一种镍基合金焊丝及其制备方法与流程
本发明属于焊丝生产,具体是一种镍基合金焊丝及其制备方法。
背景技术:
1、焊丝是作为填充金属或同时作为导电用的金属丝焊接材料,在气焊和钨极气体保护电弧焊时,焊丝用作填充金属;在埋弧焊、电渣焊和其他熔化极气体保护电弧焊时,焊丝既是填充金属,同时焊丝也是导电电极。
2、镍基合金是指在650~1000℃高温下有较高的强度与一定的抗氧化腐蚀能力等综合性能的一类合金。按照主要性能又细分为镍基耐热合金,镍基耐蚀合金,镍基耐磨合金,镍基精密合金与镍基形状记忆合金等。
3、镍基合金焊丝具有耐活泼性气体,耐苛性介质,耐还原性酸介质腐蚀的良好性能,又具有强度高,塑性好,可冷热变形和加工成型及可焊接的特点。
4、现有的镍基合金焊丝的制备方法通常都是将原料投入真空感应炉中进行熔炼,浇注成钢锭,然后通过热锻开坯、热轧退火、酸洗、修磨、一道拉制、氢退、二道拉制和绕盘,得到的镍基合金焊丝,但是该镍基合金焊丝在焊接过程中容易出现产生热裂纹的情况,从而降低了该镍基合金焊丝的使用寿命,无法满足人们的需求。
5、为此,我们提出一种镍基合金焊丝及其制备方法。
技术实现思路
1、本发明的目的在于克服现有技术的缺陷,提供一种镍基合金焊丝及其制备方法。
2、为实现上述目的,本发明采用了如下技术方案:
3、一种镍基合金焊丝,该焊丝为镍基合金丝材,按照质量百分数,该焊丝的化学成分如下:ni:40.00~65.00%、cr:20.00~35.00%、c:0.01~0.80%、mn:1.00~2.00%、al:0.02~0.10%、si:0.10~2.00%、p:0.01~1.00%、s:0.01~1.00%、co:0.01~0.15%、mo:0.01~0.50%、re:0.01~0.50%、ti:0.01~0.50%、w:≤0.05%,其余为fe和不可避免的杂质;所述焊丝的直径尺寸设置为1-3mm,所述焊丝的长度尺寸设置为300-400mm,所述焊丝设置为圆柱形丝材。
4、进一步的,该焊丝的化学成分如下:ni:45.00%、cr:25.00%、c:0.40%、mn:1.30%、al:0.08%、si:0.90%、p:0.85%、s:0.76%、co:0.11%、mo:0.25%、re:0.35%、ti:0.11%、w:0.03%,其余为fe和不可避免的杂质,所述焊丝的直径尺寸设置为2mm,所述焊丝的长度尺寸设置为350mm,所述焊丝设置为圆柱形丝材。
5、进一步的,一种镍基合金焊丝的制备方法,包括以下具体步骤:
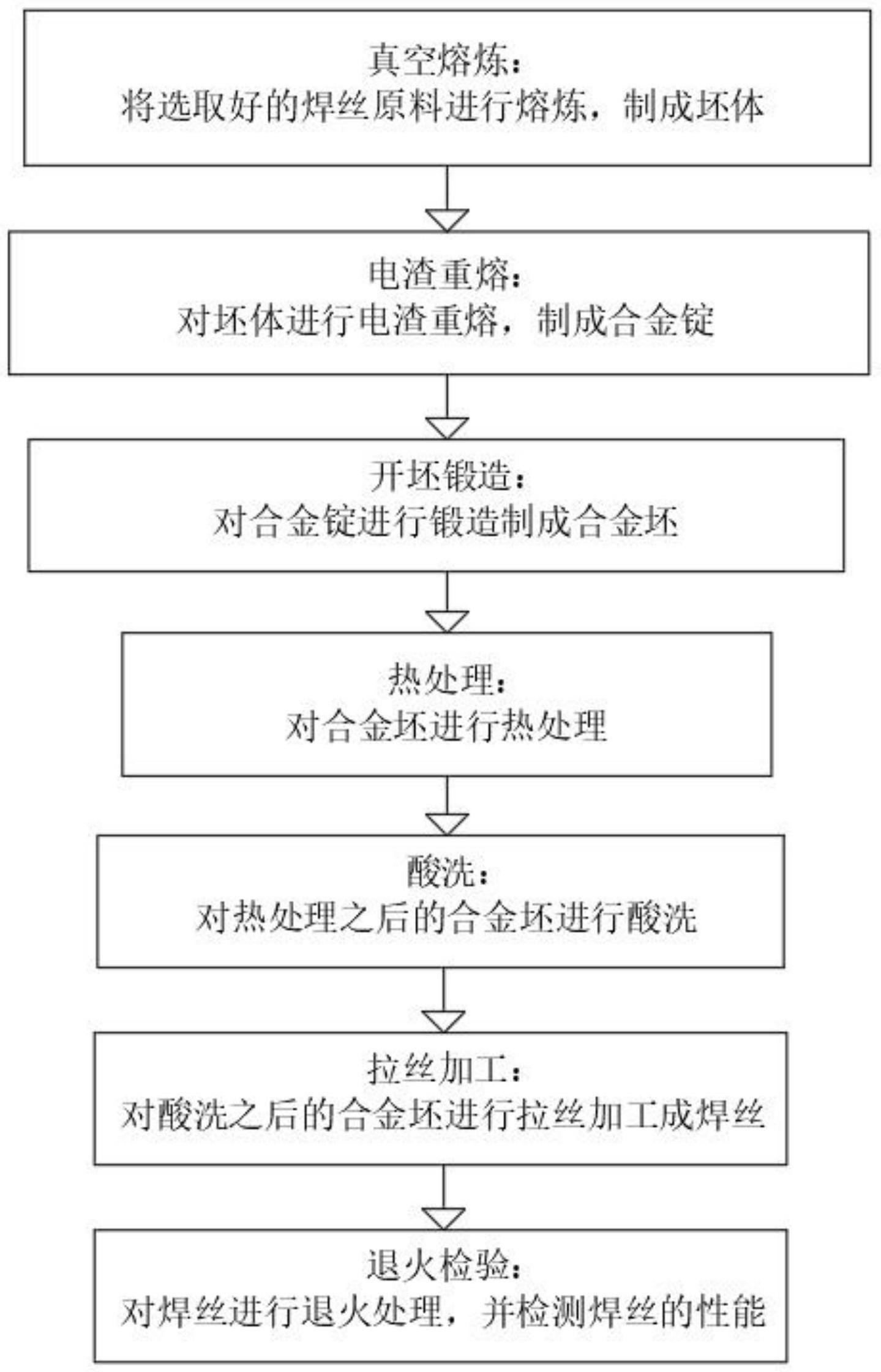
6、s1、真空熔炼:
7、将选取好的焊丝原料进行熔炼,制成坯体;
8、s2、电渣重熔:
9、对坯体进行电渣重熔,制成合金锭;
10、s3、开坯锻造:
11、对合金锭进行锻造制成合金坯;
12、s4、热处理:
13、对合金坯进行热处理;
14、s5、酸洗:
15、对热处理之后的合金坯进行酸洗;
16、s6、拉丝加工:
17、对酸洗之后的合金坯进行拉丝加工成圆柱形焊丝;
18、s7、退火检验:
19、对焊丝进行退火处理,并检测焊丝的性能。
20、进一步的,所述步骤s1真空熔炼工序中,采用真空熔炼炉对焊丝中原材料进行熔炼,采用高真空度0.3-0.6pa、低功率60-100kw熔化,所述真空熔炼炉熔炼的温度控制为1560~1670℃,熔炼时间70-85min,熔炼出钢温度为1450-1500℃,出钢前向钢液中按总加入量的0.1%加入金属铈,并加入nimg250g终脱氧。
