一种气液组合控制的熨平辊装置的制作方法
本发明涉及冶金轧制设备机液控制,具体为一种气液组合控制的熨平辊装置。
背景技术:
1、熨平辊装置是铝带薄料轧制时保证卷取紧实度和平整度的关键设备,随着铝带轧机的宽幅化大型化发展,由于熨平辊及其摆动框架机械结构重量大大增加,传统的气压控制驱动力太小已无法驱动装置,而采用液压控制的方式解决了驱动力的问题但却无法满足熨平辊熨平带材时所需要的微小熨平力。
技术实现思路
1、本发明要解决的技术问题是克服现有的缺陷,提供一种气液组合控制的熨平辊装置,解决了大重量熨平辊及其摆动框架的驱动力问题的同时满足了熨平辊熨平带材时所需要的微小熨平力,保证了铝带薄料轧制时的卷取紧实度和平整度,可以有效解决背景技术中的问题。
2、为实现上述目的,本发明提供如下技术方案:一种气液组合控制的熨平辊装置,包括分别设置在操作侧和传动侧的摆动液压缸及铰接设置在摆动液压缸活动端的l形的摆臂,所述摆动液压缸与液压控制组件连接,所述摆臂横臂和竖臂的连接处转动设置有转轴,转轴转动设置在外部固定架上,摆臂的活动端分别安装有设置在操作侧和传动侧的气缸,气缸与气动控制组件连接,气缸的活动端设置有熨平辊。
3、作为本发明的一种优选技术方案,所述液压控制组件包括电磁换向阀、伺服阀、液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ,压力油p通过液控单向阀ⅰ进入伺服阀的p口,给伺服阀输入正向电信号使p口压力油进入a口,再经由液控单向阀ⅱ进入摆动液压缸的活塞杆腔,同时摆动液压缸活塞腔油液经过液控单向阀ⅲ、由伺服阀的b口回油至t口,摆动液压缸活塞杆缩回拉动摆臂摆入;给伺服阀输入反向电信号,使p口压力油进入b口,再经由液控单向阀ⅲ进入摆动液压缸的活塞腔,同时摆动液压缸活塞杆腔油液经过液控单向阀ⅱ、由伺服阀的a口回油至t口摆动液压缸活塞杆伸出推动摆臂返回;电磁换向阀控制液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ的打开和关闭,电磁换向阀得电p口和b口连通,压力油由b口到达液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ外控口x,液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ被打开;电磁阀断电b口和t口连通,液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ外控口x连接到泄漏油管l,外控口泄压,液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ关闭,液控单向阀ⅰ、液控单向阀ⅱ和液控单向阀ⅲ外泄口y始终泄油至泄漏油管l;当检修熨平辊或更换伺服阀时,控制电磁换向阀失电,使伺服阀的p、a、b口油路封闭。
4、作为本发明的一种优选技术方案,所述液压控制组件还包括设置在管路上的安全溢流阀,回路故障或控制失灵而带卷的直径不断增大时引起摆动液压缸活塞杆腔超压时,超压油液由安全溢流阀溢流至回油管t。
5、作为本发明的一种优选技术方案,所述液压控制组件还包括设置在转轴上的角度传感器,熨平辊工作时伺服阀与安装在转轴处的角度传感器闭环控制,使熨平辊和带卷表面距离保持相对恒定。
6、作为本发明的一种优选技术方案,所述气动控制组件包括与气源连接的气动三联件和设置在控制气路上的比例减压阀ⅰ和比例减压阀ⅱ,比例减压阀ⅰ控制操作侧气缸的活塞腔压力,比例减压阀ⅱ控制传动侧气缸的活塞腔压力。
7、作为本发明的一种优选技术方案,所述气动控制组件还包括设置在气路上的定值减压阀,定值减压阀为操作侧和传动侧的气缸活塞杆腔设定较小背压,抵消一部分活塞腔压力实现更微小的熨平力,同时为气缸的缩回提供动力。
8、与现有技术相比,本发明的有益效果是:通过气液组合控制熨平辊,实现了宽幅大型铝带轧机的卷取熨平,摆动液压缸驱动摆臂绕固定转轴摆动,使熨平辊接近带卷的表面,当距离小于气缸的行程时再由气缸将熨平辊压紧在带卷的表面,解决了大重量熨平辊及其摆动框架的驱动力问题的同时满足了熨平辊熨平带材时所需要的微小熨平力,保证了铝带薄料轧制时的卷取紧实度和平整度,产品质量得到了提升。
技术特征:
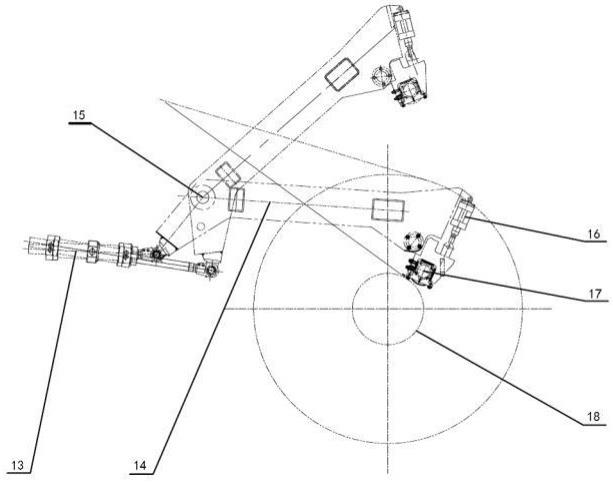
