一种铝板带箔轧制油精细化管理系统与方法与流程
本发明属于铝板带箔轧制,具体涉及一种铝板带箔轧制油精细化管理系统与方法。
背景技术:
1、铝板带箔轧制过程离不开轧制油的润滑、冷却。目前的铝板、箔轧机大都采用矿物油作为基础油,添加一种或多种添加剂,由于轧机不同、材料不同,轧制油和添加剂使用需与现场环境相适应。同时,铝板带箔轧制会有铝粉和油与铝的化合物不断的产生,轧制过程轧制油会被循环使用,一些碎铝屑也会进入到轧制油中。这些铝粉或杂质不过滤掉会堵塞油嘴、产生辊印等,工程中一般采用硅藻土等助滤剂进行过滤。本技术所述轧制油管理是指对轧制油、硅藻土等助滤剂、添加剂、调和油的调合等进行统一管理。
2、轧制油的主要作用有:
3、1、润滑——减小轧辊与铝板带箔之间的摩擦,提供稳定的摩擦界面,实现稳定轧制,提高表面质量;
4、2、冷却——带走金属的变形热和摩擦热,调整轧辊表面温度,控制板形;
5、3、清洗——清洗铝板带箔表面铝粉和机架内的皂化物和铝粉。
6、由于污油处理也是一项较为繁琐复杂的工作,且易对环境造成污染。因此,实际工程生产中,一方面要求轧制油品质稳定有保障,以确保产品质量;另一方面通过硅藻土搅拌、过滤,在滤除杂质的同时尽可能多的重复使用轧制油,减少产品单位产量轧制油损耗。
7、当前,铝板带箔轧制行业普遍采用的轧制油循环利用方法,一般循环利用一段时间或生产一定产量的产品后主动更换新油,更换、废弃主要是依靠经验,一般持续运行10天以上需考虑更换。以上传统轧制油管理方法存在以下不足:
8、1、轧制油循环使用过程中,人工补充添加剂和调合油/基础油,油品波动大,特别是添加剂含量波动大,影响产品质量的稳定性;
9、2、单台轧机独立循环、独立补充轧制油、添加剂、硅藻土,人工劳动强度大,费时费力。
技术实现思路
1、针对以上问题,本发明设计了一种铝板带箔轧制油精细化管理系统与方法,通过对生产线轧制油、添加剂、硅藻土集中精细化管理,实现轧制油品质稳定、高效利用,同时降低工作量、节省人力资源。
2、本发明设计一种铝板带箔轧制油精细化管理方法,其特征在于,将传统的基于人工经验每台轧机独立的硅藻土、添加剂补充,轧制油调合与补充等操作,改变为部分或全部轧机,或者整个车间或厂区集中统一自动进行,包括添加剂补充方法、硅藻土补充方法、轧制油补充方法、调合油调合方法中的至少一项;以上方法执行过程相对独立,一般以单台轧机或轧机单元为单位进行操作,无先后顺序区分,各自根据自身执行条件是否满足确定按既定流程执行;
3、所述添加剂补充方法包括添加剂定时定量补充法和/或添加剂适时补充法,所述添加剂适时补充法包括添加剂适时阶段补充法或添加剂适时连续补充法,所述添加剂定时定量补充法包括依据所述轧机日均消耗添加剂重量统计结果,在轧机净油箱轧制油添加剂含量到达第一添加剂阈值(最低含量)前,定时自动向轧机净油箱补充相应的添加剂或轧制油添加剂混合物;
4、所述硅藻土补充方法包括硅藻土按需定量补充法,所述硅藻土按需定量补充法包括根据过滤器自身渗透压力检测结果确定是否需要进行换纸操作,过滤器换纸后根据所在轧机轧制油需求接通相应的集中硅藻土储油罐或轧机硅藻土储油罐,根据既定策略向新滤纸定量喷涂轧制油硅藻土混合物;
5、所述轧制油补充方法包括轧制油定时定量补充法,所述轧制油定时定量补充法包括依据所述轧机日均消耗轧制油品种及重量统计结果,在轧机净油箱液位到达第一液位阈值(最低液位)前,定时自动向轧机净油箱或轧机污油箱(过滤后再进入轧机净油箱)补充相应的轧制油,液位到达轧机净油箱第二液位阈值时停止补充;
