一种加工大型薄壁零件的装夹方法与流程
本发明涉及薄壁零件加工领域,更具体地涉及一种加工大型薄壁零件的装夹方法。
背景技术:
1、在机械加工过程中,常规加工大型零件一般采用以下两种加工方法。虎钳装夹:一般适用于加工中小型零件,此种装夹方式属于一般性的装夹,装夹高度与加工工件大小成正相关,工件越大则要求虎钳口越大同时装夹高度越大。压板装夹:此种装夹方式适用于加工大型零件,装夹力较大,加工工件使用螺丝锁在压板上以此固定工件。以上两种加工方法适用于结构稳定不易变形的零件,在加工结构钢性不好的薄壁件时存在较大瓶颈。加工中心通过压板装夹方式加工工件外形特征,但是加工后测量工件内孔孔口圆度0.10超差,端面孔位置度0.1超差。
2、由于大型薄壁零件工件较大(直径2.5m),且为薄壁零件(壁厚4.5mm),所以该工件强度较差,装夹过程易产生形变。下法兰面数控车加工后平面度大于0.1,目前直接使用压板装夹,压板压紧下法兰过程中由于下法兰平面度较差,压紧后工件会产生形变导致孔口变形形位公差超差,此方法不适用于精度较高工件。
技术实现思路
1、为解决上述技术问题,本发明提供一种加工大型薄壁零件的装夹方法。
2、本发明采用的具体方案为:一种加工大型薄壁零件的装夹方法,所述方法包括如下步骤:
3、步骤一、采用定位块将工装压紧后放置于机床表面,找正工装的平面度;
4、步骤二、将工件的大端法兰向下水平放置于定位块的上表面,使用杠杆百分表压紧工件大端法兰的上端面,观察表针数值稳定并记录,验证工件大端法兰上端面的平面度;
5、步骤三、在工件大端法兰上方的加强块两侧设置压板,所述压板向下压紧工件,压紧过程观察杠杆百分表的表针示数;
6、步骤四、当压板压紧工件后杠杆百分表数值变化幅度大于0.05mm,使用工具检测工件与工装的间隙,使用垫块垫入工件与工装的间隙,垫入过程观察杠杆百分表的表针并记录。
7、所述杠杆百分表的个数为4个,4个所述杠杆百分表均布于工件大端法兰四周。
8、所述定位块的个数为4个,4个所述定位块设置在工件加强块的正下方。
9、所述步骤一中工装的四处凸台处的平面度小于0.01mm。
10、所述步骤二中,当工件大端法兰的下端面平面度较差,可通过绕z轴旋转工件的方式找出大端法兰的下端面平面度小于0.1mm的平整位置。
11、所述步骤三中,在压紧过程观察四处杠杆百分表的表针示数,杠杆百分表的表针示数变化量均需小于0.05mm。
12、所述定位块均布于工件与工装之间。
13、所述工具为塞尺。
14、本发明相对于现有技术具有如下有益效果:
15、本发明采用定位块将工装压紧后放置于机床表面,找正工装的平面度,并将工件的大端法兰向下,水平放置于定位块的上表面,使用杠杆百分表压紧工件大端法兰的上端面,观察表针数值稳定,在工件大端法兰上方的加强块两侧设置压板,压板向下压紧工件,压紧过程观察杠杆百分表的表针示数,当压板压紧工件后杠杆百分表数值变化幅度大于0.05mm,使用工具检测工件与工装的间隙,使用垫块垫入工件与工装的间隙,垫入过程观察杠杆百分表的表针;通过压表后压紧工件方法可以有效控制工件压紧变形,保证工件在相对自由状态下进行机械加工最大限度减小工件形变,解决了大型薄壁零件工件夹装过程中产生形变的问题。
技术特征:
1.一种加工大型薄壁零件的装夹方法,其特征在于,所述方法包括如下步骤:
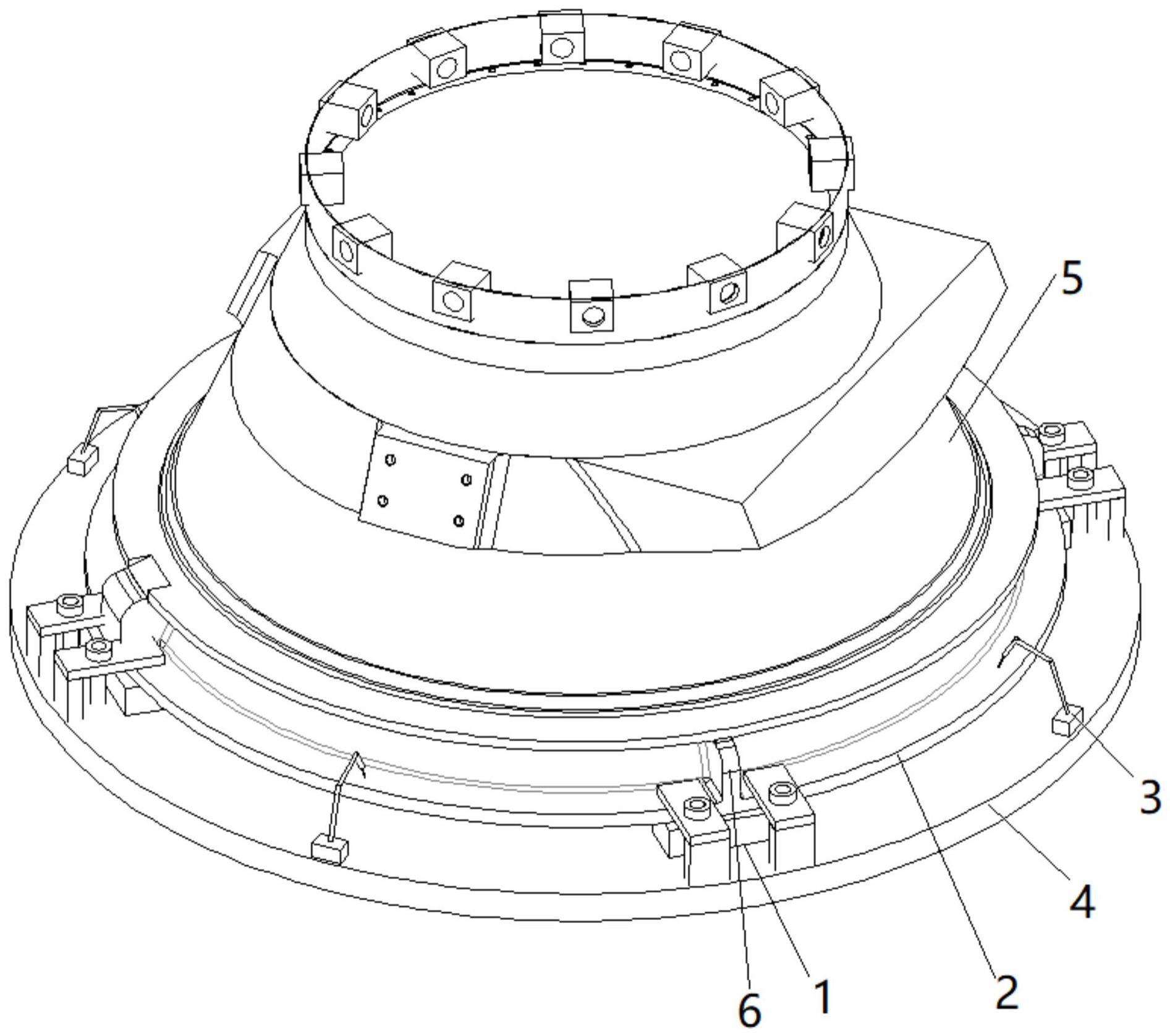
2.根据权利要求1所述的加工大型薄壁零件的装夹方法,其特征在于,所述杠杆百分表(3)的个数为4个,4个所述杠杆百分表(3)均布于工件(5)大端法兰四周。
3.根据权利要求2所述的加工大型薄壁零件的装夹方法,其特征在于,所述定位块(1)的个数为4个,4个所述定位块(1)设置在工件(5)加强块(6)的正下方。
4.根据权利要求3所述的加工大型薄壁零件的装夹方法,其特征在于,所述步骤一中工装(4)的四处凸台处的平面度小于0.01。
5.根据权利要求4所述的加工大型薄壁零件的装夹方法,其特征在于,所述步骤二中,当工件(5)大端法兰的下端面平面度较差,通过绕z轴旋转工件(5)的方式找出大端法兰的下端面平面度小于0.1的平整位置。
6.根据权利要求5所述的加工大型薄壁零件的装夹方法,其特征在于,所述步骤三中,在压紧过程观察四处杠杆百分表(3)的表针示数,所述杠杆百分表(3)的表针示数变化量均需小于0.05。
7.根据权利要求1-6任一项所述的加工大型薄壁零件的装夹方法,其特征在于,所述定位块(1)均布于工件(5)与工装(4)之间。
8.根据权利要求7所述的加工大型薄壁零件的装夹方法,其特征在于,所述工具为塞尺。
技术总结
本发明涉及薄壁零件加工领域,公开了一种加工大型薄壁零件的装夹方法,所述方法包括如下步骤:步骤一、采用定位块将工装压紧后放置于机床表面,找正工装的平面度;步骤二、将工件的大端法兰向下水平放置于定位块的上表面,使用杠杆百分表压紧工件大端法兰的上端面,观察表针数值稳定并记录,验证工件大端法兰上端面的平面度;步骤三、在工件大端法兰上方的加强块两侧设置压板,所述压板向下压紧工件,压紧过程观察杠杆百分表的表针示数;步骤四、当压板压紧工件后杠杆百分表数值变化幅度大于0.05mm,使用垫块垫入工件与工装的间隙,垫入过程观察杠杆百分表的表针并记录。本发明解决了大型薄壁零件工件夹装过程中产生形变的问题。
技术研发人员:范恒,姜帆,陈鹏强
受保护的技术使用者:航天科工哈尔滨风华有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!