一种用于PCB组件的装配工装及方法与流程
本发明属于光模块,具体涉及一种用于pcb组件的装配工装及方法。
背景技术:
1、光模块通常由光电子器件、功能电路和光接口等组成,其中光电子器件包括发射和接收部分,其通常的作用就是发送端把电信号转换为光信号,再通过光纤传送后,通过接收端再把光信号转换成电信号。其中,功能电路主要包括pcb组件。
2、相关技术中,pcb组件包括至少一个板体(pcba板)和电源板,装配时,先将排针固定在板体上,将排针的每一个针脚与板体焊接固定。将具有排针的板体翻转180°,将电源板与排针对应的针脚连接,将电源板与排针的每个针脚固定焊接。
3、然而,现有焊接板体和电源板的装配方式通常为手动装配,在插装及翻转过程中板体和电源板之间极易相对移动,无法保证焊接过程中板体和电源板的相对位置以及两者之间的受到的压紧力恒定,导致pcb组件的装配效率低下,批量生产中装配质量参差不齐。
技术实现思路
1、针对现有技术的以上缺陷或改进需求,本发明提供了一种用于pcb组件的装配工装及方法,其目的在于通过夹紧件和压紧件可以便捷实现pcb板、导电针及电源板的整体定位,保证第一板体和电源板的相对位置,并保证电源板及第一板体之间受到的压紧力恒定,从而提高pcb组件的装配效率,保证装配质量的一致性。
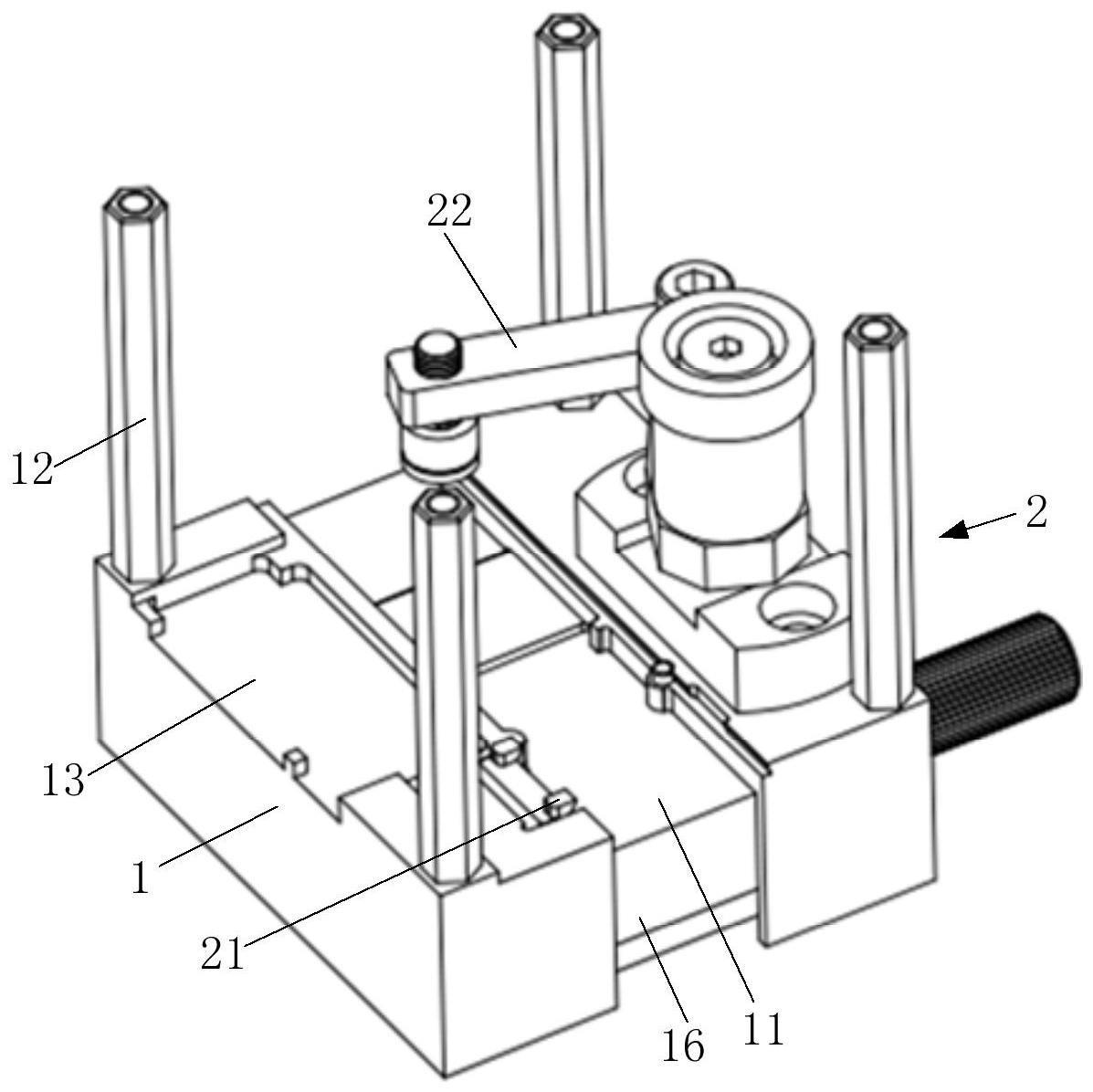
2、第一方面,本发明提供了一种用于pcb组件的装配工装,所述装配工装包括底座和定位组件;
3、所述底座的一侧具有避位槽和多个支腿,多个所述支腿间隔布置在所述底座上,以支撑所述底座;
4、所述多个支腿与所述底座形成容纳pcb组件与所述压紧件的空间。
5、所述底座具有避位凹槽,所述避位凹槽沿第二方向贯穿设置所述底座一侧,用于形成pcb组件的焊接避让空间。
6、所述定位组件包括夹紧件和压紧件,所述夹紧件位于所述底座上,所述夹紧件用于沿第一方向将pcb组件的第一板体夹装在所述避位槽上方,所述压紧件可活动地布置在所述底座上,沿第二方向将所述pcb组件的电源板压设在所述避位槽上方。
7、可选地,多个所述支腿与所述底座形成容纳pcb组件与所述压紧件的空间。
8、可选地,所述底座具有避位凹槽,所述避位凹槽沿第二方向贯穿设置在所述底座一侧,用于形成pcb组件的焊接避让空间。
