一种螺栓加工用的冷镦成型设备的制作方法
本发明涉及一种冷镦成型设备,具体为一种螺栓加工用的冷镦成型设备。
背景技术:
1、螺栓冷镦工艺的一般过程主要包括以下几个步骤:材料准备:选择适合的材料,通常使用优质的钢材作为原材料,并进行所需的锻造和热处理。预处理:将原材料进行切削、清洗等预处理工序,以去除表面的污垢和氧化物,确保材料干净。冷镦成型:将预处理后的材料放入冷镦机中,利用冷镦机的压力和模具来使材料在有限空间内变形,从而实现螺纹牙的成型。表面处理:对螺栓进行防腐处理,例如镀层、磷化或镀锌等,以增加其使用寿命和抗腐蚀能力。
2、在冷镦成型时,需要将螺栓坯料压入模具,在完成螺栓坯料的加工后就需要通过顶杆顶出螺栓半成品,再将螺栓半成品移送至下一模具中。但是对于一些细长的螺栓半成品,顶杆受到的阻力较大,在推出产品的过程中容易发生塑性弯曲,且弹性推出螺栓的过程中,螺栓存在掉落风险。顶杆不仅需要承担螺栓塑性的压力,同时需要将塑性后的螺栓推出模具,且为了防止顶杆与模具产生磨损,顶杆一般设置为细长杆,这样一来对于顶杆材料性能的要求更高,而顶杆损坏的风险更高,不仅增加了设备的成本,同时增加了设备维修及运行的成本。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种螺栓加工用的冷镦成型设备,解决了现有的螺栓冷镦机在传输螺栓半成品时,需要先将螺栓半成品从模具中通过弹性顶杆推出,导致螺栓存在掉落风险,且在冷镦成型时,顶杆的塑性效果差、增加了设备成本的问题。
3、(二)技术方案
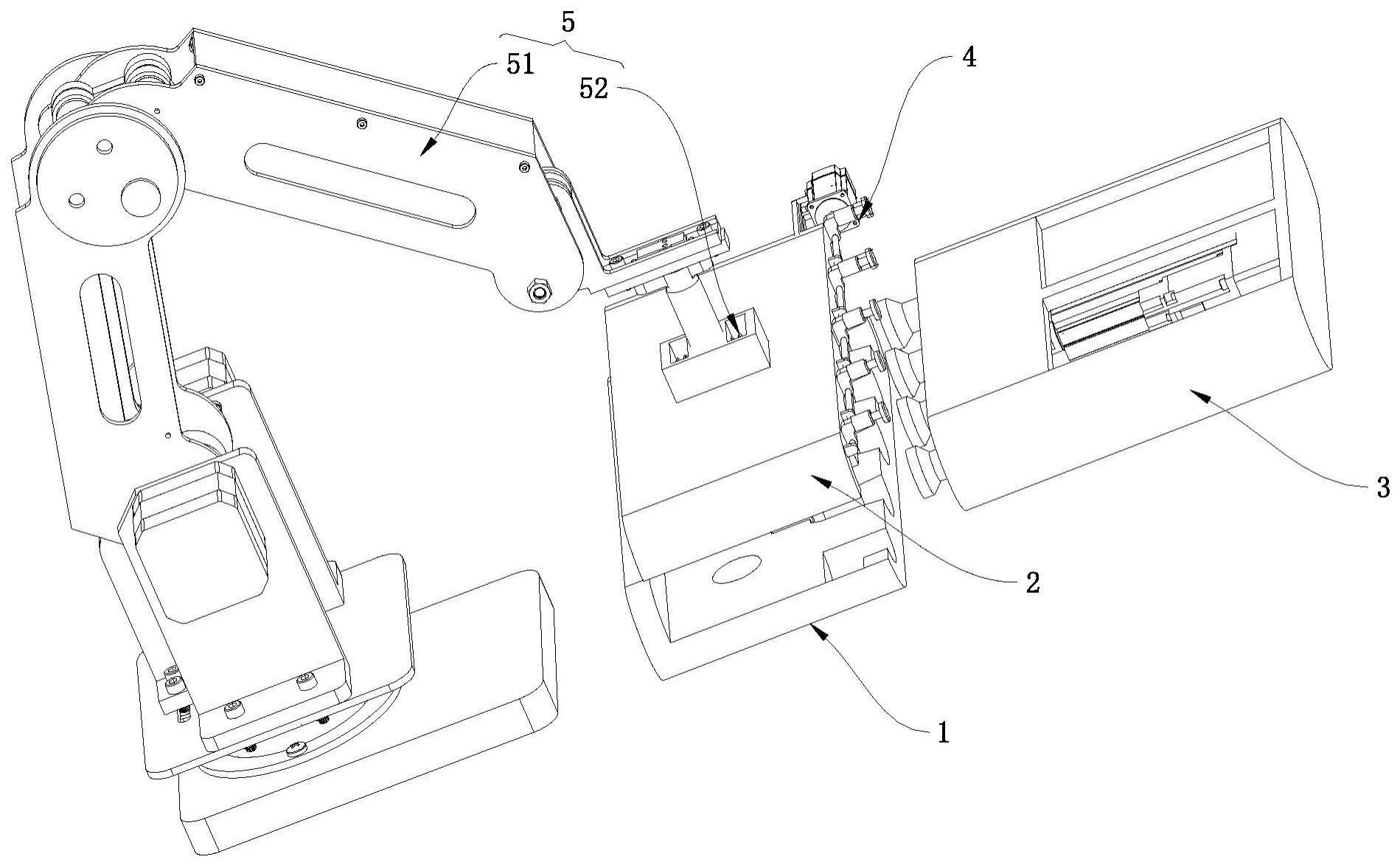
4、为实现以上目的,本发明通过以下技术方案予以实现:一种螺栓加工用的冷镦成型设备,包括固定座、移动座、冲模机构、辅助传动机构和驱动机构。
5、固定座的内部开设有多个阵列设置的半圆槽一和至少两个定位槽。半圆槽一内安装有半模具一。移动座的内部设置有多个半圆槽二和至少一个定位块。半圆槽二与半圆槽一结构相同且位置相对。半圆槽二内安装有半模具二。半模具二与半模具一相对设置,且半模具一与半模具二贴合时共同构成模具。定位块与定位槽形状吻合,用于对移动座限位。冲模机构用于挤压每个模具中的螺栓坯料或螺栓半成品,将螺栓坯料或螺栓半成品加工成与对应的模具形状吻合的螺栓半成品。辅助传动机构安装在移动座上,用于将螺栓坯料或螺栓半成品夹持在半模具二中。驱动机构与移动座固定连接,用于驱动移动座移动。
