一种减少钛合金丝材表面开裂的拉拔方法与流程
本公开实施例涉及金属拉拔,尤其涉及一种减少钛合金丝材表面开裂的拉拔方法。
背景技术:
1、钛合金材料具有许多优良的特性,例如强度高、耐热性和耐蚀性好等,因而被广泛应用于航空航天等特殊领域。由于拉拔工艺的影响,钛合金丝材在拉拔过程中容易产生很多的杂质,导致制得的丝材的成分配比不理想,影响钛合金丝材的性能,例如导致丝材表面产生裂纹导致强度降低,无法满足生产中对钛合金丝材强度的要求。
2、因此,有必要改善上述相关技术方案中存在的一个或者多个问题。
3、需要注意的是,本部分旨在为权利要求书中陈述的本公开的技术方案提供背景或上下文。此处的描述不因为包括在本部分中就承认是现有技术。
技术实现思路
1、本公开实施例的目的在于提供一种减少钛合金丝材表面开裂的拉拔方法,进而至少在一定程度上克服由于相关技术的限制和缺陷而导致的一个或者多个问题。
2、本公开实施例首先提供一种减少钛合金丝材表面开裂的拉拔方法,包括以下步骤:
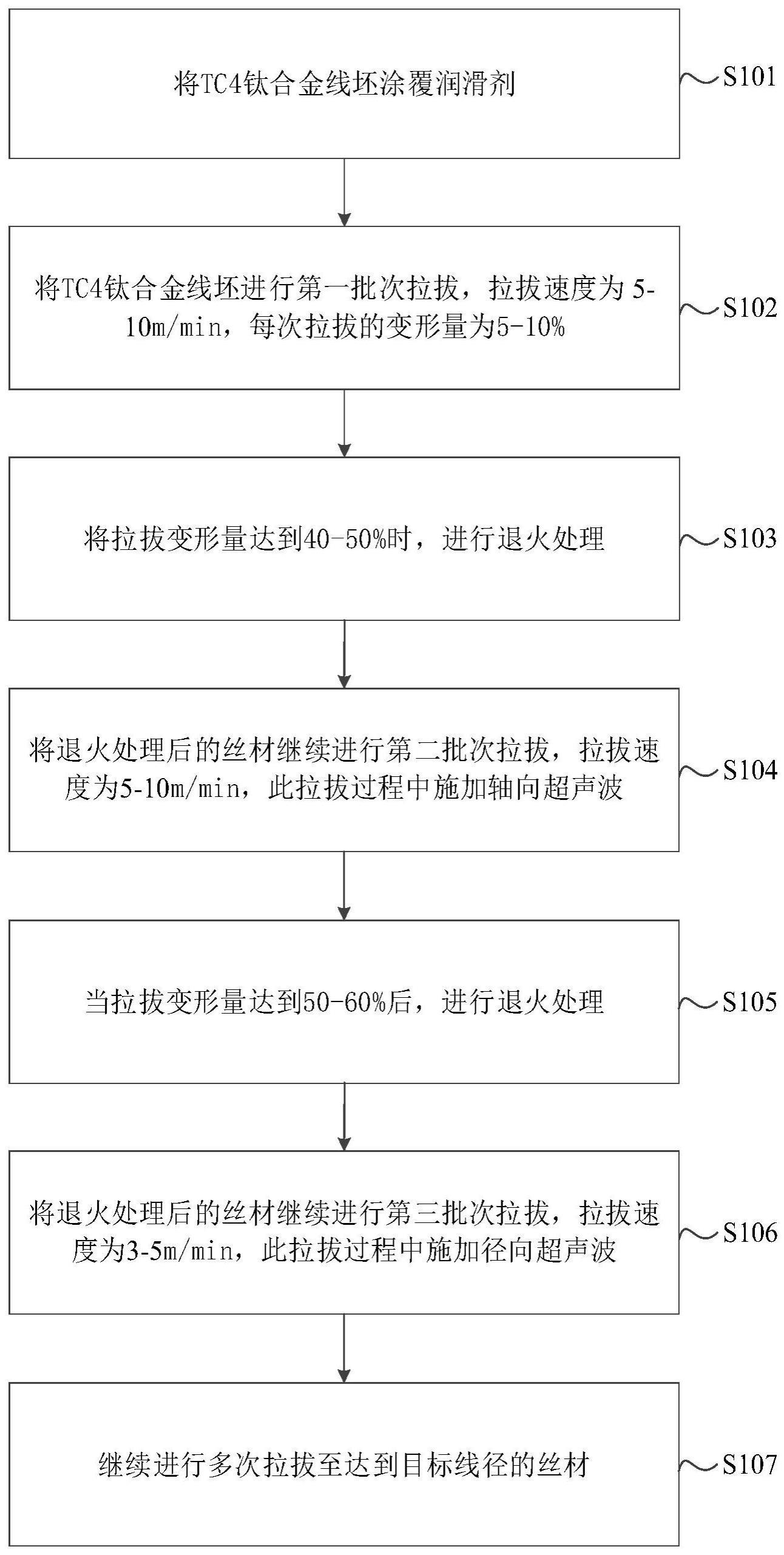
3、将tc4钛合金线坯涂覆润滑剂;
4、将tc4钛合金线坯进行第一批次拉拔,拉拔速度为5-10m/min,每次拉拔的变形量为5-10%;
5、将拉拔变形量达到40-50%时,进行退火处理;
6、将退火处理后的丝材继续进行第二批次拉拔,拉拔速度为5-10m/min,此拉拔过程中施加轴向超声波;
7、当拉拔变形量达到50-60%后,进行退火处理;
8、将退火处理后的丝材继续进行第三批次拉拔,拉拔速度为3-5m/min,此拉拔过程中施加径向超声波;
9、继续进行多次拉拔至达到目标线径的丝材。
10、本公开的一实施例中,所述润滑剂的组分包括:偏硅酸钠、纳米氧化铜、氟化钙、石墨乳和水。
11、本公开的一实施例中,所述润滑剂的组分的重量份组成为:偏硅酸钠10-15份、纳米氧化铜3-5份、氟化钙5-8份、聚四氟乙烯树脂8-10份和水10-20份。
12、本公开的一实施例中,所述第一批次拉拔的拉拔速度为5-10m/min。
13、本公开的一实施例中,所述第二批次拉拔的拉拔速度为5-10m/min。
14、本公开的一实施例中,所述第三批次拉拔的拉拔速度为3-5m/min。
15、本公开的一实施例中,所述轴向超声波的谐振频率为20.5±1khz。
16、本公开的一实施例中,所述径向超声波的振幅为30-40μm。
17、本公开的一实施例中,所述tc4钛合金丝材的目标线径为1-5mm。
18、本公开的一实施例中,所述退火处理的条件为:退火温度600-700℃,退火时间为60-90min。
19、本公开的实施例提供的技术方案可以包括以下有益效果:
20、本公开实施例中的一种减少钛合金丝材表面开裂的拉拔方法,通过对tc4钛合金线坯涂覆润滑剂,使得其表面形成均匀的润滑层,可以有效降低丝材在拉拔过程中的损伤,降低丝材表面粗糙度,在拉拔过程中使丝材产生较少的杂质,使丝材成分配比合理;当达到一定的拉拔变形量之后,在拉拔过程中对丝材施加轴向超声波,可以减小拉拔方向的用力,促进丝材的延展,防止丝材表面开裂,达到较好的拉丝效果;在拉拔后期对丝材施加径向超声波,进一步降低钛合金丝材表面开裂的可能性,使得制备的钛合金丝材表面裂纹较少,综合力学性能较强。经过上述工艺制备得到的tc4钛合金具有较少的表面裂纹,整体性能优良,可以满足多种生产中对钛合金丝材强度的要求。
