一种重镍基合金N08825热连轧带钢生产工艺的制作方法
本发明属于重镍基合金n08825热连轧,特别涉及一种重镍基合金n08825热连轧带钢生产工艺。
背景技术:
1、n08825合金是以镍为基体的镍铬铁因康合金,是一种高温耐蚀合金,该合金对酸、碱溶液耐腐蚀性能强,特别是在氯离子溶液中有着比其他金属更强的抗应力腐蚀性,广泛应用于造船、压力容器、石油化工、热交换器等行业。
2、通过常规热连轧生产线,对n08825钢坯进行轧制,轧线保证批次稳定、成材率高的n08825带卷,往往轧线能耗高、生产效率低,甚至于现有技术在轧制n08825钢坯过程中存在以下问题:1)在利用精轧机组对钢带进行轧制过程中,轧辊上极易粘附有部分氧化皮或其他杂质,若不及时清理,则会对带钢表面造成缺陷或划痕等问题,影响带钢表面质量;2)现有的打磨装置在对轧辊打磨过程中造成碎屑的无规则飞溅,会飞在钢带表面进入下一道轧机组或飞入零部件之中,增加机械部件的磨损。
技术实现思路
1、本发明的目的是克服现有技术中不足,提供一种重镍基合金n08825热连轧带钢生产工艺,对n08825带卷进行热连轧,能够有效降低能耗,提高生产效率与带钢稳定性。
2、为了实现上述目的,本发明采用的技术方案是:
3、一种重镍基合金n08825热连轧带钢生产工艺,其工艺步骤如下:
4、1)加热:将钢坯送至加热炉中升温加热,加热步骤依次分为预热段、加热一段、加热二段、均热段,预热段温度控制在600℃-750℃,加热时间控制在60min-100min;加热一段温度控制在温度控制在1050℃-1150℃,加热时间控制在25min-45min;加热二段温度控制在1180℃-1230℃,加热时间控制在30min-50min;均热段温度控制在1200℃-1270℃,加热时间控制在30min-45min,总加热时间190min-235min。
5、2)除鳞:根据钢坯厚度利用高压水蒸气或高压水对钢坯表面进行除鳞;
6、3)粗轧:将加热完成后的钢坯通过保温传输通道传送至粗轧机,通过粗轧机对钢坯进行5道次轧制;一道次压下率为20%-25%;二道次压下率为27%-30%;三道次压下率为30%-35%;四道次压下率为23%-26%;五道次压下率为18%-22%;
7、4)热卷箱处理:粗轧后的钢带经过热卷箱进行换头操作,降低钢带首尾温差;
8、5)精轧:将钢带通过保温传送通道传送至精轧机,采用七道机架轧制,入口温度控制在970℃-1055℃,精轧结束温度>900℃;精轧机内轧辊两侧设有打磨装置对轧辊进行实时打磨,保证钢带平整;
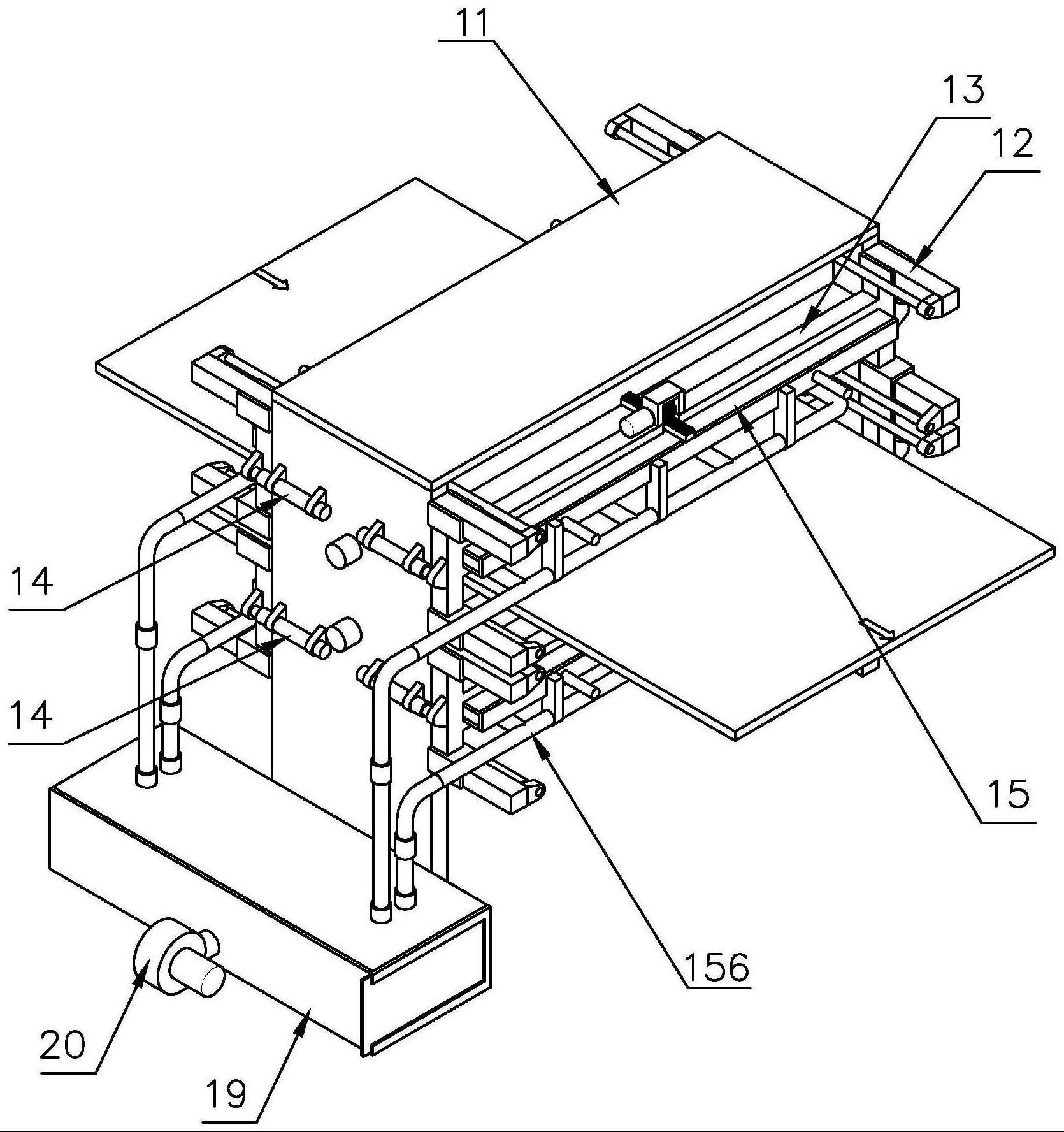
