一种带立式多通道预热及补热炉的批量化轧制热轧系统及方法与流程
本发明属于轧钢机械及自动化、热轧板带轧制;尤其涉及一种带立式多通道预热及补热炉的批量化轧制热轧系统及方法。
背景技术:
1、一种带立式多通道预热及补热炉的批量化轧制热轧系统专用于特种合金板带的热轧生产。
2、特种合金板带的热轧生产要求每一道次的轧制后都要进行补热,并且要实现批量化生产,同一批轧件中的每一块轧件的预热、补热时间和温度都要完全相同。
3、传统热轧生产无法满足上述要求,需要发明一种带立式多通道预热及补热炉的批量化轧制热轧系统。
技术实现思路
1、本发明的目的是提供了一种带立式多通道预热及补热炉的批量化轧制热轧系统及方法。
2、本发明是通过以下技术方案实现的:
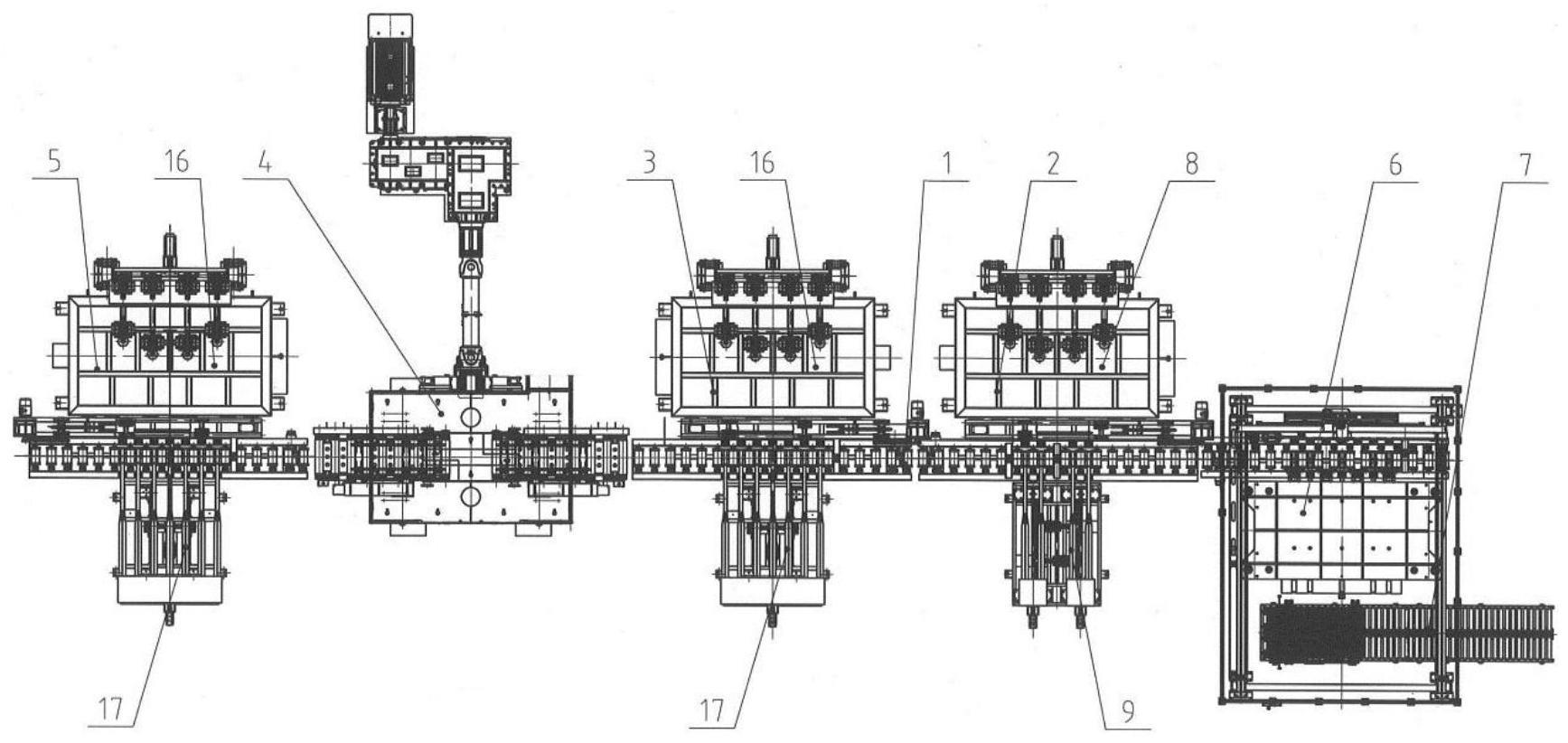
3、本发明涉及一种带立式多通道预热及补热炉的批量化轧制热轧系统,包括:运料辊道1,预热炉2,入口补热炉3,热轧机4,出口补热炉5,冷却装置6,自动上卸料装置7;
4、所述运料辊道1沿热轧机组中心线分别布置在热轧机4的入口、出口两侧;
5、预热炉2、入口补热炉3、出口补热炉5分别布置在运料辊道1的侧面;其中,所述预热炉2、入口补热炉3分别位于热轧机4的入口侧,出口补热炉5位于热轧机4出口侧;
6、冷却装置6布置在运料辊道1侧面及热轧机4出口侧;
7、自动上卸料装置7布置在冷却装置6上方。
8、优选地,所述运料辊道1由若干段独立传动的辊道组合而成。
9、优选地,所述预热炉2是立式箱式炉,包括预热炉炉体8、第一取送料机构9;
10、所述预热炉炉体8与第一取送料机构9分别布置在运料辊道1两侧;其中,预热炉炉体8靠近运料辊道1的一侧设置有预热炉炉门10,预热炉炉体8内部设置有预热炉料架11,料板在料架内沿高度方向多层放置;预热炉炉体8远离运料辊道1的一侧设置有第一料架升降机构12,预热炉炉体8的内部四面均布置有预热炉加热控温装置13;所述第一取送料机构9包括:第一托料架14、第一传动机构15。
11、优选地,所述入口补热炉3和出口补热炉5结构相同,均为立式箱式炉,包括:补热炉炉体16、第二取送料机构17;
12、所述补热炉炉体16与第二取送料机构17分别布置在运料辊道1的两侧;
13、其中,所述补热炉炉体16靠近运料辊道1的一侧设置有补热炉炉门18,补热炉炉体16内部设置有补热炉料架19,料板在料架内沿高度方向多层放置,补热炉炉体16远离运料辊道1的一侧有第二料架升降机构20,补热炉炉体16内部四面布置有补热炉加热控温装置21;所述第二取送料机构17包括:第二托料架22、第二传动机构23。
14、优选地,所述自动上卸料装置7,包括:吸盘机械手24、物料转运车25。
15、本发明还涉及前述的带立式多通道预热及补热炉的批量化轧制热轧系统的工作方法,包括以下步骤:
16、步骤1,使用物料转运车25将批量待轧料板运送至自动上卸料装置7处;