21、进一步的,所述步骤s2电渣重熔工序中,采用φ120mm结晶器、电渣锭重量50kg、φ60mm的坯体、填充比为0.40,所述电渣重熔过程中的温度控制为1700~1850℃,熔炼时间85-115min。
22、进一步的,所述步骤s3开坯锻造工序中,对步骤s2中的合金锭进行加热,所述开坯锻造的温度控制为1240~1300℃,保温时间为1.5~2h,锻造成合金坯,并采用空冷至室温。
23、进一步的,所述步骤s4热处理工序中,对步骤s3中的合金坯进行热处理,所述热处理的温度控制为900~1100℃,保温时间为50-90min。
24、进一步的,所述步骤s5酸洗工序中,将步骤s5中合金坯的表面氧化层去掉,可用浓硝酸和氢氟酸,配置成酸液,把合金丝投入酸 槽内腐蚀,当氧化皮完全脱落后捞出冲洗。
25、进一步的,所述步骤s6拉丝加工工序中拉拔模具的工作角随着焊丝拉拔前后的尺寸决定,所述工作角的计算公式为:2α=(d0-d1)/d0*180/3.14*4,其中d0是进线尺寸,d1是出线尺寸,直至拉成直径尺寸为1-3mm的焊丝,并将焊丝加工成长度尺寸为300-400mm。
26、进一步的,所述步骤s7退火检验工序中,采用退火炉进行退火处理,退火工艺中的保护气氛为甲醇和氮气的混合气体,退火温度730-780℃,对退火处理之后的镍基合金焊丝进行检测,镍基合金焊丝延伸率>16%,抗拉强度70-80kg/mm2,屈服强度:295mpa。
27、与现有技术相比,根据本发明的一种镍基合金焊丝及其制备方法具有如下有益效果:
28、1、本发明提供的一种镍基合金焊丝及其制备方法,通过采用电渣重熔、开坯锻造和热处理制备工艺,能够有效减少合金中的硫、磷等有害元素的含量,改善合金的杂质分布情况,利于细化组织,改善其热加工性能和成材率,并提高镍基合金焊丝的晶界曲折度,确保其高温塑性,通过采用退火检验制备工艺,降低焊丝的硬度,提高塑性、消除应力、优化金相组织结构,使得焊丝表明光亮、细腻、柔软、无磁性,使得焊丝抗疲劳性能好,提高了镍基合金焊丝的整体性能,避免了镍基合金焊丝在焊接过程中易产生热裂纹。
29、2、本发明及其方法所生产的镍基合金焊丝,使得焊丝的韧性大大提高,并采用多次拉拔工艺,使得焊丝拉拔精度大大提高,有助于大幅度提升产品质量,保证了成品焊丝的表面质量高、防锈能力强及焊丝使用性能高,使得高性能镍基合金焊丝具有较高的较高的力学性能和使用寿命。
30、
技术特征:
1.一种镍基合金焊丝,其特征在于:该焊丝为镍基合金丝材,按照质量百分数,该焊丝的化学成分如下:ni:40.00~65.00%、cr:20.00~35.00%、c:0.01~0.80%、mn:1.00~2.00%、al:0.02~0.10%、si:0.10~2.00%、p:0.01~1.00%、s:0.01~1.00%、co:0.01~0.15%、mo:0.01~0.50%、re:0.01~0.50%、ti:0.01~0.50%、w:≤0.05%,其余为fe和不可避免的杂质;
2.一种镍基合金焊丝,其特征在于:该焊丝的化学成分如下:ni:45.00%、cr:25.00%、c:0.40%、mn:1.30%、al:0.08%、si:0.90%、p:0.85%、s:0.76%、co:0.11%、mo:0.25%、re:0.35%、ti:0.11%、w:0.03%,其余为fe和不可避免的杂质,所述焊丝的直径尺寸设置为2mm,所述焊丝的长度尺寸设置为350mm,所述焊丝设置为圆柱形丝材。
