锅边的成型工艺的制作方法
本发明涉及烹饪器具加工,特别涉及一种锅边的成型工艺。
背景技术:
1、现有的复合型锅具的包边结构包括三层结构,包边结构一般将一层不锈钢层的端部以及对应的铝层位置的部分或者全部铝层切割掉,随后将未被切割的不锈钢层进行弯折和包覆切口形成。但这种包边结构在包边位置始终会形成间隙以及凸起,形成的凸起影响美观,容易藏污,而且水分容易渗入间隙,导致包边结构在包边位置的铝层会逐渐氧化、生锈,形成鼓包。
技术实现思路
1、本发明的主要目的是提供一种锅边的成型工艺,旨在通过对锅边的第一层和第三层进行双边靠中卷绕形成包边结构,提升锅边的密封性和防水性,从而让锅具更耐用。
2、为实现上述目的,本发明提出的一种锅边的成型工艺。
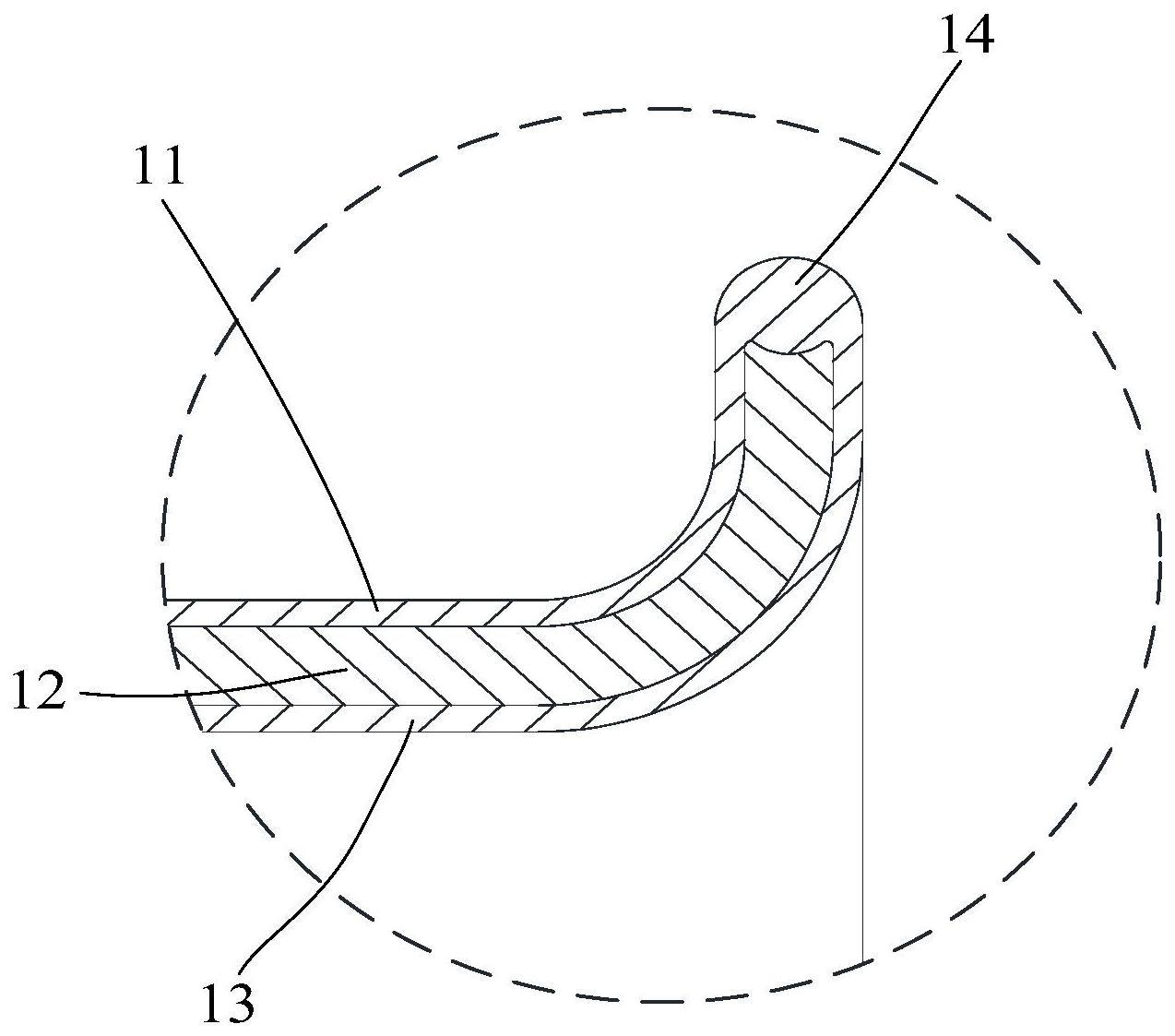
3、所述锅边包括由上而下依次层叠设置的第一层、第二层及第三层,其中所述第二层的数量为至少一个或多个;所述锅边的成型工艺步骤包括:
4、在所述第二层切削预设形状的凹槽;
5、将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构。
6、在一实施例中,在所述第二层切削预设形状的凹槽的步骤和将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
7、将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度。
8、在一实施例中,将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤和将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
9、将第一成型模具条粘接在所述第一层面向所述凹槽的一侧,将第二成型模具条粘接在所述第三层面向所述凹槽的一侧,且所述第一成型模具条邻近所述第一层端部,所述第二成型模具条邻近所述第三层端部。
10、在一实施例中,将第一成型模具条粘接在所述第一层面向所述凹槽的一侧,将第二成型模具条粘接在所述第三层面向所述凹槽的一侧,且所述第一成型模具条邻近所述第一层端部,所述第二成型模具条邻近所述第三层端部的步骤和将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
11、对所述第一层和所述第三层背向所述凹槽的一侧进行冷却降温。
12、在一实施例中,在所述第二层切削预设形状的凹槽的步骤之前还包括:
13、去除所述第一层、所述第二层及所述第三层的表面毛刺。
14、在一实施例中,在所述第二层切削预设形状的凹槽的步骤和将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤之间还包括:
15、在所述凹槽的槽壁涂覆润滑油。
16、在一实施例中,在所述凹槽的槽壁涂覆润滑油的步骤和将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤之间还包括:
17、在所述第一层邻近所述凹槽的端面和所述第三层邻近所述凹槽的端面涂覆耐高温粘胶,以使所述第一层邻近所述凹槽的端面和所述第三层邻近所述凹槽的端面与所述凹槽的槽壁粘接。
18、在一实施例中,去除所述第一层、所述第二层及所述第三层的表面毛刺的步骤和在所述第二层切削预设形状的凹槽的步骤之间还包括:
19、在所述第一层背向所述凹槽的一侧切削多个第一缺口,多个所述第一缺口呈间隔设置;每一所述第一缺口的深度小于所述第一层的厚度;在所述第三层背向所述凹槽的一侧切削多个第二缺口,多个所述第二缺口呈间隔设置;每一所述第二缺口的深度小于所述第三层的厚度。
