一种汽车零部件自动化焊接装置及其方法与流程
本发明涉及汽车零部件焊接,尤其涉及一种汽车零部件自动化焊接装置及其方法。
背景技术:
1、汽车零部件加工是构成汽车零部件加工整体的各单元及服务于汽车零部件加工的产品。在汽车零部件的加工过程中,常常需要复合焊接钢板与铝合金板,而钢板与铝合金板之间的焊接属于异种材料之间的焊接,异种材料之间的焊接可通过电阻点焊法进行,电阻点焊法是通过电极施加压力,利用电流通过接头的接触面及临近区域产生的电阻热实现连接的方法,是现代汽车零部件焊接的主要焊接方法。
2、经检索,中国专利号为cn 110695507 b的发明专利,公开了一种电阻点焊机,包括机脚,机脚顶部固连有机架,机架顶部设有压紧压紧气缸,压紧气缸的活塞给杆上固连有基盘和壳体,基盘通过导电板连接控制柜,壳体内转动连接有圆柱状的凸模电极,壳体内设有隔板,凸模电极上部设有一号齿轮,隔板上固连有电机;电机输出轴固连有二号齿轮,二号齿轮与一号齿轮相互啮合,机架中部与基盘对应位置固连有工作台,工作台上安装有凹模电极,凹模电极与凸模电极配合。与现有技术相比,该中国专利号为cn 110695507 b的发明专利通过凸模电极旋转并摩擦待焊接的薄板,增加了待焊接的薄板的导电性,从而增加了点焊机的焊接效率。
3、但上述电阻点焊机在实际使用的过程中,需要操作人员手持工件并将其固定在凸模电极和凹模电极之间以进行焊接,而操作人员手持工件进行焊接时容易被飞溅的高温金属液滴烫伤,因此需要一种能够自主夹持工件以防止操作人员被烫伤的汽车零部件自动化焊接装置及其方法。
技术实现思路
1、本发明的目的是为了解决现有技术中存在需要操作人员手持工件并将其固定在凸模电极和凹模电极电极之间进行焊接,而操作人员手持工件进行焊接时容易被飞溅的高温金属液滴烫伤的缺点,而提出的一种汽车零部件自动化焊接装置及其方法。
2、为了实现上述目的,本发明采用了如下技术方案:
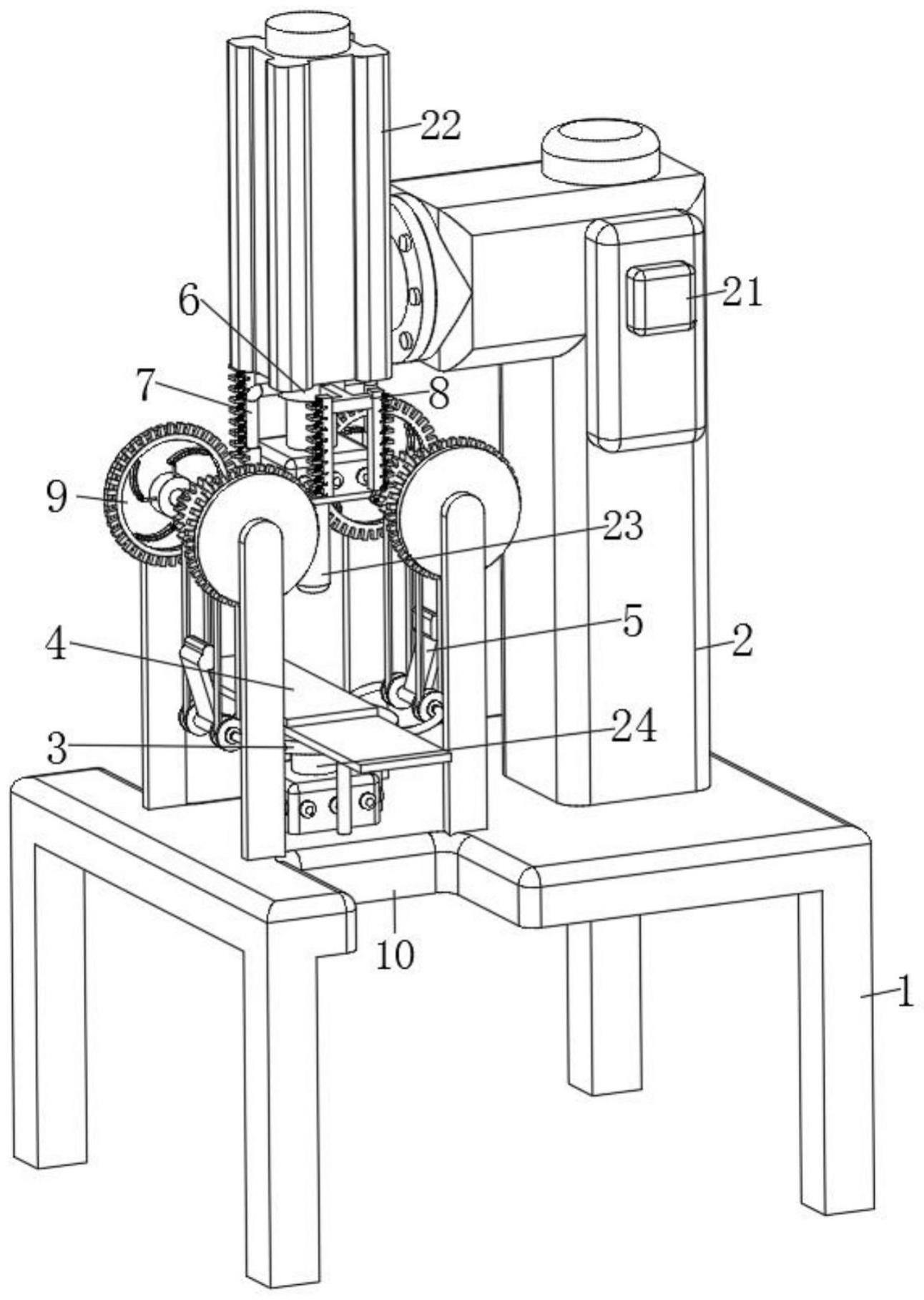
3、一种汽车零部件自动化焊接装置及其方法,包括底座和自动化焊接机构,所述焊接机构包括设置在所述底座顶部的控制座、安装在所述底座外部的压紧气缸、固定连接在所述压紧气缸输出端的凸模电极和设置在所述底座顶部的凹模电极;所述底座的顶部固定连接有位于所述凹模电极外部的绝缘圆台,所述绝缘圆台的外部对称设置有用于固定工件的固定机构,所述固定机构包括固定连接在所述绝缘圆台外部的u形连接杆a,所述u形连接杆a的外部转动连接有转动筒,所述转动筒的外部固定连接有用于固定工件的固定臂,所述固定臂接触工件的一端设置有弹性防滑垫;所述压紧气缸的输出端外部固定连接有连接套,所述连接套的外部对称固定连接有l形连接杆和t形连接杆,所述转动筒的外部设置有与所述l形连接杆、所述t形连接杆相联动的联动机构,所述所述底座的顶部对称设置有工位区。
4、上述技术方案进一步包括:
5、所述联动机构包括对称固定连接在所述底座顶部的安装板和固定连接在所述l形连接杆端部的联动齿杆,两个所述安装板相互靠近的一侧均固定连接有固定筒,两个所述固定筒之间活动连接有联动杆,所述联动杆的中部固定连接有与所述联动齿杆相啮合的联动齿轮;所述联动杆和所述转动筒的外部共同对称设置有联动件a,所述联动件a包括分别固定连接在所述联动杆外部和所述转动筒外部的两个联动轮,两个所述联动轮之间设置有联动带;所述联动齿杆带动所述联动齿轮转动时,所述联动齿轮会带动所述联动杆转动并通过所述联动件a带动所述转动筒和所述固定臂转动。
6、两个所述固定筒的内部均设置有用于限制所述联动杆向外转动的单向限位组件,所述单向限位组件包括开设在所述固定筒内部的四个容纳槽和开设在所述联动杆外部的四个单向限位槽,四个所述容纳槽的内部均滑动连接有单向限位块,四个所述单向限位块分别延伸至四个所述单向限位槽的内部,每个所述容纳槽与每个所述单向限位块之间均固定连接有复位弹簧a;所述联动杆向内转动时,其外部的四个所述单向限位槽会分别将四个所述单向限位块挤压至四个所述容纳槽的内部。
7、所述安装板的内侧设置有用于解除所述单向限位组件单向限位作用的解除组件,所述解除组件包括固定连接在所述安装板内侧的固定盘,所述固定盘远离所述安装板的一侧开设有环形滑槽,所述环形滑槽的内部滑动连接有四个连接轴a,四个所述连接轴a远离所述环形滑槽内部的一端共同固定连接有连接环;所述连接环的内侧轴对称固定连接有四个弧形导轨,四个所述弧形导轨的内部均活动连接有连接轴b,四个所述连接轴b远离四个所述弧形导轨的一端均固定连接有l形解除杆,四个所述l形解除杆均延伸至所述固定筒的内部并分别与四个所述单向限位块固定连接,所述连接环的外部轴对称固定连接有若干个连接条a;所述连接环向外转动会带动四个所述l形解除杆朝着相互远离的方向运动。
8、所述联动机构还包括设置在所述t形连接杆端部的联动件b,所述联动件b包括固定连接在所述t形连接杆端部的联动杆,所述联动杆靠近所述连接环的一侧开设均匀开设有矩形槽,所述联动杆的外部均匀固定连接u形连接杆b,所述u形连接杆b的外部转动连接有与所述矩形槽内底壁相贴合的连接条b,每个所述连接条b与每个所述矩形槽之间固定连接有复位弹簧b;所述联动杆向上运动接近所述连接环时,会带动所述连接环向外转动。
9、一种汽车零部件自动化焊接方法,包括如下步骤:
10、步骤一:两位操作人员分别位于两个所述工位区后,将工件放置在所述凹模电极和所述绝缘圆台的顶部,并保证工件需焊接的部位于所述凹模电极的正中间,若工件的长度较小且能够稳固放置在所述凹模电极和所述绝缘圆台的顶部,两位操作人员则需退出两个所述工位区,若工件的长度较长且无法稳固放置在所述凹模电极和所述绝缘圆台的顶部,两位操作人员则需暂留在两个所述工位区的内部并扶住工件的两端;