6、上述冷镦成型设备通过驱动机构将移动座驱动至与固定座完全贴合,启动冲模机构对每个模具内的螺栓坯料或半成品进行挤压成型。随后启动辅助传动机构将螺栓半成品夹持在半模具二内,再次启动驱动机构将移动座移开至半模具一与下一半模具二位置相对。将辅助传送机构复位,使每个半模具二中的螺栓半成品掉落至下方的半模具一中。上述冷镦成型设备可以实现螺栓不间断的冷镦成型,相较于现有的冷镦工艺,在保持加工效率的同时,还可以实现对螺栓加工的可靠输送,降低螺栓输送过程中的掉落风险,同时由于无需采用顶杆将螺栓推出,对于螺栓尾部的塑性更加完整可靠,无需额外增加工序,降低设备及工艺成本。
7、优选的,固定座上设置有限位块。限位块用于对移动座限位,以使冲模机构在挤压时,移动座与固定座吻合。
8、优选的,冲模机构包括滑块、滑轨、多个模芯和线性驱动组件。模芯与半圆槽一位置相对。多个模芯阵列安装在滑块上。滑块与滑轨滑动连接。线性驱动组件与滑块固定连接,用于驱动滑块移动,使模芯移动至对应的模具内,将螺栓坯料或螺栓半成品挤压成型。
9、优选的,辅助传动机构包括电机、转轴、至少一个支撑座、多个抵接组件。电机安装在移动座上。支撑座固定连接在移动座上。转轴的一端与电机固定连接,另一端穿过支撑座并与支撑座转动连接。抵接组件固定连接在转轴上,每个抵接组件对应设置在半圆槽二外侧,用于将螺栓坯料或螺栓半成品抵接在半圆槽二内。
10、优选的,抵接组件包括连杆、线性驱动器和压块。连杆的一端固定连接在转轴上,另一端固定连接在线性驱动器的固定端。线性驱动器的移动端与压块固定连接。启动电机驱动连杆转动,将线性驱动器及压块旋转至半圆槽二内,同时启动线性驱动器将压块驱动至与螺栓坯料或螺栓半成品抵接,则螺栓坯料或螺栓半成品均被夹持在半模具二内,对螺栓的夹持输送更加可靠。
11、优选的,驱动机构包括机械臂和复位弹簧,机械臂的移动端与移动座滑动连接,用于驱动移动座靠近或远离固定座。复位弹簧固定连接在机械臂与移动座之间,用于驱动移动座向远离固定座一侧移动。
12、本发明还提供一种螺栓加工用的冷镦成型设备的加工方法,包括如下步骤:
13、s1:向首个半圆槽一内输送螺栓坯料。