20、本发明技术方案的锅边的成型工艺步骤包括:在所述第二层切削预设形状的凹槽;将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构;锅边通过上述的加工工序形成包边结构,如此,相互抵接后形成的包边结构紧密封闭,没有形成间隙,且包边结构被凹槽的槽壁包裹,避免外界的水分和灰尘进入包边结构,进而提升锅边的密封性和防水性,从而让锅具更耐用。
技术特征:
1.一种锅边的成型工艺,其特征在于,所述锅边包括由上而下依次层叠设置的第一层、第二层及第三层,其中所述第二层的数量为至少一个或多个;所述锅边的成型工艺步骤包括:
2.如权利要求1所述的锅边的成型工艺,其特征在于,s10在所述第二层切削预设形状的凹槽的步骤和s20将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
3.如权利要求2所述的锅边的成型工艺,其特征在于,s30将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤和s20将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
4.如权利要求3所述的锅边的成型工艺,其特征在于,s40将第一成型模具条粘接在所述第一层面向所述凹槽的一侧,将第二成型模具条粘接在所述第三层面向所述凹槽的一侧,且所述第一成型模具条邻近所述第一层端部,所述第二成型模具条邻近所述第三层端部的步骤和s20将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构的步骤之间还包括:
5.如权利要求2所述的锅边的成型工艺,其特征在于,s10在所述第二层切削预设形状的凹槽的步骤之前还包括:
6.如权利要求2所述的锅边的成型工艺,其特征在于,s10在所述第二层切削预设形状的凹槽的步骤和s30将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤之间还包括:
7.如权利要求6所述的锅边的成型工艺,其特征在于,s70在所述凹槽的槽壁涂覆润滑油的步骤和s30将所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端往靠近所述凹槽的方向卷压第一预设角度的步骤之间还包括:
8.如权利要求5所述的锅边的成型工艺,其特征在于,s60去除所述第一层、所述第二层及所述第三层的表面毛刺的步骤和s10在所述第二层切削预设形状的凹槽的步骤之间还包括:
技术总结
本发明公开一种锅边的成型工艺,其中,锅边的成型工艺步骤包括:在所述第二层切削预设形状的凹槽;将所述第一层和所述第三层分别往靠近所述凹槽的方向卷压,直至所述第一层邻近所述凹槽的一端和所述第三层邻近所述凹槽的一端均容纳于所述凹槽,以使所述第一层卷压进入所述凹槽形成第一包边部,所述第三层卷压进入所述凹槽形成第二包边部,所述第一包边部和所述第二包边部抵接形成包边结构;锅边通过上述的加工工序形成包边结构,如此,相互抵接后形成的包边结构紧密封闭,没有形成间隙,且包边结构被凹槽的槽壁包裹,避免外界的水分和灰尘进入包边结构,进而提升锅边的密封性和防水性,从而让锅具更耐用。
技术研发人员:李耀如
受保护的技术使用者:新会日兴不锈钢制品有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!