一种镁/铝异种金属的钎焊方法
本发明属于材料界面改善,具体涉及一种镁/铝异种金属的钎焊方法。
背景技术:
1、近年来,随着能源问题和环境污染问题日益突出,产业转型升级和轻量化发展成为重要战略方案,镁合金和铝合金作为最轻质的两种金属材料,因为它们具有比强度高、导热性好、可回收性好等优良的性能被广泛的应用于航空航天、高速列车以及汽车工业等领域。目前,越来越多的铝合金零件被更轻质的镁合金零件所取代,镁/铝异种金属的连接已成为关键,实现镁/铝异种金属的高可靠连接不仅可以促进轻量化的发展,也能进一步拓展材料的应用范围。
2、现阶段,学者们采用各类焊接方法进行镁/铝异种金属的连接研究,包括熔化焊,固相焊以及钎焊等方式,且取得了很大的进展。然而,镁合金和铝合金都具有较低的熔点,采用传统的熔焊方法焊接镁/铝异种金属过程中很容易造成接头软化、元素烧损以及大量的金属间化合物形成且难以控制等问题影响接头性能,原因主要是焊接过程中热输入较大,造成母材受热严重,元素烧损等。另外,较高的焊接温度也使得镁和铝元素的冶金反应加剧促使了接头中大量金属间化合物的形成。因此,控制焊接热输入,研究镁/铝异种金属的低温连接很有必要。
3、目前,镁/铝异种金属的低温连接主要采用sn基钎料进行钎焊,而在其低温连接过程中也存在一些问题,主要有:一是sn基钎料进行镁/铝异种金属钎焊较易形成新的化合物mg2sn imc,尺寸较大的mg2sn存在会导致界面连接强度低,使得接头的破坏往往从界面开始;二是sn基钎料本身强度降低,因此采用sn基钎料得到的钎焊接头的强度也普遍较低需要进一步强化。另外,镁的化学性质较为活泼,且其氧化膜不像铝合金一样致密,故其耐腐蚀性较差,且采用电极电位与镁相差较大的,较易发生电化学腐蚀,从而影响镁/铝接头的使用。为了实现镁/铝异种金属在低温下的可靠连接,有几个突出的问题亟待解决:
4、1、imcs的抑制,避免sn基钎料进行镁/铝异种金属钎焊过程中产生mg2sn imc影响接头性能,实现镁/铝异种金属的低温可靠连接。
5、2、接头强化,通过工艺调控及钎料合金元素的优化,改善接头综合性能。
6、3、提高接头耐腐蚀性,在镁合金表面电镀耐腐蚀性的金属或表面处理等,以提高镁合金的耐腐蚀性并防止镁/铝接头的腐蚀开裂。
技术实现思路
1、针对镁/铝异种金属焊接过程中,母材易氧化且氧化膜难以去除,低温钎焊过程中产生的mg2sn imc难以控制导致接头强度低等问题,本发明旨在提供一种基于镍镀层辅助的镁/铝异种金属低温钎焊的方法,即在镁合金基材上先预镀镍,然后将镀镍的镁合金与铝合金通过超声辅助钎焊方式进行焊接,通过镀层的阻隔抑制了mg与sn、al的直接接触,可避免接头中imcs的形成。另外,钎焊过程中ni元素在钎缝中的溶解,强化了钎焊接头性能。