6、所述调合油调合方法包括固定比例调合法,所述固定比例调合法包括回收油、再生油、基础油按固定比例调合,生成粗、中轧机用调合油。
7、所述添加剂适时阶段补充法、添加剂适时连续补充法本质上是添加剂、硅藻土、轧制油的联合补充法;由于轧制油管理一般以补充添加剂为主导,综合考虑硅藻土和轧制油的消耗,进行统筹精细管理,因此,命名时采用了添加剂为主的修饰语;因此,所述添加剂适时补充法也称之为联合补充法;
8、另一方面,一种铝板带箔轧制油精细化管理方法,根据前述任意一种铝板带箔轧制油精细化管理系统,其特征在于,包括第一联合补充法(也称为添加剂适时阶段补充法,或轧制油适时阶段精细化管理方法),即将轧制油净油箱添加剂含量限定在一个较小的范围x0±e内,当实测含量小于等于x0-e时,启动添加剂补充操作;当实测添加剂含量大于等于x0+e时停止补充,或者阶段性补充量按照最终添加剂含量等于x0+e进行计算并补充,无需实时检测,或者依据添加剂平均消耗速率进行总量补充;所述添加剂适时阶段补充法的特点是用阶段性适量补充代替人工凭经验每次以桶/袋为单位的每日或多日补充,缩短补充间隔(一般不超过24h),缩小了轧机净油箱轧制油添加剂含量的波动范围;其中轧机轧制油添加剂含量标准值为x0,允许波动范围为±e,均为重量/质量百分数,e的范围越小,油品波动越小,小于传统工艺添加剂含量波动范围,即超出e的范围并不代表系统不能工作,只是进一步变化可能会影响产品质量,因此系统还定义了添加剂含量的安全上限xu和下限xd,达到下限需立即补充添加剂,补充总量不超过上限。
9、根据待补充新轧制油添加剂混合比例,记该混合物添加剂含量为x1>x0+e(已知量),待补充总重量h1(未知量);当前净油箱实测添加剂含量x2(已知量),液位计实测液位换算的总重量h2(已知量),其中x0-e≤x2≤x0+e,一般实测添加剂含量达到下界x0-e时启动添加剂补充操作;计划补充的调合油中添加剂含量x3(已知量),待补充总重量h3(未知量,包括同一时段因补充硅藻土引入的调合油量,如果精轧机仅为基础油搅拌,则h3=0,如果调合油中不含添加剂,则x3=0);计划补充的基础油总重量h4(未知量),不含添加剂;轧机净油箱第二液位阈值对应的轧制油混合物总量为h5(已知量,可换算或计量得到),对应添加剂含量为x0+e;则根据添加剂和轧制油两个平衡方程:
10、h1*x1 + h2*x2 + h3*x3 = h5*( x0+e) 公式(1)
11、h1*(1-x1)+h2*(1-x2) + h3*(1-x3) + h4 = h5*( 1-x0-e) 公式(2)
12、表面上看以上方程需要求解h1、h3、h4三个未知数,但在不影响成品质量的前提下,考虑降低成本,粗中精轧机对轧制油使用存在既定的规则:粗轧使用回收油和再生油,基础油不限制用量,考虑成本因素粗轧调合油主要用回收油和再生油;中轧调合油中回收油和再生油累计比例不超20%,余量全部使用基础油;精轧只补充基础油。
13、因此,对于不同轧机,h4、h3存在既定的比例关系,根据此比例关系,联合求解公式(1)和公式(2)组成方程组,得到h1、h3、h4。