11、步骤二:随后通过所述控制座启动所述压紧气缸,使所述压紧气缸伸长并带动所述凸模电极向下靠近所述凹模电极,所述压紧气缸伸长的过程中,会通过所述l形连接杆带动所述联动齿杆向下运动,也会通过所述t形连接杆带动所述联动杆向下运动,向下运动的所述联动齿杆会先带动所述联动齿轮向内转动,使得所述联动杆通过其外部的两个所述联动件a带动所述转动筒向内转动,向内转动的所述转动筒会带动其外部的所述固定臂向内转动,向下运动的所述联动杆会后带动其外部的若干个所述连接条b向下运动,若干个所述连接条b在向下运动的同时还会受到所述连接环外部的若干个所述连接条a的抵接而向上偏转;
12、步骤三:待向内转动的所述转动筒带动所述固定臂向内转动九十度并固定住工件的位置后,此时的所述联动齿杆不再与所述联动齿轮相啮合,且所述联动杆通过其两端的所述单向限位组件进行限位而无法转动,此后两个所述工位区内部的两位操作人员需退出(无两位操作人员暂留在两个所述工位区内部则忽略退出);
13、步骤四:随后通过所述控制座对所述凸模电极和所述凹模电极进行通电,同时所述压紧气缸继续带动所述凸模电极使其与所述凹模电极相配合对工件进行电阻点焊;
14、步骤五:待工件电阻点焊结束后,通过所述控制座控制所述凸模电极和所述凹模电极进行断电,同时所述压紧气缸缩短带动所述凸模电极向上远离所述凹模电极,所述压紧气缸缩短的过程中,会通过所述l形连接杆带动所述联动齿杆向上运动,也会通过所述t形连接杆带动所述联动杆向上运动,向上运动的所述联动杆会先带动其外部的若干个所述连接条b向上运动,向上运动若干个所述连接条b会通过若干个所述连接条a带动所述连接环向外转动,向外转动的所述连接环会通过四个所述弧形导轨和四个所述连接轴b带动四个所述l形解除杆朝着相互远离的方向运动,四个所述l形解除杆分别带动四个所述单向限位块与四个所述单向限位槽的内部相脱离后,所述联动杆和所述联动齿杆继续向上运动,所述连接环持续向外转动,且四个所述l形解除杆继续朝着相互远离的方向运动,向上运动的所述联动齿杆与所述联动齿轮相啮合后,会带动所述联动齿轮向外转动,使得所述联动杆通过其外部的两个所述联动件a带动所述转动筒和所述固定臂向外转动复位;
15、步骤六:待所述压紧气缸缩短带动所述联动齿杆和所述联动杆复位后,若干个所述连接条b会与所述连接环外部的若干个所述连接条a相脱离,四个所述复位弹簧a会分别带动四个所述单向限位块复位,同时所述连接环和其外部的若干个所述连接条a复位,如此即可完成一次工件的电阻点焊作业。
16、本发明具备以下有益效果:
17、通过启动压紧气缸使凸模电极向下靠近凹模电极时,两个固定臂能够向内转动九十度并通过其端部的弹性防滑垫固定住工件的位置,通过启动压紧气缸使凸模电极向上远离凹模电极时,能够先使四个单向限位块与四个单向限位槽的内部相脱离,再使两个固定臂向外转动九十度复位,从而使得工件在进行电阻点焊前能够被两个固定臂自主固定,工件在进行电阻点焊后能够被两个固定臂解除固定,即可防止在进行工件焊接时,操作人员手持工件被飞溅的高温金属液滴烫伤的情况发生。
- 还没有人留言评论。精彩留言会获得点赞!