一种半球谐振陀螺仪装配工装及装配方法与流程
本发明属于半球谐振陀螺仪装配,尤其涉及一种半球谐振陀螺仪装配工装及装配方法。
背景技术:
1、半球谐振陀螺仪是利用弹性波的惯性效应工作的陀螺仪,是没有轴承支撑的、无旋转体的一种无转子陀螺仪,具有结构简单、精度高、寿命长、可靠性高、功耗低、抗辐照等特点,半球谐振子和电极基座是半球谐振陀螺仪的关键部件,二者的装配质量直接影响陀螺仪的使用性能、精度、寿命等。
2、与本发明最接近的现有技术是“一种基于温度梯度的半球谐振陀螺铟焊装置及工艺方法cn 115592289 a”。谐振子通过无损夹具固定在六轴精密位移台上,加热设备放置在光学平台上,电极基座通过夹具固定在加热设备上方。检测装置采用电容检测装置或光谱共焦传感器。检测装置检测谐振子和电极基座位姿后,利用六轴精密位移台调整谐振子水平和旋转方向的位姿,达到规定参数要求后,再调整谐振子z方向位姿,进行谐振子和电极基座的轴孔对位装配。整个装置没有一个共用基准,加之谐振子、电极基座均悬空夹持,导致其装配精度难以保证。而且其检测装置并未设置在装配工装(铟焊装置)上,使检测装置与六轴精密位移台不能共用一个基准,不但检测不方便,而且也会产生累积误差,降低装配精度。特别是检测装置如何检测谐振子和电极基座位姿后,利用六轴精密位移台如何调整谐振子水平和旋转方向的位姿不清楚,本领域技术人员难以实现。
技术实现思路
1、本发明提供一种半球谐振陀螺仪装配工装及装配方法,以克服现有技术的不足。
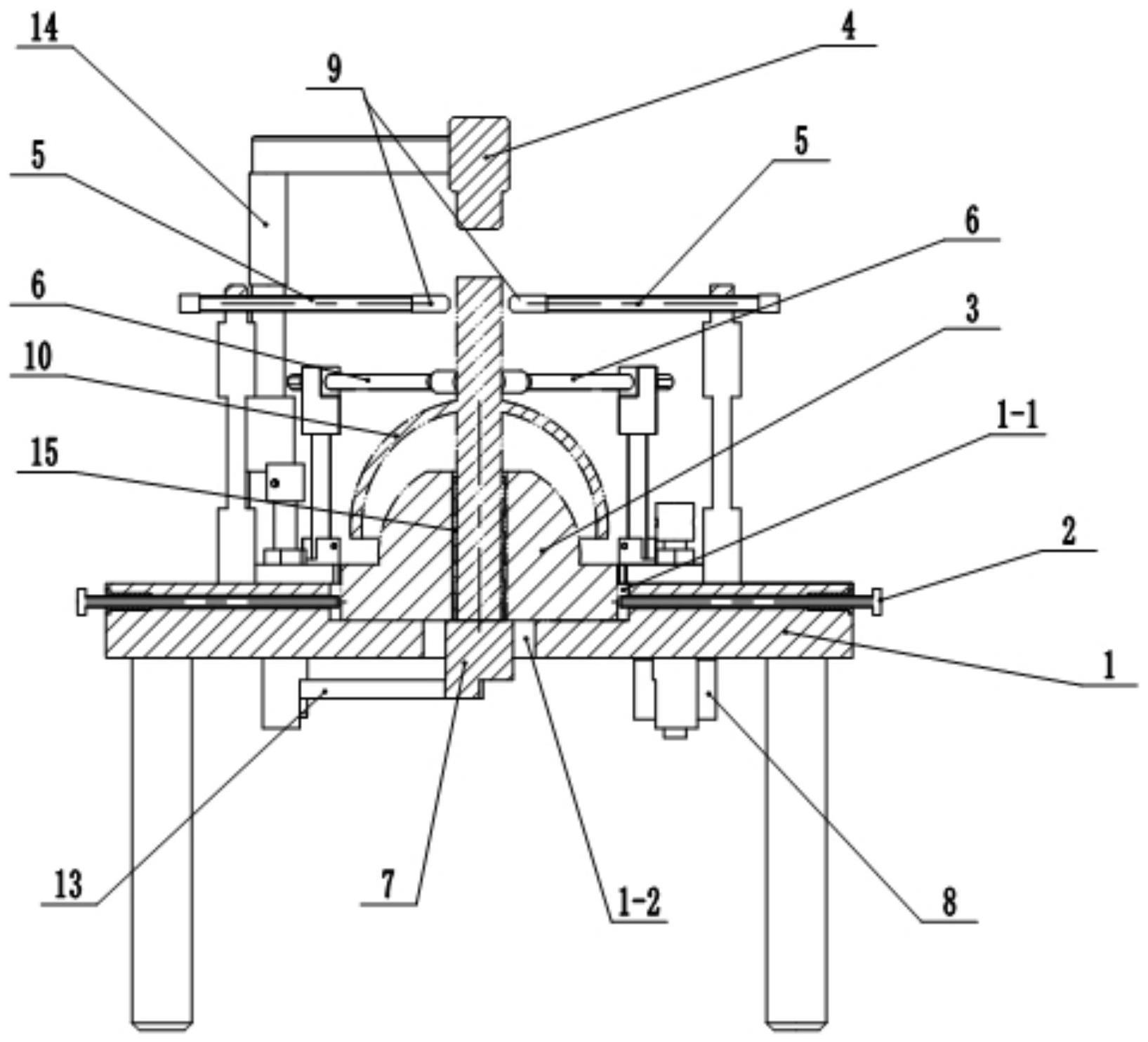
2、本发明所采用的技术方案是:一种半球谐振陀螺仪装配工装,包括安装台,
3、所述安装台的台面上设有用于卡装定位电极基座的圆形凹槽,所述圆形凹槽的中央同轴设有基准圆孔,所述圆形凹槽的外围沿其径向水平装有若干根调节螺杆,所述调节螺杆内端均延伸至圆形凹槽内,且调节螺杆轴线均穿过基准圆孔的中心,通过旋转调节螺杆调整电极基座的中心孔与基准圆孔的同心度;
4、所述安装台的上方设置有若干根水平夹持丝杆、若干根水平调节丝杆,所述水平夹持丝杆、水平调节丝杆均环绕基准圆孔的径向布置,且水平夹持丝杆、水平调节丝杠的轴线均穿过基准圆孔中心;通过水平夹持丝杆、水平调节丝杠调整半球谐振子中心柱与电极基座中心孔的同轴度;