17、步骤2,吸盘机械手24将第一批料板从物料转运车25按照一定的节奏自动放置到运料辊道1上并摆正(每批次料板数量n块);
18、步骤3,运料辊道1将料板逐块输送至预热炉2处的等待工位后停止;
19、步骤4,预热炉炉门10打开,第一取送料机构9的第一托料架14将批量料板逐块叉起送入预热炉炉体8中料架第一列,完成装料后,预热炉炉门10关闭,预热炉2开始对料板预加热;
20、步骤5,为实现多批量料板生产连续不间断,在第一批料板预热结束前,重复操作步骤2、3、4,将第二批n块料板送入预热炉炉体8中料架第二列;
21、步骤6,第一批料板预热结束后,预热炉炉门10打开,第一取送料机构9的第一托料架14将料板逐块叉起从预热炉炉体8中取出放至运料辊道1上,料板出炉采用先入先出原则,即最先入炉的料板最先取出;
22、步骤7,运料辊道1将料板送入热轧机进行第一道次轧制,轧制后运料辊道1将料板输送至出口补热炉5处的辊道等待工位后停止;
23、步骤8,出口处的补热炉炉门18打开,第二取送料机构17的第二托料架22将料板叉起送入补热炉炉体16,完成装料后,出口处的补热炉炉门18关闭,出口补热炉5开始对料板补热;
24、步骤9,批量料板轧制时只有在上一块料板进入补热炉后,下一块料板才能从预热炉2中取出;
25、步骤10,批量料板在出口补热炉5中补热完成后,补热炉炉门18打开,第二取送料机构17的第二托料架22将料板逐块叉起从补热炉体16中取出放至运料辊道1上,料板出炉采用先入先出原则,即最先入炉的料板最先取出;
26、步骤11,运料辊道1将料板送入热轧机进行第二道次轧制,轧制后运料辊道1将料板输送至入口补热炉3处的辊道等待工位后停止;
27、步骤12,入口补热炉3的补热炉炉门18打开,第二取送料机构17的第二托料架22将料板叉起送入入口补热炉3的炉体,完成装料后,入口补热炉3的补热炉炉门18关闭,入口补热炉3开始对料板补热;
28、步骤13,从第二道次开始,料板不再进入预热炉2,只在入口补热炉3和出口补热炉5之间流转;
29、步骤14,按照上述操作继续轧制,经过偶数道次轧制,直至轧件达到所要求的尺寸后,运料辊道1将第一批轧件逐块送入热轧机出口侧的冷却装置6进行冷却;
30、步骤15,吸盘机械手24将冷却后的第一批料板从冷却装置6按照一定的节奏自动放置到物料转运车25,第一批料板轧制结束;
31、步骤16,重复操做步骤5,将第三批料板送入预热炉2的预热炉炉体8中料架第一列;
32、步骤17,重复操作步骤6-15,继续第二批料板的轧制,如此往复,从而实现n批料板不间断轧制生产。
33、该热轧系统料板进出预热炉及补热炉包括如下步骤:
34、料板进入预热炉2及补热炉(入口补热炉3、出口补热炉5)时,料架首先停留在进料工位(定义为0工位),对应的炉门打开,取送料机构的托料架将第一块料板从运料辊道上叉起送入炉体,料板被送至料架第一层(将料架最上层定义为第一层)的上方,料架随即上升一个工位,料板被举起存放在料架第一层,此时料架位于1工位,取送料机构的托料架退出炉体;同样的,第二块进入炉体的料板被送至第二层,料架上升至2工位,以此类推,顺序完成批量化料板(n块)的进炉操作,完成装料后,料架位于加热工位(即n工位),炉门关闭。
