一种电弧增材制造弧长控制方法、系统、设备及介质
本发明涉及增材制造领域,特别是涉及一种电弧增材制造弧长控制方法、系统、设备及介质。
背景技术:
1、增材制造技术可以分为金属增材制造与非金属增材制造两大类,针对金属增材制造,可以从原始材料类型与能量源进行分类。根据原始材料类型的不同可以分为铺粉增材制造,送粉增材制造与送丝增材制造,根据能量来源可以分为激光,电子束与电弧三种类型。电弧增材制造(waam)采用逐层堆焊的方式制造致密金属实体构件,因以电弧为载能束,热输入高,成型速度快,适用于大尺寸复杂构件低成本,高效快速近净成型。
2、相关的金属电弧增材制造waam方法,也有与弧长相关的研究内容,其中多数基于熔化极保护焊接(mig)+机器人+pid控制,首先mig方法是一种较为稳定的方法,变化平稳,容易控制,pid方法是一种基于误差的控制器设计方法,其中包含比例,积分,微分环节,比例环节用于提高控制器响应速度,积分环节用于消除稳态误差,微分环节是一个超前调节的作用,在误差形成之前提前补偿,改善控制器的动态特性。
3、但是,上述方法中存在问题如下:
4、pid控制是一种无差控制方法,最终目标是误差为0,这是一种成熟算法,不依赖于人的经验,从理论上讲,其不适用于waam过程,waam过程变化复杂,pid算法难以在保持制造过程稳定的同时,消除误差,常常会发生因为pid算法计算出的控制量变化太过激烈而导致系统稳定性下降的情况,最终导致实验失败。
5、那么,如何实现增材制造的弧长自动控制,至关重要。
技术实现思路
1、本发明的目的是提供一种电弧增材制造弧长控制方法、系统、设备及介质,实现对于弧长的自动控制。
2、为实现上述目的,本发明提供了如下方案:
3、一种电弧增材制造弧长控制方法,所述控制方法包括:
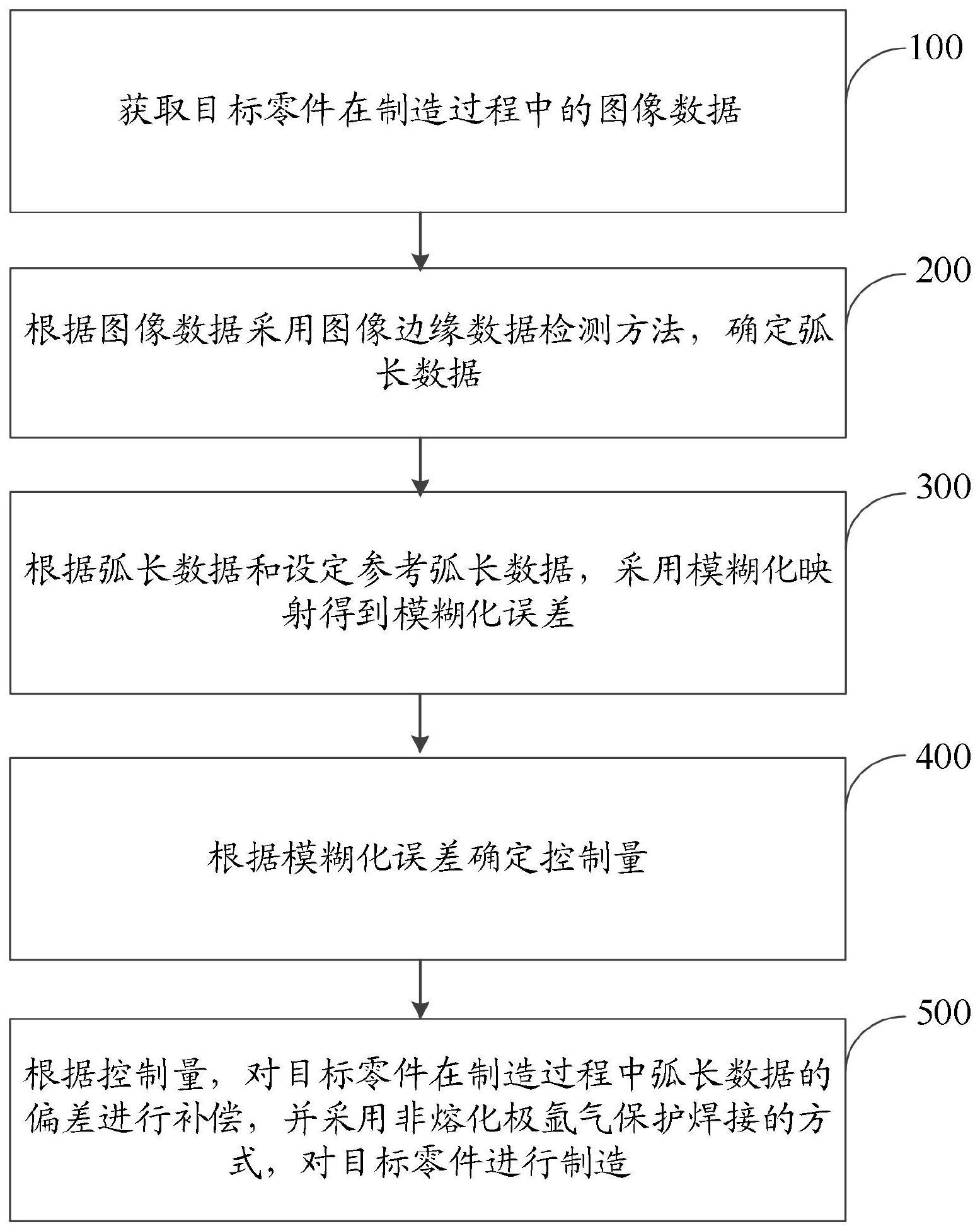
4、获取目标零件在制造过程中的图像数据;
5、根据所述图像数据采用图像边缘数据检测方法,确定弧长数据;
6、根据所述弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差;
7、根据所述模糊化误差确定控制量;所述控制量包括脉冲负载比;
8、根据所述控制量,对所述目标零件在制造过程中弧长数据的偏差进行补偿,并采用非熔化极氩气保护焊接的方式,对所述目标零件进行制造。
9、可选地,根据所述图像数据采用图像边缘数据检测方法,确定弧长数据,具体包括:
10、对所述图像数据进行设定矩阵运算,得到图像处理数据;所述设定矩阵运算包括:灰度转换矩阵;
11、对所述图像处理数据进行滤波处理,得到图像滤波数据;
12、对所述图像滤波数据进行像素边缘定位以及边缘连接处理,得到所述弧长数据。
13、可选地,根据所述弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差,具体包括:
14、根据所述弧长数据和设定参考弧长数据确定弧长误差;
15、采用设定的模糊规则,对所述弧长误差进行模糊化处理,并映射到设定模糊论域中,得到所述模糊化误差。
16、可选地,根据所述模糊化误差确定控制量,具体包括:
17、根据所述模糊化误差对设定自适应律的参数进行更新,得到自适应律更新参数;所述设定自适应律为基于稳定性分析法确定的收敛矩阵方程;
18、根据所述自适应律更新参数和所述模糊化误差,计算所述控制量。
19、可选地,所述稳定性分析法采用的是李雅普诺夫能量分析法。