2、本发明的目的是通过以下技术方案来实现的:一种镁/铝异种金属的钎焊方法,包括以下步骤:将镁合金母材进行镀镍,然后将镀镍后的镁合金母材与去除氧化层、杂质的铝合金母材使用钎料进行超声辅助钎焊即可;其中,超声辅助钎焊后接头中镀镍层的厚度为7.5-20μm,所述镁合金母材为az31镁合金,铝合金母材为6061铝合金;所述钎料为sn96.5wt.%-ag3wt.%-cu0.5 wt.%,即sac305钎料。
3、优选的,去除铝合金母材氧化层、杂质的方法为:使用600#、800#、1000#和1200#的砂纸依次打磨至表面干净,并在酒精和丙酮溶液中分别超声清洗10-15min。
4、进一步的,镁合金母材进行镀镍的方法包括以下步骤:将纯镍箔、镁合金母材相对放入电镀液中,进行电镀即可;其中,所述镁合金母材需预先进行前处理去除氧化层、杂质,以及防氧化。
5、进一步的,所述前处理的方法包括:打磨、超声清洗、碱清洗、酸洗、活化及浸锌处理。浸锌处理能防止再次被氧化并提高镁合金与镍镀层的结合力。
6、优选的,打磨的方法为采用600-1200#的砂纸进行打磨,以去除镁合金表面氧化层及杂质;优选超声清洗的方法为放入无水乙醇溶液中超声清洗2次,每次10min。
7、进一步的,所述碱清洗的温度为60-65℃,清洗时间为10-15min,随后干燥;碱清洗的溶液配方为:40g/l na2co3、20g/l na2sio3、10g/l na3po4.12h2o、3ml/l op-10乳化剂,其余为去离子水。
8、进一步的,酸洗的时间为3-5s,酸洗后需立即放入去离子水中清洗3-5min,随后干燥;酸洗的溶液配方为:600cm3/l的85%h3po4和30cm3/l的69%hno3,其余为去离子水。
9、进一步的,所述活化的时间为2-3min,活化后需立即放入乙醇溶液中超声清洗3-5min,随后干燥;活化的活化液配方为:105g/l nh4hf2,200ml/l的85%h3po4,其余为去离子水。
10、进一步的,所述浸锌处理的次数为2次,每次时间为10-12min,每次浸锌后均需在去离子水中清洗并干燥;所述浸锌处理的溶液配方为:56g/l znso4.7h2o、174g/lk2po4.3h2o、11g/l lif、5g/l na2co3,其余为去离子水。
11、优选的,干燥的方式为冷风吹干。