9、所述精轧机两端固定安装有支撑杆,支撑杆上活动安装有活动架,活动架两端固定连接液压伸缩杆ⅰ一端,液压伸缩杆ⅰ另一端固定安装在精轧机上,活动架上活动安装有伸缩保护罩,伸缩保护罩外侧设有齿条,齿条与电机ⅰ输出端所设齿轮啮合连接,电机ⅰ固定安装在活动架上,伸缩保护罩上下两端分别活动安装在导向杆上,导向杆两端固定安装在支撑杆上,同侧伸缩保护罩上方交错安装,底部活动安装有挡尘板,挡尘板一侧固定连接弹簧一端,弹簧另一端固定连接在伸缩保护罩上,挡尘板一侧伸缩保护罩上固定连通有收集管,收集管一端通过软管连通收集箱,收集箱一侧固定连通负压风机;
10、所述伸缩保护罩内活动安装有导向架,导向架一侧固定连接液压伸伸缩杆ⅱ一端,液压伸伸缩杆ⅱ另一端固定安装在伸缩保护罩上,两组对向设置的伸缩保护罩内导向架上分别设有精磨机构与连接杆,其中一组导向架前端固定安装有连接杆,连接杆上开设有滑槽,滑槽内活动安装有卡箍,卡箍一端固定安装在活动板上,活动板啮合活动安装在限位板上,活动板一侧固定连接液压伸缩杆ⅳ一端,液压伸缩杆ⅳ另一端固定安装在限位板上,限位板一侧固定连接液压伸缩杆ⅲ,液压伸缩杆ⅲ固定安装在导向架上,连接杆前端活动安装有花键轴,花键轴上活动安装有打磨辊,花键轴一侧设有调节齿轮,调节齿轮与锁紧杆啮合,锁紧杆一侧固定连接液压伸缩杆ⅴ一端,液压伸缩杆ⅴ另一端固定安装在连接杆上;
11、所述精磨机构包括导向齿条、活动套筒、电机ⅱ、支撑架、电机ⅲ、支撑辊、打磨带,导向齿条固定安装在导向架前端,导向齿条上活动安装有活动套筒,活动套筒下方固定安装有电机ⅱ,电机ⅱ输出端所设齿轮与导向齿条啮合连接活动套筒上固定安装有支撑架,支撑架两侧活动安装有支撑辊,支撑辊上绕设有打磨带,其中一组支撑辊转轴上所设链轮与电机ⅲ输出端所设链轮啮合连接,电机ⅲ固定安装在活动套筒上;
12、所述挡尘板一侧设有限位块,限位块固定安装在伸缩保护罩上,避免挡尘板翻转角度过大。
13、6)卷取:精轧后的带钢进入卷取机构中进行卷取操作;
14、7)开卷及焊接:对冷却后的带钢钢卷通过开卷机进行放卷并通过焊接机构将相邻两组进行焊接固定,便于钢板的整体酸洗;
15、8)退火:通过退火机构对带钢进行退火处理;
16、9)破鳞抛丸:通过抛丸机对退火后的带钢进行抛丸处理;
17、10)酸洗:通过酸洗机构对带钢进行酸洗去除氧化皮;酸洗工艺设有混酸一段,混酸二段;混酸一段hno3浓度为45-55g/l,hf浓度为6-10g/l,金属离子<40g/l,温度40-50℃;混酸二段hno3浓度为65-75g/l,hf浓度<3g/l,金属离子<35g/l,温度30-35℃;
18、11)清洗及烘干:通过清洗机构对酸洗后的铁镍基合金板进行清洗,然后通过烘干系统对铁镍基合金板进行烘干后再进行卷曲处理。