5、所述安装台的上方设置有视觉显微镜头,且视觉显微镜头位于水平夹持丝杆与水平调节丝杆的上方,通过视觉显微镜头测量电极基座中心孔与基准圆孔的位置关系,以及半球谐振子中心柱与电极基座中心孔的位置关系;所述安装台的下方设置有倾角测量仪、加热器,且倾角测量仪、加热器可交替设置于基准圆孔中,测量半球谐振子中心柱的倾斜度以及对电极基座中心孔下方加热。
6、所述视觉显微镜头通过门型架设置在安装台的上方,并使视觉显微镜头位于基准圆孔的正上方,且视觉显微镜头可沿门型架顶部的横梁滑动;所述水平夹持丝杆、水平调节丝杆通过立柱设置在安装台的上方。
7、所述调节螺杆、水平夹持丝杆均设置3-4根,所述水平调节丝杆设置两根,且两根水平调节丝杆成直角布置并位于安装台的前端。
8、所述水平夹持丝杆的夹持端装有测力传感器。
9、所述安装台的台面上固定有立柱底座,所述立柱下端插装在立柱底座中且与立柱底座铰接,使立柱可摆转至水平位置。
10、所述安装台的下方转动连接有两个l型摆杆,所述倾角测量仪、加热器分别固定在两个l型摆杆的悬臂端上方。
11、一种基于上述工装的半球谐振陀螺仪装配方法,包含下述步骤:
12、第一步,将所述工装置于真空设备中,并使所述安装台的台面处于水平状态;
13、第二步,根据电极基座中心孔与半球谐振子中心柱半径差计算出焊接使用的高纯铟片厚度d,根据电极基座中心孔高度与高纯铟片厚度计算出卷制圆筒形铟片的高度h,卷制成型圆筒形铟片,
14、d=d1-d2
15、
16、其中d1为电极基座中心孔半径,d2为半球谐振子中心柱半径,h为电极基座中心孔高度;
17、第三步,使用酒精清洗半球谐振子中心柱、电极基座中心孔电镀层以及圆筒形铟片,并去除表面杂质;给电极基座中心孔涂抹助焊剂;
18、第四步,滑动调节视觉显微镜头的位置使其焦点与基准圆孔的中心重合,将电极基座的底部卡装在圆形凹槽中,通过视觉显微镜头观察确定电极基座中心在x、y两个方向相对其焦点的偏移距离;旋转调节螺杆调整电极基座的位置,使电极基座中心孔的中心与视觉显微镜头焦点重合,锁紧调节螺杆将电极基座固定在圆形凹槽中;
19、第五步,用少量粘合剂将卷制成型的圆筒形铟片服帖地粘合在半球谐振子中心柱下端;
20、第六步,将倾角测量仪设置在基准圆孔中,将预置有圆筒形铟片的半球谐振子中心柱插装在电极基座中心孔中,并使半球谐振子中心柱下端面位于倾角测量仪上,通过倾角测量仪测量确定半球谐振子中心柱在z方向的倾斜角度,旋转水平调节丝杆调整半球谐振子中心柱在z方向的位姿误差至装配要求;
