一种曲线送料机及管材轧制系统和方法与流程
本发明涉及管材轧制,具体公开了一种曲线送料机及管材轧制系统和方法。
背景技术:
1、在冶金工艺中,为了将金属管坯截面加工成不同的形状,通常需要对管坯进行轧制成型。目前,对金属进行轧制的方式主要包括热轧和冷轧两种,其中,热轧是指将金属坯料加热至高温状态,然后通过辊轧机将其压制成所需的形状和尺寸。热轧板材具有较高的塑性和韧性,表面较粗糙,但强度和硬度较低,常用于制造大型构件和薄壁管材。冷轧是指将金属坯料在室温下经过多次辊轧,以达到所需的尺寸和形状。冷轧板材表面平整光滑,厚度均匀,硬度和强度高,但塑性和韧性较低,适用于制造精密零部件和外观要求高的产品。
2、实现轧制过程的主要设备是轧机,目前市面上常见的轧机种类主要包括普通轧机、行星轧机和万能轧机,其中,行星轧机结构简单、紧凑,具有高效、压下量大、延伸率大的,操作简便,耗电、耗水少和节能等优点,其适合轧制难变形的合金钢材。但在行星轧机中,行星辊在轧制时无咬入能力,管坯使用送料机推力送入,所以行星轧机机组还包括送料机。
3、管材行星轧制是一种采用单道次大变形率的高效轧制方法,在对管材轧制过程中使用的轧机主要是三辊行星轧机和四辊行星轧机。使用行星轧机对管材进行轧制时需要先使用送料机将管坯送进,且主要采用从管坯后面端部推进或者夹持管坯外表面送进。上述两种送进方式在轧制时管坯都是随着轧制过程被动旋转,管坯自身不会主动旋转。由于轧制时对管坯的支撑必不可少,因此行星轧机机组还设有支撑机构,但管坯随着轧制过程被动旋转时,支撑机构对管坯产生的摩擦力对于轧制过程来说是一种不必要的阻力,这些阻力增加了轧机负荷,对轧制的生产效率、产品质量存在不利影响。
技术实现思路
1、本发明的目的是提出一种曲线送料机,其结构简单,可带动管坯直线前进的同时使管坯周向旋转,有利于减轻轧机负荷。
2、实现本发明目的所采用的技术方案是:一种曲线送料机,包括机座和开设在机座侧面的安装槽,安装槽内设有用于送进管坯的第一送进辊和位于第一送进辊下方的第二送进辊;第一送进辊和第二送进辊中轴线均关于管坯中轴线倾斜设置。
3、进一步地,第一送进辊和第二送进辊中轴线与管坯中轴线的夹角α均为25°-85°。
4、进一步地,第一送进辊和第二送进辊分别设置在管坯两侧,且第一送进辊和第二送进辊中轴线的倾斜方向关于管坯中轴线对称。
5、进一步地,第一送进辊的一端还设有与第一送进辊同轴直联的第一减速电机,第二送进辊的一端还设有与第二送进辊同轴直联的第二减速电机;安装槽内还设有分别用于固定第一送进辊和第二送进辊的第一轴座和第二轴座。
6、进一步地,还包括固定在机座顶部的压紧装置,压紧装置包括液压缸,液压缸输出端贯穿安装槽上方的机座并与安装槽内的第一轴座固定连接。
7、本发明的另一目的是提出一种管材轧制系统,其易于搭建,适用性好,可大大提高轧制生产效率和产品质量。
8、实现本发明另一目的所采用的技术方案是:一种管材轧制系统,沿着加工方向依次设有支撑装置和行星轧机;还包括曲线送料机,且曲线送料机位于支撑装置和行星轧机之间。