19、本发明与现有技术相比较有益效果表现在:
20、1)通过在精轧机轧辊两侧设置打磨装置,通过打磨辊对轧辊进行粗磨,将轧辊上黏附的较大颗粒打磨干净,随后通过精磨机构对轧辊进行精磨,保证轧辊表面的光滑;
21、2)打磨辊在打磨过程中通过活动架的整体移动,使打磨辊能够紧贴轧辊进行打磨,同时打磨辊活动安装在花键轴上能够发生整体的滑动但无法转动,通过液压伸缩杆ⅲ带动卡箍与打磨辊啮合,同时液压伸缩杆ⅳ的往复伸缩能够通过卡箍带动打磨辊沿花键轴往复运动,从而避免打磨辊局部磨损加大造成打磨不彻底;
22、3)在精磨机构中通过电机ⅱ带动活动套筒沿导向齿条往复移动,从而带动活动套筒上两组打磨带对打磨辊进行往复细致打磨,避免打磨辊上出现毛刺等划伤带钢。
23、4)在打磨过程中掉过的碎屑会被伸缩保护罩和活动板阻挡,随后负压风机会将掉落的碎屑沿伸缩保护罩一侧收集管通过软管泵入收集箱中,统一收集处理,能够避免碎屑飞溅进入机械结构内造成机械部件的磨损。
技术特征:
1.一种重镍基合金n08825热连轧带钢生产工艺,其工艺步骤如下:
2.根据权利要求1所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于所述预热段温度控制在600℃-750℃,加热时间控制在60min-100min;加热一段温度控制在温度控制在1050℃-1150℃,加热时间控制在25min-45min;加热二段温度控制在1180℃-1230℃,加热时间控制在30min-50min;均热段温度控制在1200℃-1270℃,加热时间控制在30min-45min,总加热时间190min-235min。
3.根据权利要求1所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于混酸一段hno3浓度为45-55g/l,hf浓度为6-10g/l,金属离子<40g/l,温度40-50℃;混酸二段hno3浓度为65-75g/l,hf浓度<3g/l,金属离子<35g/l,温度30-35℃。
4.根据权利要求1所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于所述精轧机两端固定安装有支撑杆,支撑杆上活动安装有活动架,活动架两端固定连接液压伸缩杆ⅰ一端,液压伸缩杆ⅰ另一端固定安装在精轧机上,活动架上活动安装有伸缩保护罩,伸缩保护罩外侧设有齿条,齿条与电机ⅰ输出端所设齿轮啮合连接,电机ⅰ固定安装在活动架上,伸缩保护罩上下两端分别活动安装在导向杆上,导向杆两端固定安装在支撑杆上,同侧伸缩保护罩上方交错安装,底部活动安装有挡尘板,挡尘板一侧固定连接弹簧一端,弹簧另一端固定连接在伸缩保护罩上,挡尘板一侧伸缩保护罩上固定连通有收集管,收集管一端通过软管连通收集箱,收集箱一侧固定连通负压风机。
