一种在酸机组减小热轧钢横向同板差的方法与流程
本发明涉及横向同板差,具体为一种在酸机组减小热轧钢横向同板差的方法。
背景技术:
1、横向同板差是同一带钢宽度方向任意两点间厚度差的最大值,国内热轧带钢同板差在0.025~0.04mm之间,经冷轧后,同板差也很难减小到用户要求的水平,在日常生活中需要用到一种在酸机组减小热轧钢横向同板差的方法对热轧钢进行加工作业。
2、现有在对热轧钢进行加工作业时,还存在不便于降低热轧带钢横向同板差到0.02mm以下的问题,无法为后续冷轧减小横向同板差创造有利条件,降低了后续对热轧带钢加工作业的精度,从而降低了后续加工热轧带钢的质量,所以需要发明一种在酸机组减小热轧钢横向同板差的方法。
技术实现思路
1、本发明的目的在于提供一种在酸机组减小热轧钢横向同板差的方法,以解决上述背景技术中提出的问题。
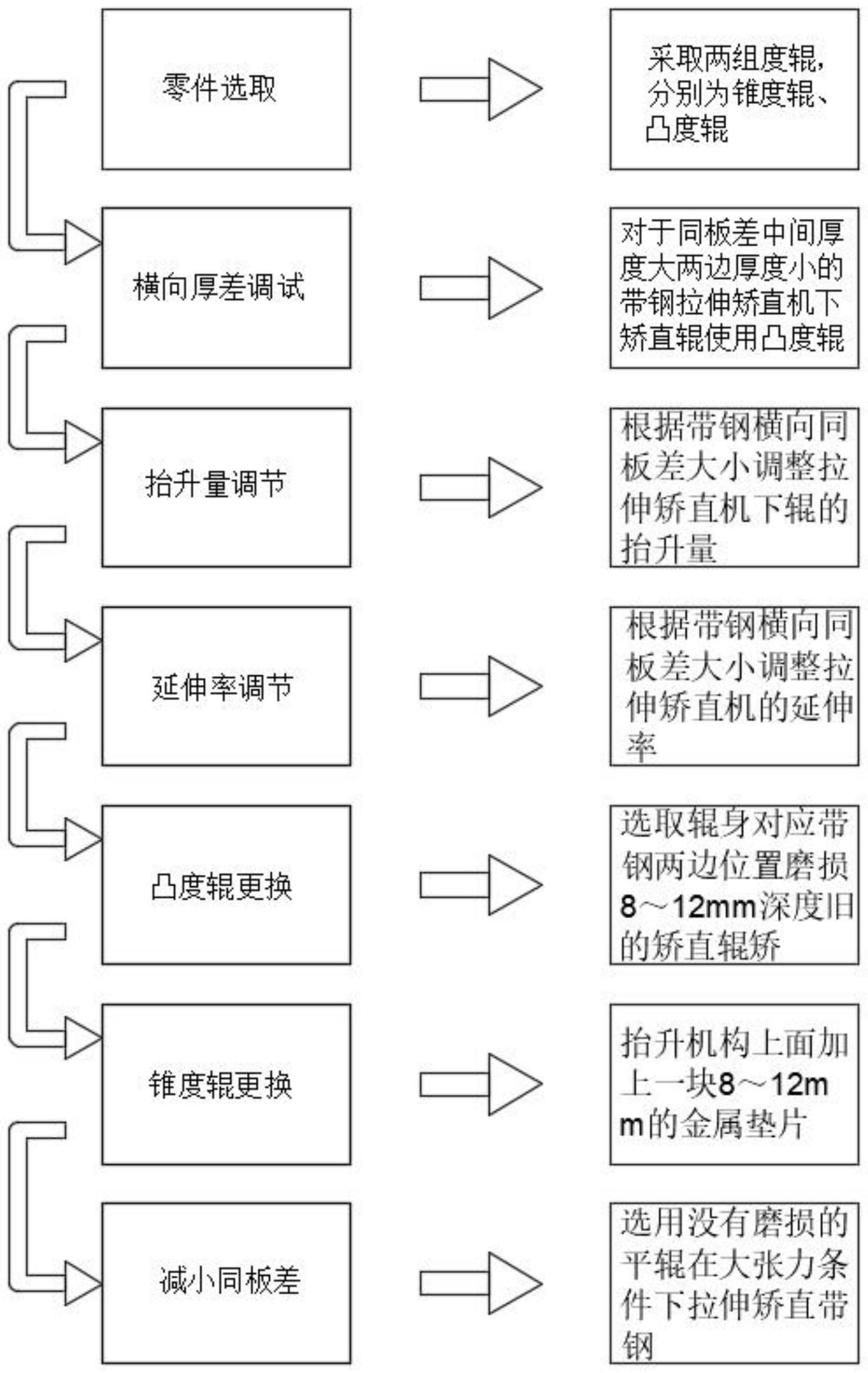
2、为实现上述目的,本发明提供如下技术方案:一种在酸机组减小热轧钢横向同板差的方法,包括步骤一,零件选取;步骤二,横向厚差调试;步骤三,抬升量调节:步骤四,延伸率调节;步骤五,凸度辊更换;六,锥度辊更换;七,减小同板差;
3、其中上述步骤一中,在本装置中采取两组度辊,分别为锥度辊、凸度辊,其中锥度辊,辊面为直线,辊身一端直径72mm,辊身另一端直径60mm,凸度辊,辊面为弧线,辊身中间直径72mm,辊身的两端直径60mm,通过严格控制锥度辊与凸度辊的选取规格可为后续科学推算装置运行数据提供了便利;
4、其中上述步骤二中,通过操作人员测量锥度辊与凸度辊的同板差,热轧带钢在钢卷准备切头打开后,再通过操作人员测量带钢宽度方向的同板差,其中锥度辊用于矫直楔形同板差时,对于同板差一边厚度大另一边厚度小的带钢,拉伸矫直机下矫直辊使用锥度辊,锥度辊直径大的一端朝向带钢厚度大的一边,直径小的一端对应带钢厚度小的一边。带钢通过拉伸矫直矫直机时,辊径大的一侧,带钢延伸量相对大,厚度就减少的多,辊径小的一侧,带钢延伸量相对小,厚度就减少的少,从而减少了带钢宽度方向一边厚度大另一边厚度小的横向同板差,用于凸度形同板差时,对于同板差中间厚度大两边厚度小的带钢,拉伸矫直机下矫直辊使用凸度辊,带钢通过拉伸矫直机时,带钢宽度方向中间的部位延伸量相对大,厚度就减少的多,带钢两边的部位延伸量相对小,厚度就减少的少,从而减少了带钢宽度方向中间厚度大两边厚度小的横向同板差;
5、其中上述步骤三中,根据带钢横向同板差大小调整拉伸矫直机下辊的抬升量,具体的实施数据为:
6、1、同板差大于0.01,小于0.015mm时,下矫直辊的抬升量10~12mm,
7、2、同板差大于0.015,小于0.02mm时,下矫直辊的抬升量12~14mm,
8、3、同板差大于0.02,小于0.025mm时,下矫直辊的抬升量14~16mm,