9、进一步地,还包括控制模块,且支撑装置、行星轧机和曲线送料机均与控制模块相连。
10、本发明的再一目的是提出一种管材轧制方法,其易于实现,主动克服了轧制时管坯支撑机构对管坯前进和旋转的摩擦阻力,提高了轧制生产效率和产品质量。
11、实现本发明再一目的所采用的技术方案是:一种管材轧制方法,具体包括以下步骤:
12、步骤s1,沿着加工方向依次设置支撑装置、曲线送料机和行星轧机,并将支撑装置、曲线送料机和行星轧机均与控制模块相连;
13、步骤s2,将管坯置于支撑装置上,并将管坯头部送入曲线送料机;
14、步骤s3,将管坯压在第一送进辊和第二送进辊之间,启动曲线送料机,驱动第一减速电机和第二减速电机,带动管坯直线前进并同时沿周向旋转,并沿加工方向送入轧机;
15、步骤s4,通过控制模块控制行星轧机的轧制速度和曲线送料机的送进速度,使轧制产生的前进速度与旋转速度保持一致。
16、本发明的原理在于:
17、(一)曲线送料机的原理
18、本发明中的曲线送料机第一送进辊和第二送进辊的辊身工作面母线采用双曲线或复合曲线。第一送进辊和第二送进辊形成上下对辊,轴线空间交错布置,且均与管坯中心线成一定角度。工作时通过压紧装置将管坯夹持在送进辊的曲面上,管坯处于两辊中间并保持与两曲面紧密接触。当第一减速电机和第二减速电机驱动第一送进辊和第二送进辊旋转时,两辊曲面通过摩擦力带动管坯前进,由于第一送进辊和第二送进辊的辊轴线与管坯轴线成一定的角度,因此,第一送进辊和第二送进辊带动管坯直线前进的同时还使管坯周向旋转。
19、(二)管材轧制系统的原理
20、本发明在对曲线送料机改进的基础上,将曲线送料机应用于管材轧制系统中。使用本发明的系统工作时,通过控制模块调整行星轧机主辅驱动电机的转速,使轧管保持直线运动而不旋转,此时管坯在轧机的带动下直线前进的同时周向旋转,曲线送料机以管坯直线前进和旋转的速度配合转动。
21、(三)管材轧制方法的原理
22、本发明的方法是基于上述系统的具体操作方法,采用本发明的方法进行系统搭建和管材轧制。在实际轧制时,先确定曲线送进辊的轴线与轧制中心线的角度,使送进辊直线运动速度和周向旋转转速比率与轧制时管坯的理论直线前进速度和周向旋转比率相同。通过系统的控制模块控制和调整行星轧机主驱动电机转速和曲线送料机电机的转速,使曲线送料机主动带动管坯克服管坯支撑装置的摩擦力,并保持与轧机轧制时管坯的理论前进速度和旋转速度一致,这样就减轻了轧制时轧机的负荷,有利于提高轧制的速度和轧管的质量。
23、本发明的有益效果在于:本发明主动克服了轧制时管坯支撑机构对管坯前进和旋转的摩擦阻力,改善了轧制时轧机和管坯受力状态,有利于减轻轧机负荷,提高轧制生产效率和产品质量。
技术特征:
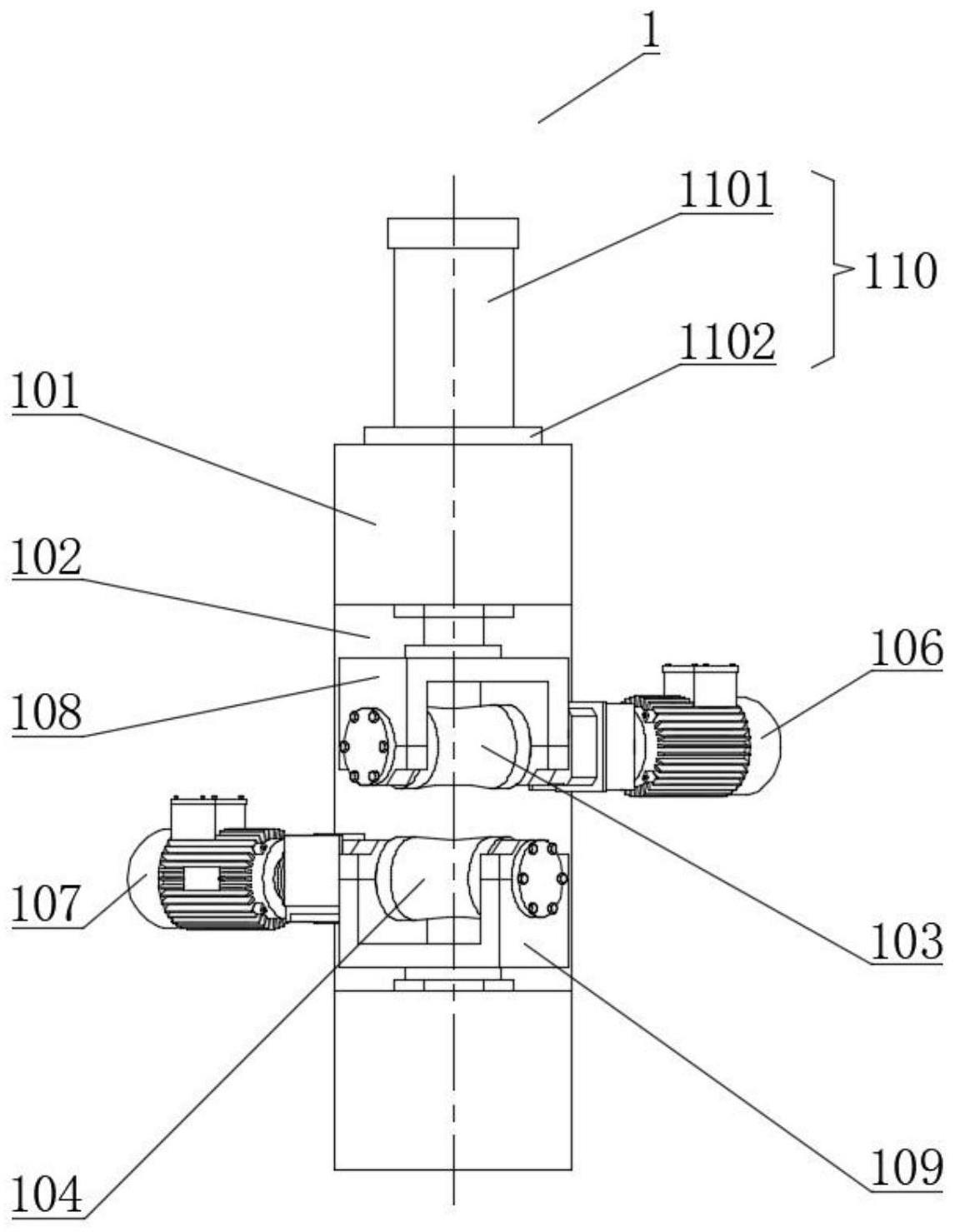
1.一种曲线送料机,其特征在于,包括机座(101)和开设在机座(101)侧面的安装槽(102),安装槽(102)内设有用于送进管坯(105)的第一送进辊(103)和位于第一送进辊(103)下方的第二送进辊(104);第一送进辊(103)和第二送进辊(104)中轴线均关于管坯(105)中轴线倾斜设置。