14、如对于粗轧机,当现存调合油总量满足要求时,认为h4=0,公式(1)和公式(2)组成方程组,两个方程两个未知数可以求解h1、h3;如果求解出的h3超过现有调合油总量,则调合油扣除其中添加剂含量后的总量不足部分用基础油补足,即h4已知,然后重新求解未知数h1、h3;其中,h3为单独补充的轧制油和硅藻土轧制油混合物中轧制油的总重量,由于硅藻土补充量和补充计划是基本确定的,即伴随硅藻土补充的轧制油时机和总量是已知的,因此,单独补充轧制油总量也可以得到;
15、对于中轧机,按照h4=4h3代入方程组,从而可以求解h1、h3,同时得到基础油用量h4;
16、对于精轧机直接令h3=0,求解方程组可以得到h1、h4。
17、如此,可以根据计算结果实施补充相应的轧制油添加剂混合物、轧制油硅藻土混合物、轧制油。
18、另一方面,一种铝板带箔轧制油精细化管理方法,根据前述任意一种铝板带箔轧制油精细化管理系统,其特征在于,包括第二联合补充法(也称为添加剂适时连续补充法,或轧制油适时连续精细化管理方法),即根据每台轧机工作时添加剂平均消耗速率,在计划工作时段内连续适量补充添加剂,所述适量补充包括依据添加剂平均消耗速率和管道流量控制精度确定添加剂补充速率;所述添加剂适时连续补充法的特点是用连续消耗量补充代替阶段性适量补充,可进一步缩小轧机净油箱轧制油添加剂含量的波动范围。
19、记轧机每日连续工作时长t1(h,小于等于24小时),添加剂平均消耗速率v1(kg/h)、硅藻土消耗速率v2、总的轧制油平均消速率v3(kg/h)(kg/h,虽然硅藻土补充是阶段性或一次性的,但该补充操作不会引起油品的剧烈变化,另一方面整体平均效果也已经记入精细化管理系统);轧制油添加剂混合物补充速率v4(kg/h,大于等于最低可控速率),其添加剂含量为x1;轧制油硅藻土混合物中轧制油含量x4、添加剂含量x3(其添加剂主要来源于调合油,如果是精轧机基础油搅拌,则x3=0),轧制油硅藻土混合物日均消耗总重量z1=v2*t1/(1-x3-x4);单独补充的轧制油添加剂含量x2(如果轧制油为基础油,则x2=0);
20、从阶段性一次添加改变为依据消耗量的匀速连续添加,所述添加剂适时连续补充法的目标是将轧制油净油箱添加剂含量控制在x0±e范围内,此处e的取值可以比添加剂适时阶段补充法更小(为方便起见本发明采用了统一的表达形式),从而获得更好的油品控制效果和铝板带箔轧制产品质量稳定性;需要确定的是轧制油添加剂混合物补充速率(或流量)v4、连续补充时长t4,轧制油补充速率v5、连续补充时长t5;
21、记轧制油添加剂混合物相应的阀门和泵联合最小可控流量(速率)为a1,最大可控流量为a2,单独轧制油相应的阀门和泵联合最小可控流量为a3、最大可控流量为a4,注意a1、a2、a3、a4可能因管道中混合物组成及轧制油所选品种不同而有差异,但不影响方法表达的统一性;
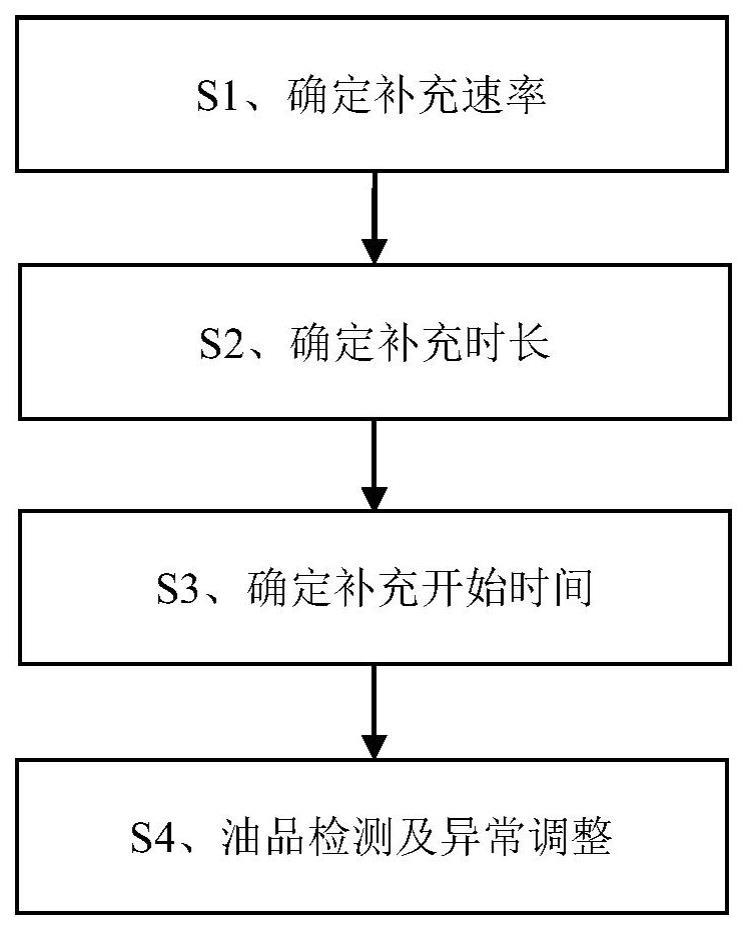
22、所述添加剂适时连续补充法包括如下步骤:
23、s1、确定补充速率,包括轧制油添加剂混合物补充速率a1≤v4≤a2,单独轧制油(品种不同,添加剂含量不一样)补充速率a3≤v5≤a4;
24、s2、确定补充时长,包括轧制油添加剂混合物连续补充时长t4、单独轧制油连续补充时长t5,
25、根据添加剂和轧制油两个平衡方程:
26、v1*t1= v4*t4*x1 + z1*x3 + v5*t5*x2 公式(3)
