一种汽车摄像头连续锻压装置的制作方法
本发明涉及汽车摄像头制造领域,具体为一种汽车摄像头连续锻压装置。
背景技术:
1、新时代背景下,汽车自动驾驶蓬勃发展,汽车摄像头激光雷达研究,解环境感知和定位在自动驾驶中的重要作用,可作为自动驾驶的辅助参考资料,对摄像头要求和运用越来越高,数量达到16~30个,现市场雷达摄像头在生产的工艺主要是分体结构(底座+镜筒)和底座材质al1050。底座al1050材质硬度底,抗拉和屈服强度底,分体式结构工序多,力学性能差,使用寿命少,密封性能差,随着自动驾驶汽车的普及,成本不断搞高,传统的工艺和结构,材料,安全性存在一些不足之处。
2、摄像头锻压制备过程中,需要对其进行冲孔,冲孔过程中,无法保证固定后的棒料完全受力均衡,在极大的冲击力的作用下,棒料本身可能发生微小偏斜,这种偏斜会直接影响到冲切孔的质量,因此,针对上述问题本申请提供了一种汽车摄像头连续锻压装置。
技术实现思路
1、针对现有技术的不足,本发明提供了一种汽车摄像头连续锻压装置,具备结构强度高、产品质量好等优点,解决了分体式设计的产品强度低等系列问题。
2、为实现上述目的,本发明提供如下技术方案:一种汽车摄像头连续锻压装置,包括顶座和底座,所述顶座和底座之间固定连接有立杆,两侧的立杆之间分别安装有冲切组件和定位组件,所述顶座的上端安装有气动缸,所述底座的中心穿设有安装槽,所述安装槽内安装有液压缸,所述定位组件和底座之间的立杆外表面套设有第一弹簧。
3、优选地,所述冲切组件包括升降框,所述升降框的两侧竖直穿设有第二导向孔,所述立杆在第二导向孔内固定设置,所述升降框的上端固定设置有固定板,所述固定板一体化连接有弹簧座,所述弹簧座插装在升降框上端,所述升降框底端两侧设置有第一导向孔,所述升降框下方设置有压料座,所述压料座的两侧固定连接有第一导杆,所述第一导杆在第一导向孔内伸缩设置,所述固定板和弹簧座的中心竖直滑动穿设有压杆,所述压杆的上端固定连接有压头,所述压杆的下端穿过压料座并固定连接有冲切头,所述冲切头的外表面套装有第二弹簧,所述第二弹簧的上下端分别与弹簧座和压料座固定连接,所述压料座的底端连接有若干压料杆。
4、优选地,所述定位组件包括升降板,所述升降板的两侧穿设有第三导向孔,所述立杆在第三导向孔内伸缩设置,所述升降板上方设置有定位板,所述定位板上放置有精锻胚体,所述定位板的底端固定连接有若干第二导杆,所述第二导杆在定位板底端呈环形阵列排布,所述第二导杆的外表面套装有第三弹簧,所述第二导杆的下端伸出升降板底端外,所述第二导杆在升降板上竖直滑动伸缩,所述定位板的底端面安装有若干托料组件。
5、优选地,所述定位板的底端设置有若干滑槽,所述托料组件包括在滑槽内滑动安装的滑块,所述滑块一体化连接有连接板,所述连接板一体化连接有托料板。
6、优选地,所述托料板内安装有伸缩件,所述伸缩件包括在托料板内滑动伸缩安装的滑板,所述滑板的一端一体化连接有楔形块,所述滑板的另一端与托料板内侧壁之间连接有第五弹簧,所述升降板上竖直穿设有若干第四导向孔,所述第四导向孔在升降板上呈环形阵列排布,所述第四导向孔内底部固定安装有电源座,所述电源座底端安装有指示灯,所述电源座上端通过第六弹簧连接有触片板,所述触片板上端固定设置有下电池片,所述滑槽内固定设置有定滑轮,所述滑块固定连接同步拉绳一端,所述同步拉绳另一端绕过定滑轮并与触片板固定连接,所述第四导向孔内顶部固定连接有第四弹簧,所述电源座上方设置有移动块,所述第四弹簧下端和上电触片固定连接,所述滑板的端部连接有拉绳,所述拉绳伸出托料板外并与移动块上端固定连接。
