一种带钢轧制力控制装置的制作方法
本发明属于钢带冷轧,尤其是涉及一种带钢轧制力控制装置。
背景技术:
1、带钢冷轧是加工钢材时的一种生产工艺,冷轧薄板用于汽车、家电和各类食品包装,因此除了通常的力学性能和板形要求外,对带钢的表面质量都有很高的要求,其中带钢冷轧的生产过程中,轧制力大小的变化对冷轧质量的影响很大。
2、目前的冷轧工作使用多组冷轧辊对带钢进行多次冷轧成型,多组冷轧辊的冷轧间隙逐渐变小,以此满足带钢冷轧的生产工作,在实际带钢冷轧中还存在以下问题:
3、1、固定间距的冷轧辊不能完全匹配带钢,受到自身材料特性的影响和之前生产加工的作用,当带钢相对较软时,上一个冷轧辊的作用下会使得带钢比预先估计变得更薄,因此到下一个冷轧辊工作时存在挤压不到位的问题,影响带钢的冷轧质量,而带钢相对较硬时,上一个冷轧辊的作用下带钢比预先估计变得更厚,进而导致下一组冷轧辊对带钢的轧制力过大,容易导致板型不良和出现边浪与肋浪的缺陷,严重时甚至会跑偏勒辊,增大辊耗及能耗;
4、2、目前冷轧辊的转速是相对固定匀速的,而随着多组冷轧辊的作用下,在变形区内带钢的厚度逐渐减小,根据变形金属的体积不变的条件,变形区内金属各质点运动速度不一样,带钢和轧辊间产生相对运动,变薄位置的带钢所需的传动速度需要更快,不然带钢的相对传送速度会大于冷轧辊的圆周速度,进而直接导致滑动摩擦的产生,不仅影响生产质量,且对带钢和冷轧辊的表面都会造成较大的损伤,损耗高;
5、3、带钢在平整轧制过程中,由于多组冷轧辊之间的速度相对不同,多组冷轧辊的动作速度差不在合适范围就容易造成带钢表面轧制力和伸长率分布不均匀,进而使得带钢表面粗糙度出现局部不均匀的情况,造成其反光性的差异,从而在视觉上表现出色差,这一问题很难及时发现,特别是在工作人员处于不反光的位置时,更是难以看出色差,生产完后才能发现制冷不满足预期要求,造成较为严重的后果。
6、为此,我们提出一种带钢轧制力控制装置来解决上述问题。
技术实现思路
1、本发明的目的是针对上述问题,提供一种带钢轧制力控制装置。
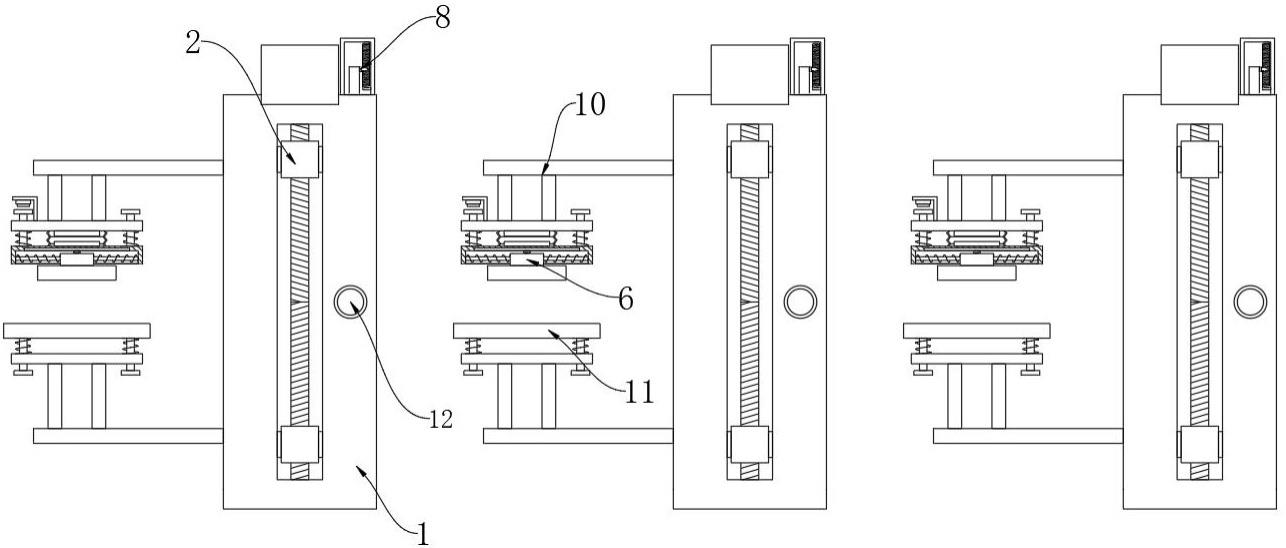
2、为达到上述目的,本发明采用了下列技术方案:一种带钢轧制力控制装置,包括多个并列设置的机架,所述机架内通过升降调节机构上下对称固定安设有两个冷轧辊,所述机架的上下相对一侧内壁还固定安设有与冷轧辊输入端连接的同步旋转传动机构,所述机架的上端固定安设有用于驱动升降调节机构和同步旋转传动机构动作的动力驱动机构,上下两个所述冷轧辊的侧壁分别通过安装架固定连接有表面粗糙度自检测机构和承托板,上下两个所述安装架分别与表面粗糙度自检测机构和承托板通过活动连接机构连接,位于上侧所述冷轧辊的上端和机架的上端安设有同一个供电大小调控机构,所述机架的外侧安设有警报器。
3、在上述的一种带钢轧制力控制装置中,所述升降调节机构包括四个对称固定连接在两个冷轧辊外的u形连接板,所述u形连接板远离冷轧辊的一侧固定连接有升降块,所述机架的相对两侧均开设有用于升降块卡入的条形开口,所述机架对应条形开口的上下相对一侧内壁通过轴承转动连接有双向螺杆,所述升降块的表面开设有与双向螺杆螺纹套接的螺孔,所述升降块的前后相背两侧均固定连接有固定电磁块,所述机架对应条形开口的内壁对称固定嵌设有两个与固定电磁块接触连接的固定永磁条。
4、在上述的一种带钢轧制力控制装置中,所述同步旋转传动机构包括两根对称转动连接在机架上下相对一侧内壁的传动轴,所述冷轧辊的输入端两端均固定连接有蜗轮,所述冷轧辊的相背两侧均固定安设有轴承座,且对应轴承座的内壁通过滚珠轴承转动套接有与蜗轮啮合的蜗杆,所述蜗杆的中心处开设有与传动轴活动套接的通孔,所述传动轴的外壁与蜗杆的内壁为对应的矩形结构。