2.根据权利要求1所述的曲线送料机,其特征在于,第一送进辊(103)和第二送进辊(104)中轴线与管坯(105)中轴线的夹角α均为25°-85°。
3.根据权利要求1或2所述的曲线送料机,其特征在于,第一送进辊(103)和第二送进辊(104)分别设置在管坯(105)两侧,且第一送进辊(103)和第二送进辊(104)中轴线的倾斜方向关于管坯(105)中轴线对称。
4.根据权利要求1或2所述的曲线送料机,其特征在于,第一送进辊(103)的一端还设有与第一送进辊(103)同轴直联的第一减速电机(106),第二送进辊(104)的一端还设有与第二送进辊(104)同轴直联的第二减速电机(107);安装槽(102)内还设有分别用于固定第一送进辊(103)和第二送进辊(104)的第一轴座(108)和第二轴座(109)。
5.根据权利要求3所述的曲线送料机,其特征在于,第一送进辊(103)的一端还设有与第一送进辊(103)同轴直联的第一减速电机(106),第二送进辊(104)的一端还设有与第二送进辊(104)同轴直联的第二减速电机(107);安装槽(102)内还设有分别用于固定第一送进辊(103)和第二送进辊(104)的第一轴座(108)和第二轴座(109)。
6.根据权利要求1、2或5所述的曲线送料机,其特征在于,还包括固定在机座(101)顶部的压紧装置(110),压紧装置(110)包括液压缸(1101),液压缸(1101)输出端贯穿安装槽(102)上方的机座(101)并与安装槽(102)内的第一轴座(108)固定连接。
7.一种管材轧制系统,其特征在于,沿着加工方向依次设有支撑装置(2)和行星轧机(3);还包括权利要求1至6中任一权利要求所述的曲线送料机(1),且曲线送料机(1)位于支撑装置(2)和行星轧机(3)之间。
8.根据权利要求7所述的管材轧制系统,其特征在于,还包括控制模块(4),且支撑装置(2)、行星轧机(3)和曲线送料机(1)均与控制模块(4)相连。
9.一种基于权利要求7至8任一项所述系统的管材轧制方法,其特征在于,具体包括以下步骤:
技术总结
本发明属于管材轧制技术领域,公开了一种曲线送料机,其包括机座和安装槽,安装槽内设有第一送进辊和第二送进辊;第一送进辊和第二送进辊中轴线均关于管坯中轴线倾斜设置。上述装置可带动管坯直线前进的同时使管坯周向旋转,有利于减轻轧机负荷。还公开了一种管材轧制系统,其沿着加工方向依次设有支撑装置和行星轧机;还包括曲线送料机,且曲线送料机位于支撑装置和行星轧机之间。上述系统易于搭建,适用性好,可大大提高轧制生产效率和产品质量。本发明还公开基于上述系统的轧制方法,其主动克服了轧制时管坯支撑机构对管坯前进和旋转的摩擦阻力,改善了轧制时轧机和管坯受力状态,有利于减轻轧机负荷,提高轧制生产效率和产品质量。
技术研发人员:张习刚,程大勇,陈会国,禹现勇,张承军,施刚成,吴晓,曾庆喜
受保护的技术使用者:金龙精密铜管集团股份有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!