7、优选地,所述升降板上端安装有导向滑轮,所述拉绳绕设在导向滑轮上,所述滑槽内的滑块上通过螺纹转动穿设有螺杆,所述螺杆一端与滑槽内侧壁转动连接,所述螺杆另一端固定连接有转把。
8、与现有技术相比,本发明提供了一种汽车摄像头连续锻压装置,具备以下有益效果:
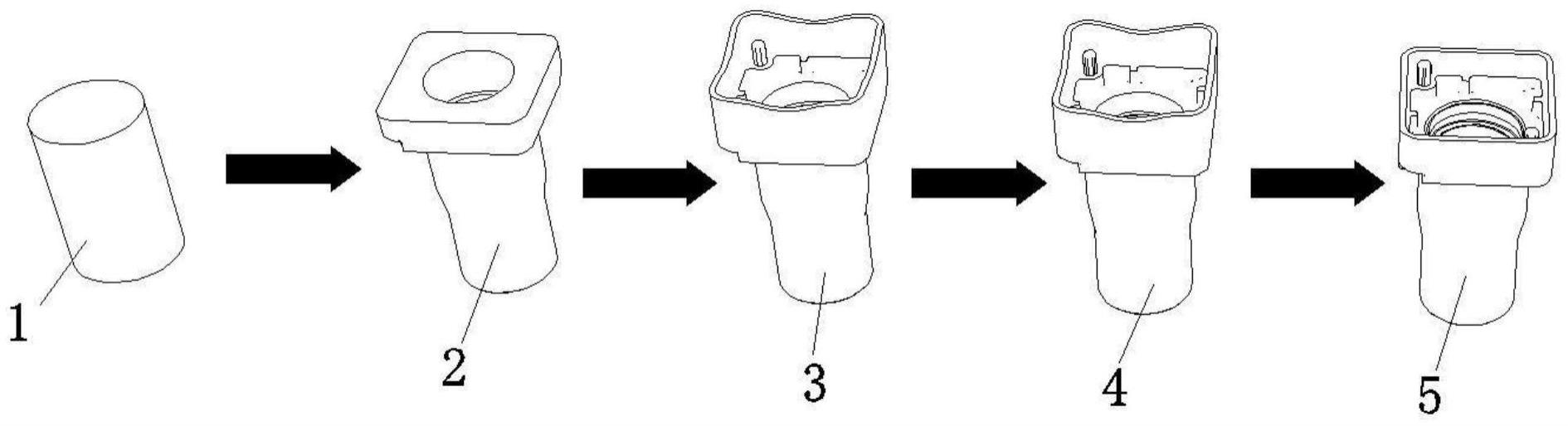
9、1、该一种汽车摄像头连续锻压装置,采用圆棒料进行锻压,减少原材料的使用,对铝合金进行热处理,从而对复杂产品进行精锻压,与传统分体结构相比,优化成一体结构,减少工序和部件,提高产品物理性能,采用冲孔和旋切平面,减少cnc和nc的加工余量,节省加工时间,降低成本,对胚料进行热处理,提高产品表面处理阳极和电镀良率,相应降低成本。一体结构强度高,密封性好,提高产品质量。
10、2、该一种汽车摄像头连续锻压装置,精锻胚体上冲切出的孔向左偏斜,则精锻胚体左侧的指示灯亮起,相反的,后续将精锻胚体放置在定位板上后,将右侧托料组件中的连接板向左推动多一些距离,并推动精锻胚体的下端向左偏斜,保证精锻胚体后续在定位板上的竖直安装,保证产品质量。
技术特征:
1.一种汽车摄像头连续锻压装置,包括顶座(7)和底座(12),其特征在于:所述顶座(7)和底座(12)之间固定连接有立杆(9),两侧的立杆(9)之间分别安装有冲切组件(8)和定位组件(10),所述顶座(7)的上端安装有气动缸(6),所述底座(12)的中心穿设有安装槽(11),所述安装槽(11)内安装有液压缸(13),所述定位组件(10)和底座(12)之间的立杆(9)外表面套设有第一弹簧(14)。
2.根据权利要求1所述的一种汽车摄像头连续锻压装置,其特征在于:所述冲切组件(8)包括升降框(19),所述升降框(19)的两侧竖直穿设有第二导向孔(18),所述立杆(9)在第二导向孔(18)内固定设置,所述升降框(19)的上端固定设置有固定板(26),所述固定板(26)一体化连接有弹簧座(25),所述弹簧座(25)插装在升降框(19)上端,所述升降框(19)底端两侧设置有第一导向孔(17),所述升降框(19)下方设置有压料座(21),所述压料座(21)的两侧固定连接有第一导杆(20),所述第一导杆(20)在第一导向孔(17)内伸缩设置,所述固定板(26)和弹簧座(25)的中心竖直滑动穿设有压杆(16),所述压杆(16)的上端固定连接有压头(15),所述压杆(16)的下端穿过压料座(21)并固定连接有冲切头(23),所述冲切头(23)的外表面套装有第二弹簧(24),所述第二弹簧(24)的上下端分别与弹簧座(25)和压料座(21)固定连接,所述压料座(21)的底端连接有若干压料杆(22)。