9、可选地,所述夹紧件包括限位板、滑块和丝杆,所述限位板和所述滑块分别位于所述避位槽的两侧,所述滑块沿朝向所述限位板的方向可滑动地布置在所述底座上,且所述丝杆可转动地插装在所述底座中,所述丝杆的一端与所述滑块螺纹配合。
10、可选地,所述限位板上和所述滑块上相对的两侧面均为斜面,两个所述斜面背向所述避位槽的一端均位于所述pcb组件的第一板体的上方。
11、可选地,所述夹紧件包括至少两个夹紧单元,两个所述夹紧单元分别位于所述避位槽的两侧,各所述夹紧单元均包括固定块和螺杆,所述固定块位于所述底座上,各所述螺杆与相对应的所述固定块螺纹配合,且所述螺杆贯穿所述固定块。
12、可选地,所述压紧件包括压头和转动架,所述转动架的一端可转动地插装在所述底座上,所述压头位于所述转动架的另一端上,以压紧所述pcb组件的电源板。
13、可选地,所述压紧件还包括弹性模块,所述弹性模块包括圆筒、弹簧和连接螺栓,所述圆筒与所述转动架固定连接,所述圆筒的内周壁具有内凸缘,所述连接螺栓插装在所述圆筒内,且所述连接螺栓的底端连接所述底座,所述连接螺栓的螺帽位于所述内凸缘上方,且所述弹簧夹设在所述连接螺栓的螺帽和所述内凸缘之间。
14、可选地,所述压头上具有弹性垫,所述弹性垫朝向所述避位槽布置。
15、可选地,所述压紧件包括压头和滑动架,所述滑动架的一端可滑动地布置在所述底座上,且所述滑动架的滑动方向垂直于所述避位槽,所述压头位于所述滑动架的另一端上,以压紧所述pcb组件的电源板。
16、可选地,所述底座上具有定位槽,所述定位槽与所述避位槽间隔布置,所述定位槽用于容置所述pcb组件的第二板体。
17、第二方面,本发明提供了一种用于pcb组件的装配方法,所述装配方法基于第一方面所述的装配工装,所述装配方法包括:
18、将所述pcb组件的第一板体放置在所述底座上,所述避位槽位于所述第一板体下方,并通过所述夹紧件将所述第一板体夹紧;
19、在所述第一板体上插装多个导电针,并在多个所述导电针的顶部插装电源板,所述电源板和所述第一板体平行间隔布置;
20、移动所述压紧件,使得所述压紧件将所述电源板压紧在所述导电针上,并焊接多个所述导电针和所述电源板;
21、翻转所述底座,使得所述避位槽及多个所述支腿朝下布置,并焊接所述第一板体和多个所述导电针。
