一种适用于倾斜结构件的电弧增材方法
本发明属于增材领域,具体涉及一种适用于倾斜结构件的电弧增材方法。
背景技术:
1、电弧增材制造技术是一种利用逐层熔覆原理,采用电弧作为热源,根据预先设定好的轨迹程序,通过自动填覆丝材,而使金属构件高效成形的增材制造加工方法。用该方法成形的金属构件具有成型件尺寸局限性小、制造成本低、设备简单、材料利用率和堆积效率高等优势,成为大型金属构件高质量快速成形的制造方法之一。适用于钢、铝、镁、铜、钛和镍基合金等金属结构件的增材制造。
2、由于电弧增材是基于丝材熔化的,增材过程中无支撑结构,在增材倾斜结构件是一般采用以下两种方法:1、使增材样件安装在变位机上,通过变位机变化位置实现增材样件垂直向上生长;2、直接通过焊枪的偏移实现倾斜结构增材。方法1虽然能够成形较为复杂的电弧增材样件,但是增材大尺寸样件时,需要的变位机较大,增加设备成本,同时增材过程中产生较大的应力,容易损坏变位机。方法2能够实现一定角度的增材制造,但是当角度过大时、或者使用流动性强的材料时,容易出现流淌、塌陷等缺陷。
技术实现思路
1、本发明的目的在于提供一种适用于倾斜结构件的电弧增材方法。
2、实现本发明目的的技术解决方案为:一种适用于倾斜结构件的电弧增材方法,其特征在于,包括如下步骤:
3、步骤(1):采用电弧增材在基板上堆积第一层堆积层;
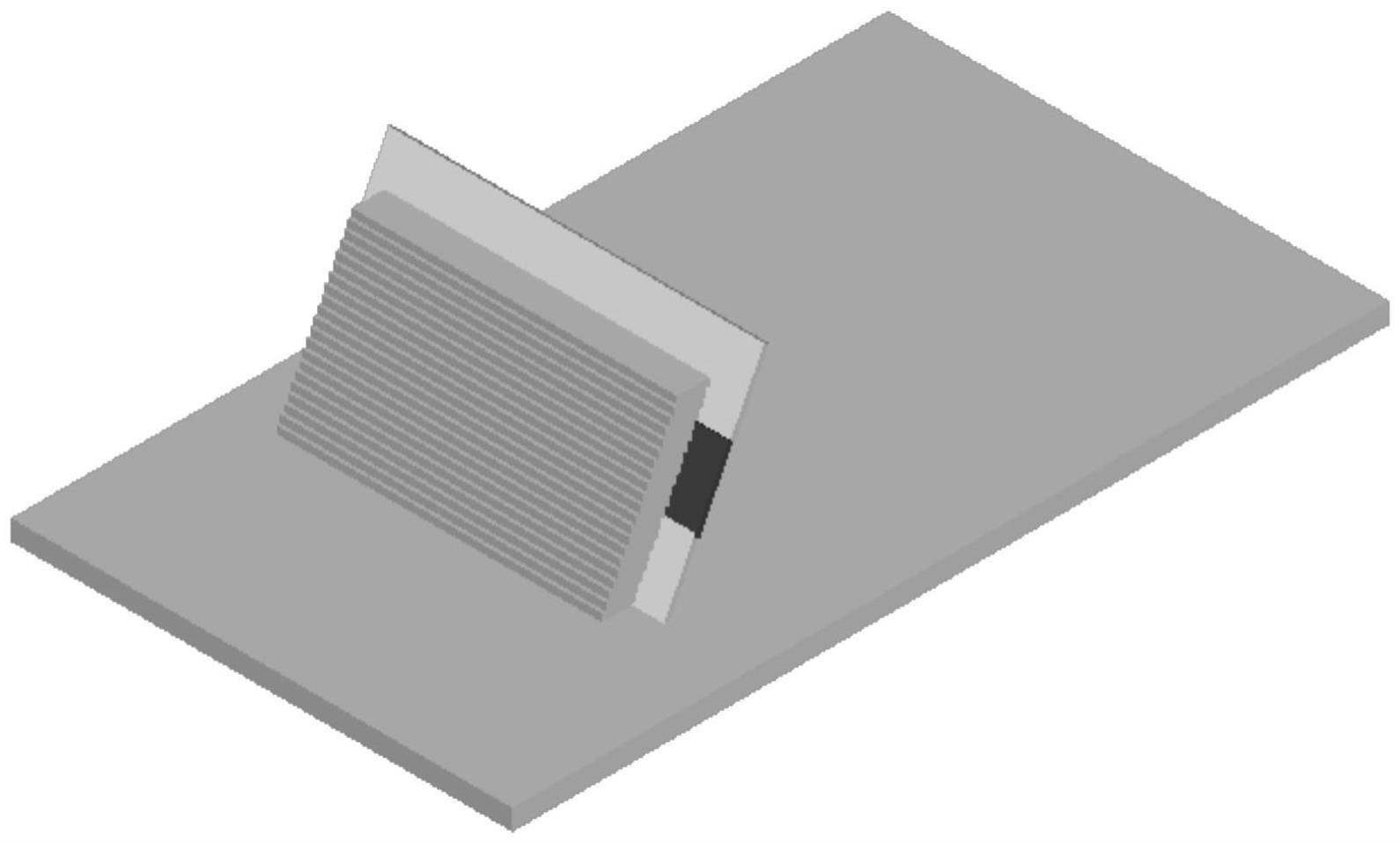
4、步骤(2):沿倾斜结构件与基板呈锐角β的一侧设置支撑辅助件,使得支撑辅助件的支撑面与倾斜结构件的待堆积层贴合;
5、步骤(3):焊枪移动至第n层堆积层堆积路径的熄弧端处、初始n=1,升高一个层高hβ,焊枪沿垂直堆积路径方向向倾斜侧偏移dmm,完成第n+1层的堆积;偏移量d通过d=hβ/tanβ计算确定;
6、步骤(4):重复步骤(3),完成多层堆积成形,直至满足构件所需成形尺寸。
7、进一步的,电弧增材时层间冷却时间为1-5min。
8、进一步的,所述倾斜结构件为单道直壁倾斜结构件或环形直壁倾斜结构件;
9、单道直壁倾斜结构件和基板为一体件。
10、进一步的,环形直壁倾斜结构件呈类倒锥形时,和基板为一体件;
11、环形直壁倾斜结构件呈类锥形时,在基板上成型倒置的类锥形环形直壁倾斜结构件,然后将类锥形环形直壁倾斜结构件与基板分离后,将环形直壁倾斜结构件按所需形状固定在所需位置。
12、进一步的,成型的倾斜结构件为环形直壁倾斜结构件是,采用的支撑辅助件为由多个弧形件组成的环形件。
13、进一步的,层高hβ为3-5mm。
14、进一步的,支撑辅助件的支撑面由带有冷却通道的陶瓷板和铜板形成。
15、进一步的,支撑面与堆积层相接触的一面涂覆有热障涂层。
16、进一步的,电弧增材热源是熔化极热源或者非熔化极热源。
17、一种具有倾斜结构件的零件,所述倾斜结构件采用上述的方法制备。
18、本发明与现有技术相比,其显著优点在于:
19、本发明创造性的加入支撑辅助件支撑进行各种合金斜壁增材,克服了传统增材斜壁结构件设备成本高,系统复杂,堆积件成形精度低等问题,可以取代以变位机调控基板的方式来完成倾斜薄壁结构件的增材。
20、本发明通过引入带有冷却通道的支撑辅助件进行支撑辅助增材,熔化的丝材在支撑件的作用下完成结构件的增材成形,限制沉积层的凝固空间,有效克服了第二层及后续层堆积时由于横向偏移量过大而引起的熔池流淌问题;此外,支撑辅助件上带有的冷却通道,有利于沉积层的散热,可进一步加快增材沉积层的凝固速率,一定程度上减少层间冷却时间,进而提高增材效率。
21、该发明可实现各种合金倾斜薄壁结构件的高质量成形,用途广泛。
技术特征:
1.一种适用于倾斜结构件的电弧增材方法,其特征在于,包括如下步骤:
2.根据权利要求1所述的电弧增材方法,其特征在于,电弧增材时层间冷却时间为1-5min。
3.根据权利要求2所述的电弧增材方法,其特征在于,所述倾斜结构件为单道直壁倾斜结构件或环形直壁倾斜结构件;
4.根据权利要求3所述的电弧增材方法,其特征在于,环形直壁倾斜结构件呈类倒锥形时,和基板为一体件;
5.根据权利要求4所述的电弧增材方法,其特征在于,成型的倾斜结构件为环形直壁倾斜结构件是,采用的支撑辅助件为由多个弧形件组成的环形件。
6.根据权利要求5所述的电弧增材方法,其特征在于,层高hβ为3-5mm。
7.根据权利要求6所述的电弧增材方法,其特征在于,支撑辅助件的支撑面由带有冷却通道的陶瓷板和铜板形成。
8.根据权利要求7所述的电弧增材方法,其特征在于,支撑面与堆积层相接触的一面涂覆有热障涂层。
9.根据权利要求8所述的电弧增材方法,其特征在于,电弧增材热源是熔化极热源或者非熔化极热源。
10.一种具有倾斜结构件的零件,其特征在于,所述倾斜结构件采用权利要求1-9任一项所述的方法制备。
技术总结
本发明属于增材领域,具体涉及一种适用于倾斜结构件的电弧增材方法。包括如下步骤:(1)采用电弧增材在基板上堆积第一层堆积层;(2)沿倾斜结构件与基板呈锐角β的一侧设置支撑辅助件,使得支撑辅助件的支撑面与倾斜结构件的待堆积层贴合;(3)焊枪移动至第N层堆积层堆积路径的熄弧端处、初始N=1,升高一个层高h<subgt;β</subgt;,焊枪沿垂直堆积路径方向向倾斜侧偏移dmm,完成第N+1层的堆积;偏移量d通过d=h<subgt;β</subgt;/tanβ计算确定;(4)重复步骤(3),完成多层堆积成形,直至满足构件所需成形尺寸。本发明通过添加支撑辅助件,有效避免由于偏移量过大而引起的熔池流淌问题,对于大小型斜壁结构件加工可实现高质量成形。
技术研发人员:范霁康,李杰,高鹏飞,张建,杨东青,彭勇,王克鸿
受保护的技术使用者:南京理工大学
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!