20、一种电弧增材制造弧长控制系统,所述控制系统包括:
21、图像数据获取模块,用于获取目标零件在制造过程中的图像数据;
22、弧长检测模块,用于根据所述图像数据采用图像边缘数据检测方法,确定弧长数据;
23、模糊化控制模块,用于根据所述弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差;
24、确定模块,根据所述模糊化误差确定控制量;所述控制量包括脉冲负载比;
25、执行模块,用于根据所述控制量,对所述目标零件在制造过程中弧长数据的偏差进行补偿,并采用非熔化极氩气保护焊接的方式,对所述目标零件进行制造。
26、一种电子设备,包括存储器及处理器,所述存储器用于存储计算机程序,所述处理器运行所述计算机程序以使所述电子设备执行上述所述的电弧增材制造弧长控制方法。
27、一种计算机可读存储介质,其存储有计算机程序,所述计算机程序被处理器执行时实现上述所述的电弧增材制造弧长控制方法。
28、根据本发明提供的具体实施例,本发明公开了以下技术效果:
29、本发明提供了一种电弧增材制造弧长控制方法、系统、设备及介质,通过根据获取的目标零件在制造过程中的图像数据;采用图像边缘数据检测方法,确定弧长数据;然后根据弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差,进而确定控制量;根据控制量,对目标零件在制造过程中弧长数据的偏差进行补偿,并采用非熔化极氩气保护焊接的方式,对目标零件进行制造,实现对于弧长的自动控制。
技术特征:
1.一种电弧增材制造弧长控制方法,其特征在于,所述控制方法包括:
2.根据权利要求1所述的电弧增材制造弧长控制方法,其特征在于,根据所述图像数据采用图像边缘数据检测方法,确定弧长数据,具体包括:
3.根据权利要求1所述的电弧增材制造弧长控制方法,其特征在于,根据所述弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差,具体包括:
4.根据权利要求1所述的电弧增材制造弧长控制方法,其特征在于,根据所述模糊化误差确定控制量,具体包括:
5.根据权利要求4所述的电弧增材制造弧长控制方法,其特征在于,所述稳定性分析法采用的是李雅普诺夫能量分析法。
6.一种电弧增材制造弧长控制系统,其特征在于,所述控制系统包括:
7.一种电子设备,其特征在于,包括存储器及处理器,所述存储器用于存储计算机程序,所述处理器运行所述计算机程序以使所述电子设备执行如权利要求1至5中任意一项所述的电弧增材制造弧长控制方法。
8.一种计算机可读存储介质,其特征在于,其存储有计算机程序,所述计算机程序被处理器执行时实现如权利要求1至5中任意一项所述的电弧增材制造弧长控制方法。
技术总结
本发明公开一种电弧增材制造弧长控制方法、系统、设备及介质,涉及增材制造领域;该控制方法包括:获取目标零件的图像数据;根据图像数据采用图像边缘数据检测方法,确定弧长数据;根据弧长数据和设定参考弧长数据,采用模糊化映射得到模糊化误差;根据模糊化误差确定控制量;控制量包括脉冲负载比;根据控制量,对目标零件在制造过程中弧长数据的偏差进行补偿,并采用非熔化极氩气保护焊接的方式,对目标零件进行制造;本发明能够实现对于弧长的自动控制。
技术研发人员:刘长猛,张帆,毛昊,罗中天,付昊冉,徐田秋
受保护的技术使用者:北京理工大学
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!