27、v3*t1= v4*t4*(1-x1) + z1*x4 + v5*t5*(1-x2) 公式(4)
28、两个方程两个未知数,可以求解t4、t5;
29、因为轧制油和添加剂的消耗速率一般都远小于相应阀门和泵的可控速率,此处时长计算结果一般都会小于轧机每日连续工作时长t1,否则直接用总需求量和总时长t1可分别计算得到相应的混合物控制速率,计算原理与公式(3)和公式(4)一致。
30、s3、确定补充开始时间,包括轧制油添加剂混合物的补充开始时间和单独轧制油补充开始时间(硅藻土补充按需执行),在每日连续工作时长t1时段内任意可选;
31、s4、油品检测及异常调整,所述油品检测包括实时或定时检测,所述油品检测项目至少包括轧机净油箱添加剂含量,其他调合油、轧制油硅藻土混合物、轧制油添加剂混合物中添加剂等各种成分的含量是周期性检测,一般含量不会变化;所述异常调整包括轧机净油箱中添加剂含量超出x0±e范围时的应对方法,所述应对方法包括直接补充或卸出含相应的成分物料。
32、另一方面,一种铝板带箔轧制油精细化管理方法,根据前述第二联合补充法,其特征在于,所述铝板带箔轧制油精细化管理方法包括第三联合补充法(也称为添加剂分阶段连续补充法,或铝板带箔轧制油分阶段连续精细化管理方法),包括将所求的轧制油添加剂混合物连续补充时长t4、单独轧制油连续补充时长t5分别划分为至少2个时段,在轧机每日连续工作时长t1范围内分布,一般均匀分布,实施添加剂和轧制油的补充操作。
33、另一方面,一种铝板带箔轧制油精细化管理方法,根据前述任意一种铝板带箔轧制油精细化管理系统,其特征在于,包括调合油指标控制调合法,即根据轧制工艺中对油品的具体指标要求,根据回收油、再生油、基础油实测指标及调合油相应指标的上下限要求,每种指标单独确定调合比例范围,取所有指标单独确定调合比例范围的交集作为最终的调合油调合比例范围。
34、进一步的,所述指标控制调合法包括:
35、定义第一、第二、…、第n指标,已知回收油、再生油、基础油相应指标值分别为c11、c12、c13,c21、c22、c23,…,cn1、cn2、cn3,某轧机(如粗轧机)调合油各指标上、下限分别为b1u、b1d,b2u、b2d,…,bnu、bnd,调合油中回收油、再生油、基础油混合比例依次为y1、y2、y3,且y1+y2+y3=1(100%),应有
36、b1d≤c11*y1+c12*y2+c13*y3≤b1u
37、b2d≤c21*y1+c22*y2+c23*y3≤b2u
38、…,
39、bnd≤cn1*y1+cn2*y2+cn3*y3≤bnu
40、y1+y2+y3=1
41、求解以上超不定方程组,如采用数值寻优方法,从而可以确定y1、y2、y3的取值范围;y1、y2、y3的具体取值在上述求解的范围内、并满足y1+y2+y3=1即可。
42、一种铝板带箔轧制油精细化管理系统,其特征在于,所述铝板带箔轧制油精细化管理系统使用上述任意一种铝板带箔轧制油精细化管理方法。
43、本发明的优点和有益效果在于:本发明所设计的一种铝板带箔轧制油精细化管理系统及方法,将轧制油从以前的十天至半个月调整一次成份,变成每天精确调整,将过去凭经验调整油品变成了实时动态调整油品,避免了因添加剂补充过于集中影响轧制油成份波动较大的现象,使轧制油性能维持在铝板带箔加工更稳定的状态,可进一步提升产品质量、提高成品率。
- 还没有人留言评论。精彩留言会获得点赞!