1.一种气液组合控制的熨平辊装置,其特征在于:包括分别设置在操作侧和传动侧的摆动液压缸(13)及铰接设置在摆动液压缸(13)活动端的l形的摆臂(14),所述摆动液压缸(13)与液压控制组件连接,所述摆臂(14)横臂和竖臂的连接处转动设置有转轴(15),转轴(15)转动设置在外部固定架上,摆臂(14)的活动端分别安装有设置在操作侧和传动侧的气缸(16),气缸(16)与气动控制组件连接,气缸(16)的活动端设置有熨平辊(17)。
2.根据权利要求1所述的一种气液组合控制的熨平辊装置,其特征在于:所述液压控制组件包括电磁换向阀(1)、伺服阀(2)、液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5),压力油p通过液控单向阀ⅰ(3)进入伺服阀(2)的p口,给伺服阀(2)输入正向电信号使p口压力油进入a口,再经由液控单向阀ⅱ(4)进入摆动液压缸(13)的活塞杆腔,同时摆动液压缸(13)活塞腔油液经过液控单向阀ⅲ(5)、由伺服阀(2)的b口回油至t口,摆动液压缸(13)活塞杆缩回拉动摆臂(14)摆入;给伺服阀(2)输入反向电信号,使p口压力油进入b口,再经由液控单向阀ⅲ(5)进入摆动液压缸(13)的活塞腔,同时摆动液压缸(13)活塞杆腔油液经过液控单向阀ⅱ(4)、由伺服阀(2)的a口回油至t口,摆动液压缸(13)活塞杆伸出推动摆臂(14)返回;电磁换向阀(1)控制液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)的打开和关闭,电磁换向阀(1)得电p口和b口连通,压力油由b口到达液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)外控口x,液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)被打开;电磁阀1断电b口和t口连通,液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)外控口x连接到泄漏油管l,外控口泄压,液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)关闭,液控单向阀ⅰ(3)、液控单向阀ⅱ(4)和液控单向阀ⅲ(5)外泄口y始终泄油至泄漏油管l;当检修熨平辊(17)或更换伺服阀(2)时,控制电磁换向阀(1)失电,使伺服阀(2)的p、a、b口油路封闭。
3.根据权利要求2所述的一种气液组合控制的熨平辊装置,其特征在于:所述液压控制组件还包括设置在管路上的安全溢流阀(6),回路故障或控制失灵而带卷(18)的直径不断增大时引起摆动液压缸(13)活塞杆腔超压时,超压油液由安全溢流阀(6)溢流至回油管t。
4.根据权利要求3所述的一种气液组合控制的熨平辊装置,其特征在于:所述液压控制组件还包括设置在转轴(15)上的角度传感器(7),熨平辊(17)工作时伺服阀(2)与安装在转轴(15)处的角度传感器(7)闭环控制,使熨平辊(17)和带卷(18)表面距离保持相对恒定。
5.根据权利要求1所述的一种气液组合控制的熨平辊装置,其特征在于:所述气动控制组件包括与气源连接的气动三联件(8)和设置在控制气路上的比例减压阀ⅰ(9)和比例减压阀ⅱ(10),比例减压阀ⅰ(9)控制操作侧气缸(16)的活塞腔压力,比例减压阀ⅱ(10)控制传动侧气缸(16)的活塞腔压力。
6.根据权利要求5所述的一种气液组合控制的熨平辊装置,其特征在于:所述气动控制组件还包括设置在气路上的定值减压阀(11),定值减压阀(11)为操作侧和传动侧的气缸(16)活塞杆腔设定较小背压,抵消一部分活塞腔压力实现更微小的熨平力,同时为气缸(16)的缩回提供动力。
7.根据权利要求6所述的一种气液组合控制的熨平辊装置,其特征在于:所述气动控制组件还包括设置在操作侧气缸(16)活动端的位移传感器(12)。
技术总结
本发明公开了一种气液组合控制的熨平辊装置,包括分别设置在操作侧和传动侧的摆动液压缸及铰接设置在摆动液压缸活动端的L形的摆臂,所述摆动液压缸与液压控制组件连接,所述摆臂横臂和竖臂的连接处转动设置有转轴,转轴转动设置在外部固定架上通过气液组合控制熨平辊,实现了宽幅大型铝带轧机的卷取熨平,摆动液压缸驱动摆臂绕固定转轴摆动,使熨平辊接近带卷的表面,当距离小于气缸的行程时再由气缸将熨平辊压紧在带卷的表面,解决了大重量熨平辊及其摆动框架的驱动力问题的同时满足了熨平辊熨平带材时所需要的微小熨平力,保证了铝带薄料轧制时的卷取紧实度和平整度,产品质量得到了提升。
技术研发人员:张瑞虹
受保护的技术使用者:中色科技股份有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!