一种汽车电路板焊接修理设备及修理方法与流程
本发明涉及汽车电路板加工,具体涉及一种汽车电路板焊接修理设备及修理方法。
背景技术:
1、随着智能产业的发展,电路板得到了快速技术进步,并应用到各个行业中,电路板使电路迷你化、直观化,对于固定电路的批量生产和优化用电布局起重要作用。我国信息电子产业的快速发展为印刷电路板行业的快速发展提供了良好的市场环境,电子通讯设备、电子计算机、家用电器等电子产品产量的持续增长为印刷电路板行业的快速增长提供了强劲动力,电路板在汽车总线中应用广泛,一般电路板上的电子元件通过自动焊接机械进行焊接,提高了电路板加工的效率,由于电路板电路迷你化,需要电路板精细程度增加,焊接质量也随着提高,但是电路板焊接经常出现各种缺陷,例如:虚焊、偏焊、桥接、堆焊、缺焊、针孔、拉尖、拖尾、脱焊等缺陷,人工检测难度大,手动修理效率低。
技术实现思路
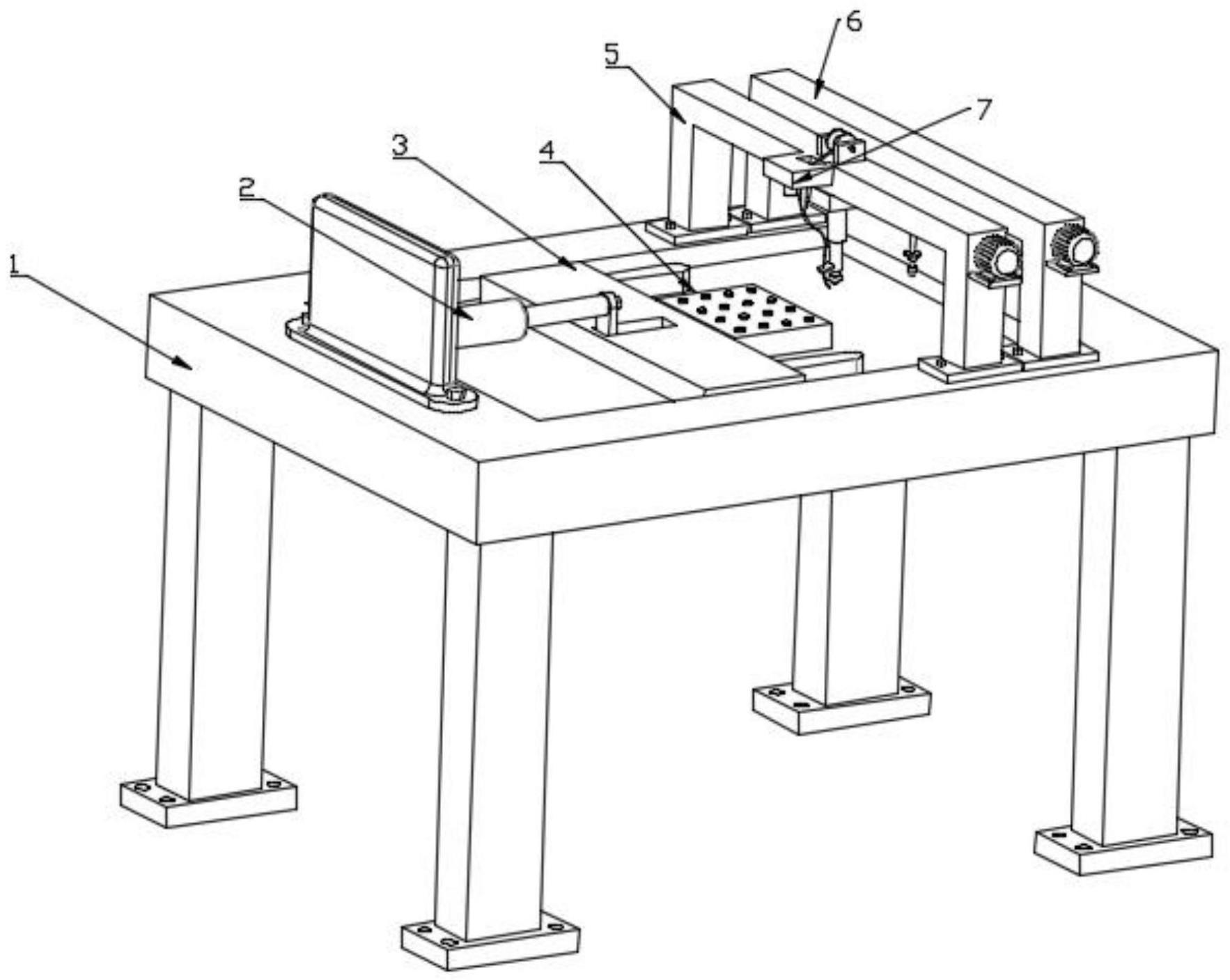
1、为解决上述技术问题,本发明提供一种汽车电路板焊接修理设备,所述的汽车电路板焊接修理设备包括:
2、工作台,工作台在纵向上设置有放料工位、检修工位、卸料工位;
3、夹持组件,滑动放置在工作台上,夹持组件用于将放置在工作台上的汽车电路板夹持住并进行移动;
4、纵向推拉件,安装在工作台上并与夹持组件连接,纵向推拉件用于驱动夹持组件移动并对汽车电路板进行夹持;
5、摄像单元,安装在工作台上的检修工位,并处于汽车电路板的上方,其用于对进入检修工位的汽车电路板焊接面进行拍摄,获得焊接图片;
6、补焊组件,安装在工作台上,其用于对汽车电路板上表面的焊脚进行定位补焊;
7、打磨组件,安装在工作台上,其用于对汽车电路板上表面的焊脚进行定位打磨;
8、控制器,与夹持组件、摄像单元、补焊组件和打磨组件电连接,在进行焊接修理过程中,可以通过人工或者机械手将汽车电路板放置放料工位,并对汽车电路板进行轻微的按压,轻微按压的力度不能使汽车电路板损坏,且可以使汽车电路板在工作台上摩擦力大于推拉齿杆与传动框架的滑动摩擦阻力,汽车电路板阻挡传动框架的纵向滑动,此时,传动框架无法向前滑动,纵向推拉件推动推拉齿杆纵向移动,推拉齿杆在传动框架的内部滑动,通过传动齿轮组进行传动,两个拉动齿杆相对滑动,从而使两个夹持杆靠拢夹持住汽车电路板,松开按压力;夹持住汽车电路板后两个夹持杆无法相对靠拢,此时完成汽车电路板的放置位置定位,两个夹持杆无法靠拢,推拉齿杆在传动框架的内部无法相对移动,横向驱动件继续推动从而推动汽车电路板纵向移动,使汽车电路板进入到检修工位;控制器构建一个空间坐标系,所述的空间坐标系为移动坐标系,摄像单元对进入到检修工位的汽车电路板拍摄获得图片;控制器将所述的图片植入到空间坐标系中;控制器根据当前汽车电路板