技术特征:
1.一种减少钛合金丝材表面开裂的拉拔方法,其特征在于,包括以下步骤:
2.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述润滑剂的组分包括:偏硅酸钠、纳米氧化铜、氟化钙、石墨乳和水。
3.根据权利要求2所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述润滑剂的组分的重量份组成为:偏硅酸钠10-15份、纳米氧化铜3-5份、氟化钙5-8份、聚四氟乙烯树脂8-10份和水10-20份。
4.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述第一批次拉拔的拉拔速度为5-10m/min。
5.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述第二批次拉拔的拉拔速度为5-10m/min。
6.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述第三批次拉拔的拉拔速度为3-5m/min。
7.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述轴向超声波的谐振频率为20.5±1khz。
8.根据权利要求1所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述径向超声波的振幅为30-40μm。
9.根据权利要求1-8任一项所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述tc4钛合金丝材的目标线径为1-5mm。
10.根据权利要求1-8任一项所述减少钛合金丝材表面开裂的拉拔方法,其特征在于,所述退火处理的条件为:退火温度600-700℃,退火时间为60-90min。
技术总结
本发明是一种减少钛合金丝材表面开裂的拉拔方法,包括步骤:将TC4钛合金线坯涂覆润滑剂;将TC4钛合金线坯进行第一批次拉拔,拉拔速度为5‑10m/min,每次拉拔的变形量为5‑10%;将拉拔变形量达到40‑50%时,进行退火处理;继续进行第二批次拉拔,拉拔速度为5‑10m/min,并施加轴向超声波;当拉拔变形量达到50‑60%后,进行退火处理;继续进行第三批次拉拔,拉拔速度为3‑5m/min,并施加径向超声波;继续进行多次拉拔至达到目标线径的丝材。本发明通过对TC4钛合金线坯涂覆润滑剂,使得其表面形成均匀的润滑层,在拉拔过程中使丝材产生较少的杂质,使丝材成分配比合理;对丝材施加轴向超声波,防止丝材表面开裂;通过施加径向超声波使钛合金丝材表面裂纹较少,综合力学性能较强。
技术研发人员:徐亮,许锦,李杏发,后玉芝,李妙,王航舵
受保护的技术使用者:陕西天成航空材料有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!