3.根据权利要求2所述的一种汽车摄像头连续锻压装置,其特征在于:所述定位组件(10)包括升降板(29),所述升降板(29)的两侧穿设有第三导向孔(28),所述立杆(9)在第三导向孔(28)内伸缩设置,所述升降板(29)上方设置有定位板(27),所述定位板(27)上放置有精锻胚体(3),所述定位板(27)的底端固定连接有若干第二导杆(31),所述第二导杆(31)的外表面套装有第三弹簧(30),所述第二导杆(31)的下端伸出升降板(29)底端外,所述第二导杆(31)在升降板(29)上竖直滑动伸缩,所述定位板(27)的底端面安装有若干托料组件(32)。
4.根据权利要求3所述的一种汽车摄像头连续锻压装置,其特征在于:所述定位板(27)的底端设置有若干滑槽(33),所述托料组件(32)包括在滑槽(33)内滑动安装的滑块(43),所述滑块(43)一体化连接有连接板(42),所述连接板(42)一体化连接有托料板(45)。
5.根据权利要求4所述的一种汽车摄像头连续锻压装置,其特征在于:所述托料板(45)内安装有伸缩件(44),所述伸缩件(44)包括在托料板(45)内滑动伸缩安装的滑板(49),所述滑板(49)的一端一体化连接有楔形块(50),所述滑板(49)的另一端与托料板(45)内侧壁之间连接有第五弹簧(48),所述升降板(29)上竖直穿设有若干第四导向孔(46),所述第四导向孔(46)内底部固定安装有电源座(35),所述电源座(35)底端安装有指示灯(34),所述电源座(35)上端通过第六弹簧(51)连接有触片板(52),所述触片板(52)上端固定设置有下电池片(36),所述滑槽(33)内固定设置有定滑轮(54),所述滑块(43)固定连接同步拉绳(53)一端,所述同步拉绳(53)另一端绕过定滑轮(54)并与触片板(52)固定连接,所述第四导向孔(46)内顶部固定连接有第四弹簧(39),所述电源座(35)上方设置有移动块(38),所述第四弹簧(39)下端和上电触片(37)固定连接,所述滑板(49)的端部连接有拉绳(41),所述拉绳(41)伸出托料板(45)外并与移动块(38)上端固定连接。
6.根据权利要求5所述的一种汽车摄像头连续锻压装置,其特征在于:所述升降板(29)上端安装有导向滑轮(40),所述拉绳(41)绕设在导向滑轮(40)上,所述滑槽(33)内的滑块(43)上通过螺纹转动穿设有螺杆,所述螺杆一端与滑槽(33)内侧壁转动连接,所述螺杆另一端固定连接有转把。
7.根据权利要求6所述的一种汽车摄像头连续锻压装置,其特征在于:所述第二导杆(31)在定位板(27)底端呈环形阵列排布,所述第四导向孔(46)在升降板(29)上呈环形阵列排布。
技术总结
本发明涉及汽车摄像头制造领域,公开了一种汽车摄像头连续锻压装置,包括顶座和底座,顶座和底座之间固定连接有立杆,两侧的立杆之间分别安装有冲切组件和定位组件,顶座的上端安装有气动缸,底座的中心穿设有安装槽,安装槽内安装有液压缸,定位组件和底座之间的立杆外表面套设有第一弹簧。相较于现有技术,本申请采用圆棒料进行锻压,减少原材料的使用,对铝合金进行热处理,复杂产品进行精锻压,与传统分体结构相比,优化成一体结构,减少工序和部件,提高产品物理性能,采用冲孔和旋切平面,减少CNC和NC的加工余量,节省加工时间,降低成本,冲孔过程中,保证精锻胚体后续在定位板上的竖直安装,保证产品质量。
技术研发人员:高武龙,刘秋华
受保护的技术使用者:深圳市欣茂鑫实业有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!