的类型查找一个类型-焊点坐标信息表,获得各个焊点的坐标值(xi,yi,0),其中,i为焊点的编号;控制器以各个焊点为中心,以r为半径,以h为高度构建一个标准焊接椎体模型ai;通过对图片进行分析获得各个焊点的焊脚模型ai’,焊脚模型包括实际的焊脚位置、焊脚的高度h’、各个高度裙状半径r’,控制器将焊脚模型ai’与标准焊接椎体模型ai进行焊点坐标重叠堆放,并计算获得非重叠模型的zi对应的半径差集{rij}和高度差集{hij},当rij≥0时j为1,当rij<0时j为-1;控制器判定半径差rij是否大于一个预先设置的r标,如果rij不大于r标,则认为周向不进行修理;如果rij大于r标,控制器判定j是或者是-1,如果是,控制器控制补焊组件对该焊脚进行补焊,控制器通过纵向推拉件推动汽车电路板进入到补焊组件、打磨组件纵向位置为纵坐标;控制器计算补焊量vi和φ进行补焊;如果j是-1,控制器控制打磨组件对该焊点进行打磨,控制器计算打磨量vi’和φ进行补焊,控制器判断δh=h’-h是否大于一个预设的高度差值标准,如果是,则控制器控制打磨组件对该焊点高度进行打磨去除直至高度为h,如果否,则认为高度不进行修理;修理结束后或者不进行修理,纵向推拉件推动汽车电路板进入卸料工位,纵向推拉件反向拉动夹持杆张开完成汽车电路板的释放。
9、优选的:所述夹持组件包括传动框架、传动组件和夹持杆,传动框架朝向汽车电路板的边部与汽车电路板的边部吻合,传动组件设置在传动框架的内部,并与纵向推拉件的动力输出端连接;夹持杆相对设置有两个,用于从汽车电路板的两侧边夹住汽车电路板对其进行夹持和定位,两个夹持杆滑动连接在传动框架朝向汽车电路板的边部并与传动组件连接,纵向推拉件推动传动框架向放置在工作台上的汽车电路板靠近,当传动框架受到阻力时,传动框架停止移动并通过传动组件传动使两个夹持杆靠拢将汽车电路板从两侧夹持住。
10、优选的:传动组件包括推拉齿杆、传动齿轮组、拉动齿杆,推拉齿杆滑动安装在传动框架的内部,推拉齿杆长边与传动框架的滑动方向一致,推拉齿杆的两侧开设有齿纹,传动齿轮组有两个并设置在传动框架的内部,且啮合在推拉齿杆的两侧,拉动齿杆设置有两个,滑动处于传动框架的内部并分别与两个传动齿轮组啮合,拉动齿杆与夹持杆固定连接,其中推拉齿杆推动拉动齿杆滑动的摩擦力大于传动框架的滑动摩擦力;纵向推拉件推动推拉齿杆,推拉齿杆带动传动框架向汽车电路板移动,汽车电路板对传动框架形成阻力,此时传动框架无法移动,推拉齿杆在传动框架的内部滑动,通过传动齿轮组进行传动,两个拉动齿杆相对滑动,从而使两个夹持杆靠拢夹持住汽车电路板,夹持住汽车电路板后两个夹持杆无法相对靠拢了,则推拉齿杆在传动框架的内部无法相对移动,从而推动夹持组件和汽车电路板移动,以此完成汽车电路板的工位转换.