14、s2:启动驱动机构,将移动座驱动至与固定座相对贴合。通过定位块与定位槽对移动座进行限位,使移动座与固定座刚好吻合,每个半模具一与半模具二刚好构成模具。
15、s3:启动冲模机构,将位于每个模具内的螺栓坯料或螺栓半成品挤压成型。
16、s4:冲模机构复位后,启动辅助传动机构将每个模具内的螺栓坯料或螺栓半成品夹持在半圆槽二内。
17、s5:启动驱动机构将移动座驱动至每个半圆槽二与下一半圆槽一位置相对,在移动座与固定座的间距达到预设的阈值后,辅助传动机构复位,将螺栓坯料及螺栓半成品分别输送至下一半圆槽一内,其中,处于末个半圆槽一内的螺栓半成品被输送至下一工序。返回步骤s1。
18、(三)有益效果
19、本发明提供了一种螺栓加工用的冷镦成型设备。具备以下有益效果:
20、(一)、本发明通过驱动机构将移动座驱动至与固定座完全贴合,启动冲模机构对每个模具内的螺栓坯料或半成品进行挤压成型。随后启动辅助传动机构将螺栓半成品夹持在半模具二内,再次启动驱动机构将移动座移开至半模具一与下一半模具二位置相对。将辅助传送机构复位,使每个半模具二中的螺栓半成品掉落至下方的半模具一中。上述冷镦成型设备可以实现螺栓不间断的冷镦成型,相较于现有的冷镦工艺,在保持加工效率的同时,还可以实现对螺栓加工的可靠输送,降低螺栓输送过程中的掉落风险,同时由于无需采用顶杆将螺栓推出,对于螺栓尾部的塑性更加完整可靠,无需额外增加工序,降低设备及工艺成本。
21、(二)、本发明通过在移动座与固定座贴合时,启动电机驱动连杆转动,将线性驱动器及压块旋转至半圆槽二内,同时启动线性驱动器将压块驱动至与螺栓坯料或螺栓半成品抵接,则螺栓坯料或螺栓半成品均被夹持在半模具二内,相较于现有的顶针推出、传动机构夹持的方式,本发明的夹持更加可靠、传输效率更高,且对于设备材料性能要求更低,设备成本更少。
22、(三)、本发明在输送螺栓半成品时,机械臂首先向上移动,使移动座与固定座分离,在弹簧的作用下,移动座不仅向上提升,同时向靠近冲模机构的一侧移动,有效地防止螺栓与半模具一产生磨损。随后机械臂向螺栓输送方向移动,直至半模具一正对下一半模具二,机械臂控制移动座向下移动,并在达到预设高度时将螺栓半成品松开,自动掉落至下方的半模具二中。由于移动座此时仍与固定座保持一定的间距,螺栓半成品的传输过程更加精准可靠,能有效防止螺栓与半模具二偏移,对于下次冲模成型也更为可靠。
- 还没有人留言评论。精彩留言会获得点赞!