22、可选地,所述pcb组件还包括第一软板,所述电源板和所述第一板体之间通过所述第一软板连接,所述在所述第一板体上插装多个导电针,并在多个所述导电针的顶部插装电源板,包括:
23、在所述第一板体的导电孔中均插装所述导电针,所述第一板体上的多个导电孔与所述电源板上的多个导电孔一一对应;
24、所述第一软板的连接作用下,将所述电源板翻转180°,并使得各所述导电针的顶端插装至所述电源板的导电孔中。
25、总体而言,通过本发明所构思的以上技术方案与现有技术相比,具有的有益效果包括:
26、对于本发明实施例的一种用于pcb组件的装配工装,在装配pcb组件时,首先,将pcb组件的第一板体放置在底座上,此时第一板体上朝向底座的的元器件位于避位槽中,并通过夹紧件将第一板体夹紧,从而通过夹紧件在水平方向上(平行于底座的方向)将pcb组件的第一板体夹装在避位槽上方,避免其在水平方向上移动。然后,在第一板体上插装多个导电针,并在多个导电针的顶部插装电源板,电源板和第一板体平行间隔布置,从而通过导电针实现对电源板的定位。此时,第一板体在下,电源板在上,支腿朝上布置。接着,移动压紧件,使得压紧件将电源板压紧在导电针上,导电针被夹装在电源板和第一板体之间,并且使得各导电针在电源板中的插装深度一致,从而通过压紧件在竖直方向上便捷实现pcb板、导电针及电源板的整体定位(见图和图),进而最终保证第一板体和电源板在空间上的相对位置,避免后续焊接过程中彼此之间相对移动。另外,在压紧件的作用下,电源板及第一板体之间受到的压紧力恒定,不受翻转的影响。在此基础上,焊接多个导电针和电源板,从而在夹紧件和压紧件的定位和压紧力下实现导电针和电源板的焊接。最后,翻转底座,使得避位槽及多个支腿朝下布置(见图)。此时,第一板体在上,电源板在下,支腿朝下实现对底座的支撑,电源板通过支腿抬高而不会与外界挤压触碰。并焊接第一板体和多个导电针,从而最终实现对pcb组件的装配。
27、也就是说,本发明实施例提供的一种用于pcb组件的装配工装,通过夹紧件和压紧件可以便捷实现pcb板、导电针及电源板的整体定位,保证第一板体和电源板的相对位置,并保证电源板及第一板体之间受到的压紧力恒定,从而提高pcb组件的装配效率,保证批量生产中装配质量的一致性。
- 还没有人留言评论。精彩留言会获得点赞!