11、优选的:所述的两个夹持杆和拉动齿杆对称设置,将汽车电路板定位在夹持组件中间位置。
12、优选的:所述的传动齿轮组包括第一齿轮和第二齿轮,第一齿轮和第二齿轮转动设置在传动框架的内部并同轴固定连接,第二齿轮的半径大于第一齿轮的半径,第一齿轮与推拉齿杆啮合,第二齿轮与拉动齿杆啮合。
13、优选的:所述夹持杆的夹持面上固定连接有支撑块,支撑块内侧设置为斜面,支撑块的顶部设置有缓冲层。
14、优选的:所述补焊组件和打磨组件均包括安装架、横向驱动件、滑动安装座,安装架是凹字形结构,并倒置的固定安装在工作台上,安装架的下表面滑动设置在滑动安装座,安装架上安装有横向驱动件,横向驱动件用于调节滑动安装座的横向位置。
15、优选的:所述φ为角度坐标,可以定义为与坐标系x轴的旋转夹角。
16、优选的:所述其中,φ1、φ2是rij大于r标的扇形角度值,a、b是rij大于r标的高度边界值;
17、优选的:所述其中,φ、φ,是rij大于r标的扇形角度值,a、b是rij大于r标的高度边界值。
18、优选的:所述两个拉动齿杆的相对面上固定设置有磁铁,当汽车电路板夹持时,两个磁铁相互吸引,避免了夹持杆分离,从而使汽车电路板夹持稳定。在卸料工位上相对的设置有两个撑开件,撑开件的内侧设置有斜面,当汽车电路板进入卸料工位时,夹持杆分别插入两个撑开件,撑开件内侧斜面使两个夹持杆分离,从而完成汽车电路板的释放。通过两个磁铁的设置,使汽车电路板的夹持、定位更加准确。避免了补焊和打磨定位错误。
19、优选的:所述汽车电路板的类型获得是通过对图片进行扫描,获得汽车电路板的特征参数,并通过特征参数查找参数-类型信息表,获得汽车电路板的类型。
20、本发明还提供一种多层熔喷无纺布的制备方法,应用于上述一种汽车电路板焊接修理设备,所述的汽车电路板焊接修理方法包括如下步骤:
21、s1、控制器控制纵向推拉件推动夹持组件完成放料工位上的汽车电路板夹持,并推动汽车电路板进入到检修工位。
22、s2、控制器构建一个空间坐标系。
23、s3、摄像单元对进入到检修工位的汽车电路板拍摄获得图片,并将所述的图片植入到空间坐标系中。
24、s4、根据当前汽车电路板的类型查找一个类型-焊点坐标信息表,获得各个焊点的坐标值(xi,yi,),其中,i为焊点的编号。
25、s5、以各个焊点为中心,以r为半径,以h为高度构建一个标准焊接椎体模型ai。
26、s6、控制器通过对图片进行分析获得各个焊点的焊脚模型ai’,焊脚模型包括实际的焊脚位置、焊脚的高度h’、各个高度裙状半径r’。
27、s7、控制器将焊脚模型ai’与标准焊接椎体模型ai进行焊点坐标重叠堆放,并计算获得非重叠模型的zi对应的半径差集{rij}和高度差集{hij},其中,当rij≥0时j为1,当rij<0时j为-1。
28、s8、判定半径差rij是否大于一个预先设置的r标,如果rij不大于r标,则认为周向不进行修理。
29、s9、如果rij大于r标,判定j是1或者是-1,如果j是1,控制补焊组件对该焊脚进行补焊。
30、s10、如果j是-1,控制器控制打磨组件对该焊点进行打磨。
31、s11、判断δh=h’-h是否大于一个预设的高度差值标准,如果是,则控制打磨组件对该焊点高度进行打磨去除直至高度为h,如果否,则认为高度不进行修理。
32、s12、修理结束后或者不进行修理,纵向推拉件推动汽车电路板进入卸料工位,纵向推拉件反向拉动夹持杆张开完成汽车电路板的释放。
33、本发明的技术效果和优点:通过摄像头可以自动读取焊脚缺陷,避免了人工对多个焊脚进行一一排除,由于焊脚数量多,人工排查工作量大,自动识别提高了检测的效率,并且避免了人为因素干扰和依赖,提高了检测的客观性。通过对各个焊脚模型和标准焊脚模型进行对比。可以实现圆周不同角度、不同高度的补焊和打磨,修理效果好,可以最大程度的完成焊接修理,避免了多种焊接缺陷的出现。
- 还没有人留言评论。精彩留言会获得点赞!