一种筒形壳体加工用焊接工作台的制作方法
本技术涉及组件焊接设备,具体是一种筒形壳体加工用焊接工作台。
背景技术:
1、焊接是两种或两种以上同种或异种材料通过原子或分子之间的结合和扩散连接成一体的工艺过程,促使原子和分子之间产生结合和扩散的方法是加热或加压,或同时加热又加压,金属的焊接,按其工艺过程的特点分有熔焊,压焊和钎焊等三大类。
2、压缩器机壳在生产过程中,需要在压缩机外壳的外部焊接固定安装片,其安装片对称分布于压缩机外壳,在对压缩机外壳与安装片进行焊接固定时,一般是件压缩机外机外壳放置于焊接机下方中心位置处,之后通过两侧的推送组件将两个安装片同步推送至与压缩机外壳贴合,最后焊接机下移对压缩机外壳与安装片进行焊接固定,因此安装片的送料效率直接影响着压缩机外壳的焊接加工效率,基于此,提供一种筒形壳体加工用焊接工作台。
技术实现思路
1、本实用新型的目的在于:为了实现压缩机外壳与安装片高效焊接的目的,提供一种筒形壳体加工用焊接工作台。
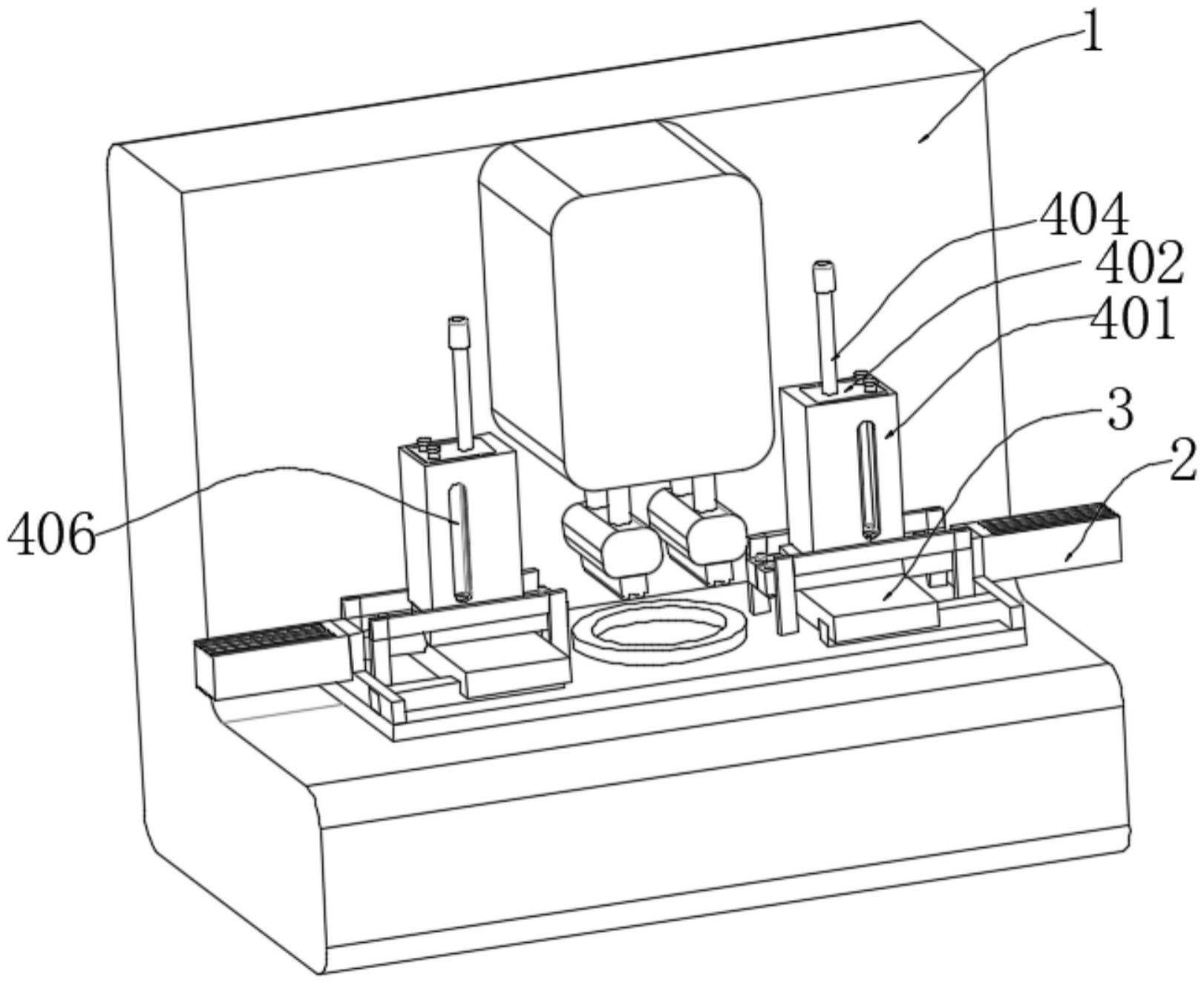
2、为实现上述目的,本实用新型提供如下技术方案:一种筒形壳体加工用焊接工作台,包括焊接台、气杆、滑动台、定位块,所述气杆的输出端水平连接于所述滑动台的侧端,所述滑动台滑动安装于所述焊接台的上方,所述定位块的数量为二,且呈对称分布于所述滑动台的一侧两端,所述气杆水平固定于所述焊接台的上方,所述气杆、所述滑动台的数量皆为二,且呈对称分布于所述焊接台的上方两侧,所述焊接台的上方竖直安装有下料组件,所述下料组件包括下料仓、下压块、定位杆、握杆;
3、所述下料仓竖直固定于所述焊接台的上方,所述下料仓的底部为竖直开口结构,且所述下料仓的底部与所述滑动台的顶部贴合,所述下压块竖直滑动分布于所述下料仓的内部,所述下料仓用于对安装片进行堆放存储并自动下料,所述下压块利用自重压实位于所述下料仓内部的安装片,从而保证安装片下料时更加精准;所述定位杆竖直贯通于所述下压块,所述定位杆的数量为二且呈对称分布,用于为安装片的下料进行辅助定位;所述握杆竖直安装于所述下压块的顶部,便于使用者手持移动所述下压块。
4、作为本实用新型再进一步的方案:所述握杆的长度要大于所述下料仓的深度,方便使用者手持。
5、作为本实用新型再进一步的方案:所述下料仓的侧端水平开设有观察窗口,便于使用者观察所述下料仓内部安装片的数量。
6、作为本实用新型再进一步的方案:所述定位杆的顶部竖直固定有限位块,将所述定位杆限位于所述下压块内部,防止所述定位杆滑脱。
7、作为本实用新型再进一步的方案:所述下料仓内壁的形状与安装片的形状相同,防止使用者对安装片进行安放时,安装片翻折,从而影响其正常下料。
8、作为本实用新型再进一步的方案:所述定位块的顶部为一个上小下大的曲面结构,保证安装片焊接完成后,被取下时,与所述定位块之间的摩擦力最小。
9、作为本实用新型再进一步的方案:所述滑动台的侧端内部竖直安装有弹簧,所述弹簧竖直分布于所述定位块的底部,当安装片被水平摘取时,所述定位块受挤压带动所述弹簧收缩,从而减小安装片受到的摩擦力,方便取下安装片。
10、与现有技术相比,本实用新型的有益效果是:
11、通过设置下料组件,通过气杆带动滑动台水平移动,当滑动台侧端的定位块移动到下料仓的正下方,定位块与定位杆对齐,安装片受上方下压块的下压作用,顺着定位杆滑动到定位块上方固定,从而完成对安装片的固定,达到自动送料的目的,使设备的工作效率提高。