3.如权利要求1所述的一种镍基合金焊丝的制备方法,其特征在于:包括以下具体步骤:
4.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s1真空熔炼工序中,采用真空熔炼炉对焊丝中原材料进行熔炼,采用高真空度0.3-0.6pa、低功率60-100kw熔化,所述真空熔炼炉熔炼的温度控制为1560~1670℃,熔炼时间70-85min,熔炼出钢温度为1450-1500℃,出钢前向钢液中按总加入量的0.1%加入金属铈,并加入nimg250g终脱氧。
5.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s2电渣重熔工序中,采用φ120mm结晶器、电渣锭重量50kg、φ60mm的坯体、填充比为0.40,所述电渣重熔过程中的温度控制为1700~1850℃,熔炼时间85-115min。
6.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s3开坯锻造工序中,对步骤s2中的合金锭进行加热,所述开坯锻造的温度控制为1240~1300℃,保温时间为1.5~2h,锻造成合金坯,并采用空冷至室温。
7.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s4热处理工序中,对步骤s3中的合金坯进行热处理,所述热处理的温度控制为900~1100℃,保温时间为50-90min。
8.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s5酸洗工序中,将步骤s5中合金坯的表面氧化层去掉,可用浓硝酸和氢氟酸,配置成酸液,把合金丝投入酸 槽内腐蚀,当氧化皮完全脱落后捞出冲洗。
9.如权利要求6所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s6拉丝加工工序中拉拔模具的工作角随着焊丝拉拔前后的尺寸决定,所述工作角的计算公式为:2α=(d0-d1)/d0*180/3.14*4,其中d0是进线尺寸,d1是出线尺寸,直至拉成直径尺寸为1-3mm的焊丝,并将焊丝加工成长度尺寸为300-400mm。
10.如权利要求3所述的一种镍基合金焊丝的制备方法,其特征在于:所述步骤s7退火检验工序中,采用退火炉进行退火处理,退火工艺中的保护气氛为甲醇和氮气的混合气体,退火温度730-780℃,对退火处理之后的镍基合金焊丝进行检测,镍基合金焊丝延伸率>16%,抗拉强度70-80kg/mm2,屈服强度:295mpa。
技术总结
本发明公开了一种镍基合金焊丝及其制备方法,具体步骤如下:真空熔炼、电渣重熔、开坯锻造、热处理、酸洗、拉丝加工和退火检验。本发明提供的一种镍基合金焊丝及其制备方法,通过采用电渣重熔、开坯锻造和热处理制备工艺,能够有效减少合金中的硫、磷等有害元素的含量,改善合金的杂质分布情况,利于细化组织,改善其热加工性能和成材率,并提高镍基合金焊丝的晶界曲折度,确保其高温塑性,通过采用退火检验制备工艺,降低焊丝的硬度,提高塑性、消除应力、优化金相组织结构,使得焊丝表明光亮、细腻、柔软、无磁性,使得焊丝抗疲劳性能好,提高了镍基合金焊丝的整体性能,避免了镍基合金焊丝在焊接过程中易产生热裂纹。
技术研发人员:朱锁敖,朱锋
受保护的技术使用者:丹阳亿鑫合金有限公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!