5.根据权利要求4所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于所述伸缩保护罩内活动安装有导向架,导向架一侧固定连接液压伸伸缩杆ⅱ一端,液压伸伸缩杆ⅱ另一端固定安装在伸缩保护罩上,两组对向设置的伸缩保护罩内导向架上分别设有精磨机构与连接杆,其中一组导向架前端固定安装有连接杆,连接杆上开设有滑槽,滑槽内活动安装有卡箍,卡箍一端固定安装在活动板上,活动板啮合活动安装在限位板上,活动板一侧固定连接液压伸缩杆ⅳ一端,液压伸缩杆ⅳ另一端固定安装在限位板上,限位板一侧固定连接液压伸缩杆ⅲ,液压伸缩杆ⅲ固定安装在导向架上,连接杆前端活动安装有花键轴,花键轴上活动安装有打磨辊,花键轴一侧设有调节齿轮,调节齿轮与锁紧杆啮合,锁紧杆一侧固定连接液压伸缩杆ⅴ一端,液压伸缩杆ⅴ另一端固定安装在连接杆上。
6.根据权利要求4所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于所述挡尘板一侧设有限位块,限位块固定安装在伸缩保护罩上。
7.根据权利要求5所述的一种重镍基合金n08825热连轧带钢生产工艺,其特征在于所述精磨机构包括导向齿条、活动套筒、电机ⅱ、支撑架、电机ⅲ、支撑辊、打磨带,导向齿条固定安装在导向架前端,导向齿条上活动安装有活动套筒,活动套筒下方固定安装有电机ⅱ,电机ⅱ输出端所设齿轮与导向齿条啮合连接活动套筒上固定安装有支撑架,支撑架两侧活动安装有支撑辊,支撑辊上绕设有打磨带,其中一组支撑辊转轴上所设链轮与电机ⅲ输出端所设链轮啮合连接,电机ⅲ固定安装在活动套筒上。
技术总结
本发明公开了一种重镍基合金N08825热连轧带钢生产工艺,其工艺步骤如下:1)加热;2)除鳞;3)粗轧:将加热完成后的钢坯通过保温传输通道传送至粗轧机,通过粗轧机对钢坯进行5道次轧制;一道次压下率为20%‑25%;二道次压下率为27%‑30%;三道次压下率为30%‑35%;四道次压下率为23%‑26%;五道次压下率为18%‑22%;4)热卷箱处理;5)精轧;6)卷取;7)开卷及焊接;8)退火;9)破鳞抛丸;10)酸洗;11)清洗及烘干。本发明通过利用常规热连轧生产线对N08825带卷进行轧制,能够有效降低能搞,提高生产效率与带钢稳定性。
技术研发人员:周嘉晟,冯旺爵
受保护的技术使用者:山东盛阳金属科技股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!