一种气体流量计压铸制作工艺的制作方法
本发明涉及集中供气气体流量计,具体为一种气体流量计压铸制作工艺。
背景技术:
1、在焊接行业中的气体保护焊领域通常能用到一种流量计,安装在液灌中的氩气和二氧化碳的混合气体或纯氩经气体管道减压后传输到集气包的输出口,通常一个集气包安装2到10个流量计,用于传输和调节保护气的气体流量。
2、公开号cn201921591028.1公开了节能型气体减压流量计组,该产品的结构是左右结构形式。公开号cn213579581u公开了一种节能型气体减压流量计组,该产品的结构是上下结构形式。在将原有设计左右结构改成上下结构时,原有的阀体高压室进气口由阀体侧面进气改为从高压室305的高压弹簧307的弹簧座上部开孔处进气,原结构的压铸件工艺在改变结构后不能满足现结构使用条件,阀体必须改变制造工艺。经反复论证,现阀体由黄铜59-1浇筑或黄铜59-1压铸完成来解决现有问题。经过浇铸件测试后,证明该工艺加工的产品能满足需要,可以达到成品占地空间小,解决原结构(zl201921591028.1技术产品)调节旋钮多出客户集中供气流量计气包防尘箱箱门6cm, 原箱门关不上,必须更换箱门,增加制造箱门和安装箱门每套大约85元的成本,和工人更换型门潜在危险的成本。但是经过反复实验,发现以下问题:成品经过一段时间使用后会有1、漏气现象,2、抛丸遗留在阀体内的钢珠堵塞出气通道而导致不出气。遂进行59-1铜压铸阀体试验,做压铸件主要的问题是:如何解决阀体低压室出气口到出气宝塔头之间的气路通道问题。
技术实现思路
1、针对上述存在的技术不足,本发明的目的是提供一种气体流量计压铸制作工艺,其解决了浇铸件压力低压铸件成品中有气孔导致漏气,抛光时有小钢珠堵住出气孔的问题。
2、为解决上述技术问题,本发明采用如下技术方案:
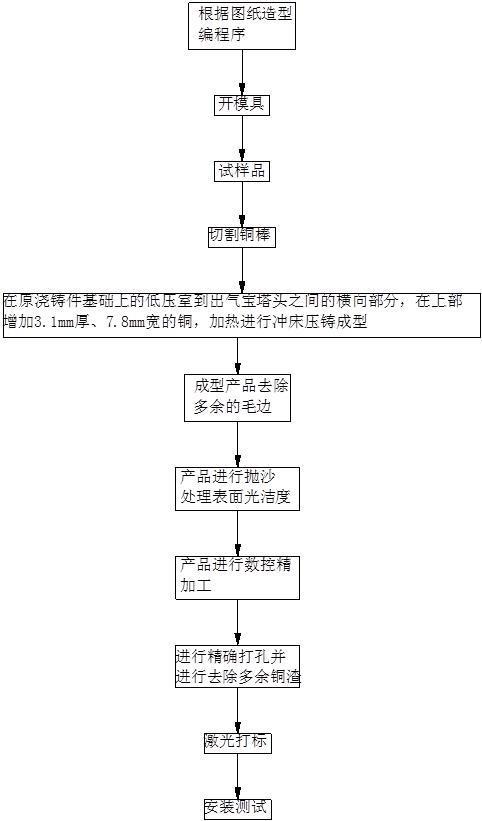
3、本发明提供一种气体流量计压铸制作工艺,其特征在于,包括如下步骤:
4、步骤1:根据图纸造型编程序;
5、步骤2:开模具;
6、步骤3:试样品;
7、步骤4:将铜棒切割成合适的长短;
8、步骤5:在原浇铸件基础上的低压室到出气宝塔头之间的横向部分,在上部增加3.1mm厚、7.8mm宽的铜,加热进行冲床压铸成型;
9、步骤6:成型产品去除多余的毛边;
10、步骤7:产品进行抛沙处理表面光洁度;
11、步骤8:产品进行数控精加工;
12、步骤9:进行精确打孔并进行去行多余铜渣;
13、步骤10:激光打标;
14、步骤11:安装测试。
15、本发明的有益效果在于: 本发明在原浇铸件基础上的低压室到出气宝塔头之间的横向部分,在上部增加3.1mm厚、7.8mm宽的铜,因为是铜棒加热压铸,密度高,耐压强,加工后的成品质量非常好,解决了浇铸件压力低压铸件成品中有气孔导致漏气,抛光时有小钢珠堵住出气孔的问题。
技术特征:
1.一种气体流量计压铸制作工艺,其特征在于,包括如下步骤:
技术总结
本发明公开了一种气体流量计压铸制作工艺,包括如下步骤:步骤1:根据图纸造型编程序;步骤2:开模具;步骤3:试样品;步骤4:将铜棒切割成合适的长短;步骤5:在原浇铸件基础上的低压室到出气宝塔头之间的横向部分,在上部增加3.1mm厚、7.8mm宽的铜,加热进行冲床压铸成型;步骤6:成型产品去除多余的毛边;步骤7:产品进行抛沙处理表面光洁度;步骤8:产品进行数控精加工。本发明工艺在原浇铸件基础上的低压室到出气宝塔头之间的横向部分,在上部增加3.1mm厚、7.8mm宽的铜,因为是铜棒加热压铸,密度高,耐压强,加工后的成品质量非常好,解决了浇铸件压力低压铸件成品中有气孔导致漏气、抛光时有小钢珠堵住出气孔的问题,比浇铸工艺成本降低40%。
技术研发人员:石方海
受保护的技术使用者:徐州驿路梨花节能环保科技有限公司
技术研发日:
技术公布日:2024/1/14
- 还没有人留言评论。精彩留言会获得点赞!