9、4、同板差大于0.025,小于0.03mm时,下矫直辊的抬升量16~18mm,5、同板差大于0.03,小于0.035mm时,下矫直辊的抬升量18~20mm,
10、6、同板差大于0.035,小于0.04mm时,下矫直辊的抬升量20~22mm;
11、其中上述步骤四中,根据带钢横向同板差大小调整拉伸矫直机的延伸率具体的实施数据为:
12、1、同板差大于0.01,小于0.015mm时,拉伸矫直机延伸率设置0.8%,
13、2、同板差大于0.015,小于0.02mm时,拉伸矫直机延伸率设置1.0%,
14、3、同板差大于0.02,小于0.025mm时,拉伸矫直机延伸率设置1.2%,
15、4、同板差大于0.025,小于0.03mm时,拉伸矫直机延伸率设置1.4%,5、同板差大于0.03,小于0.035mm时,拉伸矫直机延伸率设置1.6%,
16、6、同板差大于0.035,小于0.04mm时,拉伸矫直机延伸率设置1.8%;
17、其中上述步骤五中,由于拉伸矫直机大张力和带钢边部的切削效应,拉伸矫直辊的磨损特点是:辊身中段磨损很小,辊身两侧对应带钢边部的位置磨损很快,拉伸矫直机的报废辊都是由于矫直辊两侧对应带钢边部位置的磨损造成的,选取辊身对应带钢两边位置磨损8~12mm深度旧的矫直辊矫直宽度方向中间高两边低的横向同板差的带钢,带钢两边的厚度就相对减少的少,中间的厚度就相对减少的多,从而减少了带钢横向同板差,使得矫直辊的消耗降低了50%;
18、其中上述步骤六中,当热轧带钢宽度方向一边厚度大另一边厚度小时,将下矫直辊座抽出,在对应带钢厚度大的一侧的抬升机构上面加上一块8~12mm的金属垫片,然后将下矫直辊座送入拉伸矫直机,落到矫直辊的抬升机构上面,当带钢运行时,带钢厚度大的一边厚度减少的就多,厚度小的一边厚度就减少的少,从而减少了带钢横向同板差,为后续对热轧带钢进行精细加工提供了便利;
19、其中上述步骤七中,选用没有磨损的平辊在大张力条件下拉伸矫直带钢,带钢宽度方向厚度大的部位承受的张力相对大,延伸相对多,厚度小的部位承受的张力相对小,延伸相对小,从而减小带钢的横向厚差,使用平辊大延伸率方法,热轧带钢延伸率可降到0.016mm。
20、优选的,所述步骤五中通过使用锥度辊、凸度辊以及垫片的方法,热轧带钢横向同板差减小到0.012mm~0.09mm,减少了带钢横向同板差,通过使用磨损辊和平辊大延伸率的方法,热轧带钢横向同板差减小到0.012mm~0.016mm,为后续加工热轧带钢提供了高精度加工作业环境,通过使用磨损辊,矫直辊的消耗降低了50%,有效降低了矫直辊的消耗,延长了矫直辊的使用寿命。
21、优选的,所述步骤六利用拉伸矫直机的延伸作用,对热轧带钢进行非对称拉伸,从而减少热轧带钢的同板差,热轧带钢通过拉伸矫直机后,宽度没有变化,只有长度的延长及厚度的变小,带钢长度的增加量等于厚度的减小量:δl/l×100%=δh/h×100%=λ,根据这一公式,使带钢宽度方向厚度大的地方延伸多一些,带钢厚度小的地方延伸少一些,就可以减小带钢横向同板差。