12、进一步的,所述电镀的初始电流密度5a/dm2,温度为50-55℃,时间为2-3min;恒定电流密度为2.5a/dm2,时间为0.5-1h;所述电镀液配方为120g/l niso4.6h2o、40g/lnh4.hf2、10g/l(nh4)3c6h5o7、3g/l糖精钠、40ml/l氨水、0.1g/l十二烷基硫酸钠,其余为去离子水。
13、优选的,电镀液的配置方法为:将电镀用试剂及药品依次加入烧杯中,在温度为55℃的恒温水浴锅通过磁力搅拌不断搅拌至固相颗粒完全溶解获得电镀液。
14、进一步的,所述超声辅助钎焊的焊接温度为240-280℃,焊接的保温时间为0-30min。
15、进一步的,所述超声辅助钎焊的超声功率为500w,超声时间为5-10s。
16、优选的,超声辅助钎焊的方法为将带有镍镀层的镁合金置于上方,铝合金置于下方,并使用夹具将它们固定。将装配好的试验件及夹具放入炉中加热至预设的温度,将钎料放置在搭接接头的前边缘,待钎料熔化后,施加超声使其填入钎缝中;焊接完成后取出试件,随夹具冷却,得到连接界面强化的焊接接头。
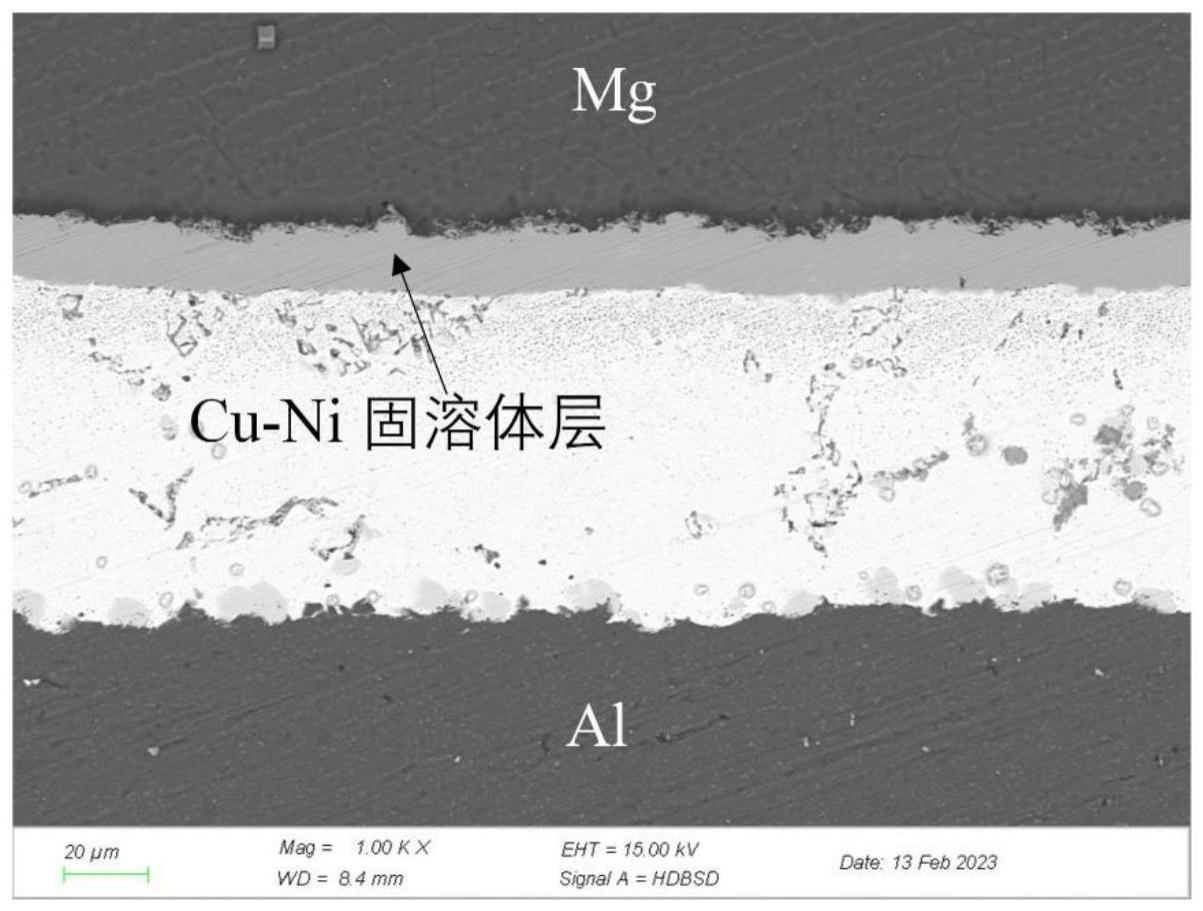
17、本发明的创新点在于预先在镁合金母材上电镀镍,再将带有镍镀层的镁合金与铝合金用超声辅助钎焊的方法进行连接,优选的镍镀层厚度为7.5-20μm。因为cu与ni可以无限互溶,钎焊使用含有cu的sac305钎料,焊接后原镍镀层的位置转变为cu-ni固溶体。采用此方法可以实现镁/铝异种金属连接,避免镁/铝异种金属低温钎焊过程中mg2sn imc的产生,得到无imcs高可靠的镁/铝异种金属接头,基于镍镀层辅助的镁/铝异种金属钎焊接头与无镀层的接头相比剪切强度大大提高,在焊接过程中通过镍元素向钎缝中的扩散强化了接头强度。另外,通过在镁合金表面镀镍也能提高其耐腐蚀性,延长镁/铝零部件的服役寿命。
18、本发明的有益效果是:
19、1、在镁合金表面预镀镍,通过超声辅助钎焊方法所得接头的强度明显提升,可以阻隔钎焊过程中mg和sn、al的直接接触,有效地避免imcs的形成,可在较低的温度下实现镁/铝合金的可靠连接。
20、2、采用本发明电镀镍工艺稳定,操作简单,易于重复,且可以通过控制镀镍时间、钎焊时间、温度等来获得所需厚度的ni镀层。并且,根据前期研究表明,通过在镁合金表面预镀镍也能改善母材及接头耐腐蚀性。本发明为镁/铝异种金属连接提供新方法,以期为航天航空、高速铁路和汽车工业等领域的发展做出一定贡献。
- 还没有人留言评论。精彩留言会获得点赞!