技术特征:
1.一种筒形壳体加工用焊接工作台,包括焊接台(1)、气杆(2)、滑动台(3)、定位块(5),所述气杆(2)的输出端水平连接于所述滑动台(3)的侧端,所述滑动台(3)滑动安装于所述焊接台(1)的上方,所述定位块(5)的数量为二,且呈对称分布于所述滑动台(3)的一侧两端,所述气杆(2)水平固定于所述焊接台(1)的上方,所述气杆(2)、所述滑动台(3)的数量皆为二,且呈对称分布于所述焊接台(1)的上方两侧,其特征在于,所述焊接台(1)的上方竖直安装有下料组件(4),所述下料组件(4)包括下料仓(401)、下压块(402)、定位杆(403)、握杆(404);
2.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述握杆(404)的长度要大于所述下料仓(401)的深度,方便使用者手持。
3.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述下料仓(401)的侧端水平开设有观察窗口(406),便于使用者观察所述下料仓(401)内部安装片的数量。
4.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述定位杆(403)的顶部竖直固定有限位块(405),将所述定位杆(403)限位于所述下压块(402)内部,防止所述定位杆(403)滑脱。
5.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述下料仓(401)内壁的形状与安装片的形状相同,防止使用者对安装片进行安放时,安装片翻折,从而影响其正常下料。
6.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述定位块(5)的顶部为一个上小下大的曲面结构,保证安装片焊接完成后,被取下时,与所述定位块(5)之间的摩擦力最小。
7.根据权利要求1所述的一种筒形壳体加工用焊接工作台,其特征在于,所述滑动台(3)的侧端内部竖直安装有弹簧(6),所述弹簧(6)竖直分布于所述定位块(5)的底部,当安装片被水平摘取时,所述定位块(5)受挤压带动所述弹簧(6)收缩,从而减小安装片受到的摩擦力,方便取下安装片。
技术总结
本技术公开了一种筒形壳体加工用焊接工作台,涉及组件焊接设备技术领域,包括焊接台、气杆、滑动台、定位块,所述滑动台滑动安装于所述焊接台的上方,所述焊接台的上方竖直安装有下料组件,所述下料组件包括下料仓、下压块、定位杆;所述下料仓竖直固定于所述焊接台的上方,所述下压块竖直滑动分布于所述下料仓的内部,所述定位杆竖直贯通于所述下压块。本技术通过设置下料组件,通过气杆带动滑动台水平移动,当滑动台侧端的定位块移动到下料仓的正下方,定位块与定位杆对齐,安装片受上方下压块的下压作用,顺着定位杆滑动到定位块上方固定,从而完成对安装片的固定,达到自动送料的目的,使设备的工作效率提高。
技术研发人员:田莹
受保护的技术使用者:马鞍山君亿科技有限公司
技术研发日:20230420
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!