21、第七步,通过视觉显微镜头观察确定半球谐振子中心柱的中心与其焦点在x、y两个方向的误差,旋转水平夹持丝杆并与水平调节丝杆配合调整半球谐振子中心柱的中心与视觉显微镜头的焦点重合,使半球谐振子中心柱与电极基座中心孔之间的装配间隙均匀,锁紧水平夹持丝杆、水平调节丝杆将半球谐振子中心柱固定;
22、第八步,移开倾角测量仪,将加热器设置在基准圆孔中,通过加热器加热圆筒形铟片,使圆筒形铟片从下至上逐渐熔化,均匀填充半球谐振子中心柱与电极基座中心孔之间的装配间隙;
23、第九步,待圆筒形铟片完全熔化后关闭加热器,待圆筒形铟片形成的熔融铟液冷却凝固后,铟焊完成;
24、第十步,松开调节螺杆、水平夹持丝杆、水平调节丝杆,将装配在一起的半球谐振子和电极基座取下,完成半球谐振陀螺仪装配。
25、相较于现有技术,本发明具有的有益效果:
26、1、本发明设有共用基准圆孔,避免产生累积误差,保证半球谐振子中心柱的中心、电极基座中心孔的中心与基准圆孔的中心的同轴精度高,使电极基座中心孔与半球谐振子中心柱装配间隙均匀、装配位姿理想,提高了装配精度。
27、2、本发明视觉显微镜头、倾角测量仪设置在工装上,电极基座卡装在工装台面上,半球谐振子中心柱座在倾角测量仪上,保证了电极基座、半球谐振子在调整装配过程中的稳定性,保证了装配精度。避免了谐振子、电极基座均悬空夹持,稳定性较差,导致装配精度难以保证的弊端。
28、3、本发明通过视觉显微镜头、倾角测量仪与水平调节螺杆、水平夹持丝杆、水平调节丝杆配合使用,可简便快捷调整半球谐振子中心柱的中心、电极基座中心孔的中心与基准圆孔的中心的同轴度,不但调整精度高,而且调整到位后稳定性好,铟焊过程中装配精度能得到保证。
29、4、本发明铟焊前对焊接表面进行清洗,使高纯铟片与焊接表面形成良好的浸润,有效防止焊接表面杂质影响焊接效果,并通过加热设备使铟片逐渐熔化,达到有效、均匀填充装配间隙的效果,降低装配过程中所产生的应力,减小应力损伤,进而保证陀螺仪的使用精度、寿命。
30、5、本发明利用温度从底部向上逐渐上升导致的铟片高度方向的温度差异,通过上端未熔化铟片重力和下端铟熔池拉力,提高了谐振子和电极基座的焊接致密性和均匀程度。同时采用熔点较低(156.51℃)的高纯铟片,降低了焊接加热过程对谐振子和电极基座的不良影响。
- 还没有人留言评论。精彩留言会获得点赞!