35、料板从预热炉2及补热炉(入口补热炉3、出口补热炉5)取出时,为了保证每块料板的加热时间都相同,必须遵从先入先出原则,即第一层料板要先出炉。料架需从加热工位(n工位)下降至出料工位(即1工位),炉门打开,取送料机构的托料架伸入料架第一层下方,料架随即下降一个工位(至0工位),料板从料架第一层转到托料架上,取送料机构的托料架退出炉体,将料板放至送料辊道上,料架随即上升两个工位(至2工位),取送料机构的托料架伸入料架第二层下方,料架随即下降一个工位(至1工位),以此类推,完成批量化料板(n块)的出炉操作,第n块料取出后,料架位于n-1工位,炉门关闭。
36、优选地,所述预热炉料架11为立式框形结构,沿高度方向共有n层,沿水平方向并排分为2列,每层可保证同时装载两块料板,最多可装载2n块料板。所述第一料架升降机构12用于料架的升降驱动,安装在炉体外部侧面,远离高温区域。其传动系统采用电机+减速机+链轮的传动方式,其定位系统采用机械定位+固定式传感器+红外传感器的三重定位模式,安全可靠。
37、预热炉料架11由耐热钢(zg40cr28ni48w5si2)铸造而成,可以有效减少高温变形。所述补热炉料架19是立式框形结构,沿高度方向共有n层,每层可保证同时装载一块料板,最多可装载n块料板。所述补热炉料架升降机构20用于料架的升降驱动,整体安装在炉体外部侧面,远离高温区域。其传动系统采用电机+减速机+链轮的传动方式,其定位系统采用机械定位+固定式传感器+红外传感器的三重定位模式,安全可靠。料架由耐热钢(zg40cr28ni48w5si2)铸造而成,可以有效减少高温变形。
38、优选地,所述第一料架升降机构12用于料架的升降驱动。
39、优选地,所述补热炉料架升降机构20用于料架的升降驱动;第一料架升降机构12、补热炉料架升降机构20整体安装在炉体外部侧面,远离高温区域,其传动系统采用电机+减速机+链轮的传动方式,其定位系统采用机械定位+固定式传感器+红外传感器的三重定位模式,安全可靠。
40、优选地,所述预热炉取送料机构9为双工位结构,每个工位对应料架中的一列,用于预热炉一层料架中两块料板的单独取送,第一传动机构15用于第一托料架14升降及前进后退,升降由伺服电机驱动升降机实现,进退由气缸实现。
41、所述第二取送料机构17为单工位结构,第二传动机构23可以实现第二托料架22升降及前进后退,升降由伺服电机驱动升降机实现,进退由气缸实现。
42、所述预热炉炉体8、补热炉炉体16,炉体耐火材料采用全纤维结构,所述预热炉加热控温装置13、补热炉加热控温装置21在炉体内高度方向分为5个温区布置,每个区域独立控温,加热,测温。