5、在上述的一种带钢轧制力控制装置中,所述动力驱动机构包括固定连接在机架上端中间位置的双轴电机,所述双轴电机的两端输出端均固定连接有延伸轴,所述延伸轴的一端轴壁与传动轴的上端之间通过第一锥齿轮组件传动连接,所述机架的上端两侧均固定安设有定位座,所述定位座的上端侧壁开设有通孔,且对应通孔内通过轴承转动套接有连接轴,所述连接轴的一端通过第二锥齿轮组件与双向螺杆的上端传动连接,所述连接轴和延伸轴相向一端通过电磁吸附组件固定连接。
6、在上述的一种带钢轧制力控制装置中,所述表面粗糙度自检测机构包括绝缘壳,所述绝缘壳的下端开设为开口,所述绝缘壳的相对一侧内壁固定连接有多根导向杆,多根所述导向杆的杆壁外滑动套接有同一个滑动块,所述滑动块的下端固定连接有摩擦块,所述滑动块的相背两侧与绝缘壳的内壁之间均固定连接有多个套设在导向杆外的维稳弹簧,所述滑动块的上端固定连接有导电块,所述绝缘壳的内壁顶部固定嵌设有与导电块电性接触的电阻条,位于上侧所述安装架的下端与绝缘壳的上端之间固定安设有摩擦力大小调节机构。
7、在上述的一种带钢轧制力控制装置中,所述活动连接机构包括多根对称固定连接在绝缘壳上端和承托板下端的补偿杆,所述补偿杆的一端贯穿安装架的侧壁,且固定连接有防脱板,两个所述安装架与绝缘壳和承托板之间分别固定连接有多个套设在补偿杆外的补偿弹簧,位于上侧所述安装架的上端固定连接有l形卡固板,所述l形卡固板的水平部下端固定安设有常闭压力开关。
8、在上述的一种带钢轧制力控制装置中,所述供电大小调控机构包括固定连接在机架上端的绝缘筒,所述绝缘筒的内壁一侧固定连接有电阻棒,位于上侧所述冷轧辊的上端固定连接有随动杆,所述随动杆的上端贯穿伸出机架,且伸入绝缘筒内,所述随动杆的上端侧壁固定连接有弹性电接片,所述弹性电接片与电阻棒电性接触。
9、在上述的一种带钢轧制力控制装置中,所述摩擦力大小调节机构包括固定连接在绝缘壳上端的加力永磁块,位于上侧所述安装架的下端固定连接有加力电磁块,所述绝缘壳的上端和安装架的下端固定连接有套设在加力永磁块和加力电磁块外的绝缘折叠护套。
10、与现有的技术相比,本发明的有益效果在于:
11、通过设置的机架、升降调节机构、冷轧辊、同步旋转传动机构、动力驱动机构,能够根据带钢对应位置的薄厚程度进行冷轧间隙的自调节,进而保证冷轧辊对带钢表面的冷轧力处于一个稳定的状态,使得冷轧力不会过大也不会过小,保证了冷轧质量。
12、通过设置的动力驱动机构、同步旋转传动机构和供电大小调控机构,能够基于当前位置带钢的薄厚程度对冷轧辊的输送速度进行自适应调节,进而满足带钢不同位置所需传动速度不同的要求,避免带钢的相对传送速度大于冷轧辊的圆周速度,进而对带钢和冷轧辊的表面都会造成较大的损伤的问题。
13、通过设置的表面粗糙度自检测机构、活动连接机构和摩擦力大小调节机构,能够对带钢表面的粗糙度进行实时监测,且能够基于带钢表面粗糙度的变化对冷轧辊的传动速度进行自适应的调节,进而有效预防带钢表面色差问题的扩大,且能够及时警示工作人员作出相应处理,保证带钢的冷轧质量。
14、综上所述:本发明保证冷轧辊对带钢表面的冷轧力处于一个稳定的状态,使得冷轧力不会过大也不会过小,保证了冷轧质量,能够满足带钢不同位置所需传动速度不同的要求,避免带钢的相对传送速度大于冷轧辊的圆周速度,进而对带钢和冷轧辊的表面都会造成较大的损伤的问题,有效预防带钢表面色差问题的扩大,且能够及时警示工作人员作出相应处理,保证带钢的冷轧质量。
- 还没有人留言评论。精彩留言会获得点赞!