22、与现有技术相比,本发明的有益效果是:
23、本发明一种在酸机组减小热轧钢横向同板差的方法,通过使用不同规格的锥度辊与凸度辊以及增加垫片的方法,可使得热轧带钢横向同板差减小到0.012mm~0.09mm,通过使用磨损辊和平辊大延伸率的方法,热轧带钢横向同板差减小到0.012mm~0.016mm,解决了不便于降低热轧带钢横向同板差到0.02mm以下的问题,便于为后续冷轧减小横向同板差创造有利条件,提高了后续对热轧带钢加工作业的精度,同时也提高了后续加工热轧带钢的质量,通过使用磨损辊,可使得矫直辊的消耗降低了50%,有效延长了矫直辊的使用寿命,降低了检测人员对矫直辊的检修频率。
技术特征:
1.一种在酸机组减小热轧钢横向同板差的方法,包括步骤一,零件选取;步骤二,横向厚差调试;步骤三,抬升量调节:步骤四,延伸率调节;步骤五,凸度辊更换;六,锥度辊更换;七,减小同板差;其特征在于:
2.根据权利要求1所述的一种在酸机组减小热轧钢横向同板差的方法,其特征在于:所述步骤五通过使用锥度辊、凸度辊以及垫片的方法,热轧带钢横向同板差减小到0.012mm~0.09mm,减少了带钢横向同板差,通过使用磨损辊和平辊大延伸率的方法,热轧带钢横向同板差减小到0.012mm~0.016mm,为后续加工热轧带钢提供了高精度加工作业环境,通过使用磨损辊,矫直辊的消耗降低了50%。
3.根据权利要求1所述的一种在酸机组减小热轧钢横向同板差的方法,其特征在于:所述步骤六利用拉伸矫直机的延伸作用,对热轧带钢进行非对称拉伸,从而减少热轧带钢的同板差,热轧带钢通过拉伸矫直机后,宽度没有变化,只有长度的延长及厚度的变小,带钢长度的增加量等于厚度的减小量,使得带钢宽度方向厚度大的地方延伸多一些,带钢厚度小的地方延伸少一些,就可以减小带钢横向同板差。
技术总结
本发明公开了一种在酸机组减小热轧钢横向同板差的方法,包括步骤一,零件选取;步骤二,横向厚差调试;步骤三,抬升量调节:步骤四,延伸率调节;步骤五,凸度辊更换;六,锥度辊更换;七,减小同板差。本发明通过使用不同规格的锥度辊与凸度辊以及增加垫片的方法,可使得热轧带钢横向同板差减小到0.012mm~0.09mm,通过使用磨损辊和平辊大延伸率的方法,热轧带钢横向同板差减小到0.012mm~0.016mm,解决了不便于降低热轧带钢横向同板差到0.02mm以下的问题,便于为后续冷轧减小横向同板差创造有利条件,提高了后续对热轧带钢加工作业的精度,通过使用磨损辊,可使得矫直辊的消耗降低了50%,有效延长了矫直辊的使用寿命。
技术研发人员:侯珍珠,王金鹏,马诗曾,张立明,门丹,刘万中,袁纯福,俞新宇
受保护的技术使用者:本钢板材股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!