43、本技术较现有技术:一种轧制热轧系统,将预热炉左右两端的进出口位置分别设置两个炉门,炉体内部水平方向设有预热炉传动辊道,辊子上设置有隔环,由隔环将辊子分隔成多个轧件通道,预热炉炉体底部设置有多个竖直安装的预热炉顶升机构,用于轧件加热时托起轧件,由气缸驱动升降,物料在炉内水平并排布置;补温炉左右两端的进出口位置分别设置两个炉门,炉体底部外安装有加热炉横移装置,通过电机驱动加热炉整体横移,内部水平方向设有预热炉传动辊道,辊子上设置有隔环,由隔环将辊子分隔成多个轧件通道,预热炉炉体底部设置有多个竖直安装的预热炉顶升机构,用于轧件加热时托起轧件,由气缸驱动升降,物料在炉内水平并排布置。虽然预热炉及补温炉中物料的进出通过炉内辊道传动实现,但是由于辊道安装在炉内,在高温下长期使用容易产生变形,轴承在高温状态下寿命也大幅降低,因此辊道的故障率较高,且维护很不方便。另外,补温炉通过加热炉横移装置来实现某物料通道与轧机工作辊道的对接,实现特定物料的进炉、出炉及轧制。在高温下,补温炉频繁整体移动,炉体的加速、减速、震动会使炉体内的加热元件、顶升机构、电气元件的故障率增大,设备可靠性降低。更进一步地,由于现有技术中预热炉与补温炉中物料为水平布置,该布置会使炉体占用车间场地较大,补温炉整体横移使得设备占用场地更大。
44、而本发明中的预热炉与补热炉炉体均为固定的设置,设备可靠性高;将物料放置在炉体中的料架上,本发明所涉及的料架由耐高温合金材料一体铸造而成,即使在高温下长期使用也不会变形;本发明所涉及的料架升降装置安装在炉体外,巧妙地受高温影响的现象。本发明结构设计巧妙,物料进出炉体通过取送料装置实现,本发明将取送料装置安装在炉体外,避开其受高温影响的问题。运料辊道均布置在加热炉外,远离高温区域。本发明中物料在炉体内竖直放置,使得炉体水平方向的尺寸较小,节省场地空间。本发明大大降低了障率低,可靠性高,安全有保障,节省场地空间。
45、本发明具有以下优点:
46、(1)本发明通过在热轧机4的入口侧布置预热炉2、入口补热炉3,在热轧机4的出口侧布置出口补热炉5,实现了批量化料板的预热及每道次轧制后的补热。
47、(2)本发明所涉及的预热炉2、入口补热炉3、出口补热炉5均为立式结构,炉体内的料架是立式多层框形结构,此结构紧凑占地面积小,操作时炉体固定无需移动,提高了预热炉、补热炉的设备可靠性,降低了设备故障率。
48、(3)本发明中预热炉2、入口补热炉3、出口补热炉5的料架在料架升降机构的驱动下可以在炉体内升降,料板进出炉体通过取送料机构实现,此结构可以实现料板进出炉体时的先入先出原则,能够保证批量化轧制时每块料板的加热时间都相同。
49、(4)本发明所涉及的预热炉2的料架在水平方向并排设置有两个存料工位,预热炉2取送料机构同样为双工位结构,此结构可以实现预热炉一层料架中两块料板的单独分时存取,从而可以实现本热轧系统多批料板不间断轧制生产,提高了生产效率。
50、(5)本发明通过自动上卸料装置7实现原料板上料、成品板卸料的自动化操作,提高了设备的自动化水平。
- 还没有人留言评论。精彩留言会获得点赞!