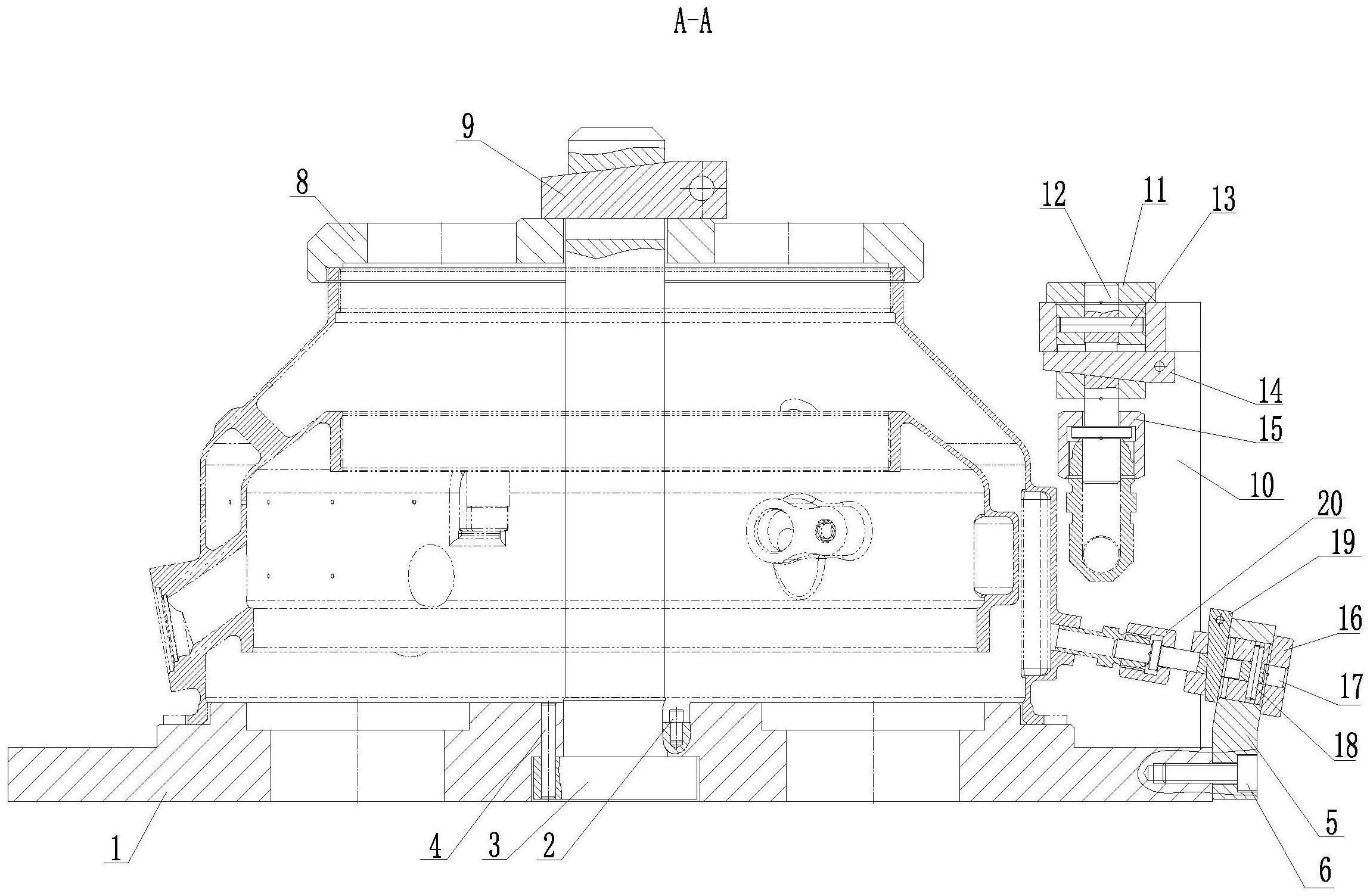
1.一种真空钎焊焊接用定位工装,其特征在于:包括底板(1)、壳体轴向定位机构、零件径向定位机构以及零件轴向定位机构;所述底板(1)的上端设有相互配合使用的壳体轴向定位机构、零件径向定位机构以及零件轴向定位机构。
2.根据权利要求1所述的一种真空钎焊焊接用定位工装,其特征在于:所述壳体轴向定位机构包括拉杆(3)、压板(8)以及楔块一(9);所述底板(1)的中部设有拉杆(3),所述拉杆(3)上端的外侧套装有压板(8),并且拉杆(3)的上端设有楔形槽一,所述楔形槽一内插接有楔块一(9),所述楔块一(9)的下表面与压板(8)的上表面贴合设置。
3.根据权利要求1或2所述的一种真空钎焊焊接用定位工装,其特征在于:所述零件径向定位机构包括外支架(5)、衬套一(16)、心轴一(17)、楔块二(19)以及滑动螺母一(20);所述底板(1)的侧壁固定有向外倾斜设置的外支架(5),所述外支架(5)的上端设有插孔一,所述插孔一内插接有衬套一(16),所述衬套一(16)套装在心轴一(17)外端的外侧,所述心轴一(17)内端的外侧套装有滑动螺母一(20),心轴一(17)的中部设有楔形槽二,所述楔形槽二内插接有楔块二(19),所述楔块二(19)的外壁与外支架(5)的内壁贴合设置。
4.根据权利要求3所述的一种真空钎焊焊接用定位工装,其特征在于:所述零件轴向定位机构包括n型支架(10)、衬套二(11)、心轴二(12)、楔块三(14)以及滑动螺母二(15);所述底板(1)上表面的边缘处固定有竖直设置的n型支架(10),所述n型支架(10)的水平板设有插孔二,所述插孔二内插接有衬套二(11),所述衬套二(11)套装在心轴二(12)上端的外侧,所述心轴二(12)下端的外侧套装有滑动螺母二(15);心轴二(12)的中部设有楔形槽三,所述楔形槽三内插接有楔块三(14),所述楔块三(14)的上表面与n型支架(10)水平板的下表面贴合设置。
技术总结
一种真空钎焊焊接用定位工装,属于焊接工装技术领域。底板上有拉杆、外支架及n型支架,拉杆外套有压板且有楔形槽一,楔形槽一内有与压板贴合的楔块一。外支架有插孔一,插孔一内有衬套一,衬套一套在心轴一外侧,心轴一外有滑动螺母一,中部有楔形槽二,楔形槽二内有与外支架贴合的楔块二。n型支架有插孔二,插孔二内有衬套二,衬套二套在心轴二外侧,心轴二外有滑动螺母二,中部有楔形槽三,楔形槽三内有与n型支架贴合的楔块三。本发明通过滑动螺母实现在一定长度内的调节,从而保证了焊接后管嘴的位置正确,继而满足了焊接后要求的位置精度。同时,采用楔块插入楔形槽的压紧方式,避免了焊接后零件无法在工装上拆卸下来的问题。
技术研发人员:王允鹏,马姸,修艳波,闫雯,吴迪
受保护的技术使用者:哈尔滨东安实业发展有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!