一种用于大型筒段环缝搅拌摩擦焊的内撑工装和焊接方法与流程
本发明涉及固相焊接,尤其是涉及一种用于大型筒段环缝搅拌摩擦焊的内撑工装和焊接方法。
背景技术:
1、筒段产品作为承压容器一直被广泛应用于军工行业,产品需求量大,使用寿命长,可靠性高。一般直径2米以上的筒段均属于大型筒段产品,它们通常采用铝合金材质,由两端法兰盘和中间筒体通过搅拌摩擦焊方式连接而成,由于搅拌摩擦焊时搅拌针轴向以及径向都会对筒体产生很大的顶端力,所以在筒段产品的内壁需要稳定的刚性支撑来保证产品的焊接稳定。
2、如中国专利cn108080877b公开了一种贮箱筒段环缝自动焊内撑装置,包括竖直设置的主轴,还包括一水平的花盘,所述花盘中部通过衬套与主轴固定连接,所述花盘上表面沿其径向设有数条长直线导轨和数条短直线导轨,所述长直线导轨和短直线导轨交错设置且沿周向均匀分布,所述长直线导轨通过滑块连接一内弧形撑块,所述短直线导轨通过滑块连接一外弧形撑块,当内、外弧形撑块沿导轨向外滑动至理论工作位置时,内弧形撑块和外弧形撑块的弧形面能拼接成一完整的圆周。
3、目前筒段内壁刚性支撑工装是采用多个气缸连接圆弧板的结构利用限位块来撑圆,然后气缸保压,上端压板压紧,下端面法兰压板压紧、校圆,最后进行环缝焊接。结构复杂,安装和拆卸过程繁琐,工作效率低。
技术实现思路
1、本发明的目的在于针对现有技术的缺陷和不足,提供用于大型筒段环缝搅拌摩擦焊的内撑工装和焊接方法,能够方便对焊接工件进行安装和拆卸,简化固定焊接工件的过程,提高整体工作效率。
2、本发明的目的可以通过以下技术方案来实现:
3、本方案提供了一种用于大型筒段环缝搅拌摩擦焊的内撑工装,包括定位板、支撑机构、与筒段内圈形状相配合的承力机构和用于调节承力机构径向位置的锁紧机构;
4、所述定位板上设有与法兰盘形状相配合的限位槽,所述支撑机构、承力机构和锁紧机构位于限位槽内;所述支撑机构固定在定位板上,所述承力机构的下端滑动连接支撑机构;所述锁紧机构的一端连接承力机构,另一端连接定位板。
5、优选地,所述支撑机构包括导轨和导轨固定块,所述承力机构包括与导轨相配合的滑块,所述导轨固定块固定在定位板上,所述导轨固定在导轨固定块上,所述导轨的轨道沿限位槽的径向方向,所述滑块滑动连接滑轨。
6、优选地,所述承力机构还包括弧形板和连接座,所述连接座固定在滑块的上方,所述弧形板固定在连接座的左端,所述弧形板与筒段的内轮廓相配合,所述连接座的右端连接锁紧机构。
7、优选地,所述锁紧机构包括螺纹套、支撑板和调节螺钉,所述支撑板垂直固定在定位板上,所述螺纹套的轴向沿着径向限位槽的径向,所述螺纹套固定在支撑板上,所述调节螺钉可转动固定在螺纹套内,所述调节螺钉的一端连接承力机构。
8、优选地,所述支撑板上的左端设有加强板,所述加强板的一端连接支撑板,另一端连接定位板。
9、优选地,所述加强板的数量为多个,各个加强板对称布置在调节螺钉的两侧。
10、优选地,所述锁紧机构还包括挡块,所述调节螺钉通过挡块连接承力结构。
11、优选地,所述定位板的下方设有h型加强板和底板,所述h型加强板的上端垂直连接定位板,所述h型加强板的下端垂直连接底板。
12、本实施例还提供了一种用于大型筒段环缝搅拌摩擦焊的内撑工装的焊接方法,其特征在于,包括以下步骤:
13、将上法兰安装到定位板上,并将筒体防止在上法兰上;
14、调节锁紧机构使承力机构撑圆上法兰和筒体的内壁,直至上法兰与定位板上的定位槽配合,筒体完成支撑固定;
15、使用葫芦吊将上压板与定位板进行紧固;
16、对焊缝间隔四端进行定位焊,对焊缝通过环缝搅拌摩擦焊进行焊接;
17、清除焊缝飞边,将焊缝打磨平整,使焊缝与母材圆滑过渡;
18、通过行车配合,调节承力部件,使筒体脱离支撑固定,将筒体翻转进行下法兰的焊接。
19、所述承力部件调节的具体过程为:
20、通过调节螺钉使滑块上的连接座进行径向滑动,带动弧板随连接座一起移动,直至弧形板与筒体内表面贴合,法兰外圆到达定位板限位圆位置,筒体完成支撑固定;
21、通过调节螺钉使滑块上的连接座进行径向反向滑动,所述连接座带动弧形板一起移动,所述承力机构的外圆直径变小,直至弧形板脱离筒体内表面,筒体脱离支撑固定。
22、与现有技术相比,本发明具有以下优点:
23、(1)本方案通过将法兰安装到定位板上,并将筒段放置在法兰盘上方,再通过锁紧机构调节承力机构的径向位置,承力机构沿着支撑机构滑动,直至承力机构完全支撑住筒段和法兰盘的内壁,使法兰盘移动至限位槽内,完成筒段焊接前的支撑定位动作,之后对法兰盘和筒段进行焊接。通过承力机构,筒段内壁和法兰盘的内壁能够得到有效的刚性支撑,装夹稳定,整体结构简单,焊接前仅需要调节锁紧机构,操作方便,极大的提高了大型筒段的焊接效率和焊接可靠性。
24、(2)本方案中弧形板的外轮廓与筒段和法兰的内轮廓相配合,通过锁紧机构使弧形板与筒段内壁贴合,直接实现对筒段的支撑定位,无需通过外部校圆,优化了安装过程,操作更加方便快捷,提高焊接的效率。
25、(3)本方案中承力机构整体呈圆形结构,增大了与筒段的接触面积,并通过锁紧机构进行调节和固定,筒体内壁得到有效的刚性支撑,整体结构支撑筒段的可靠性更高。
技术特征:
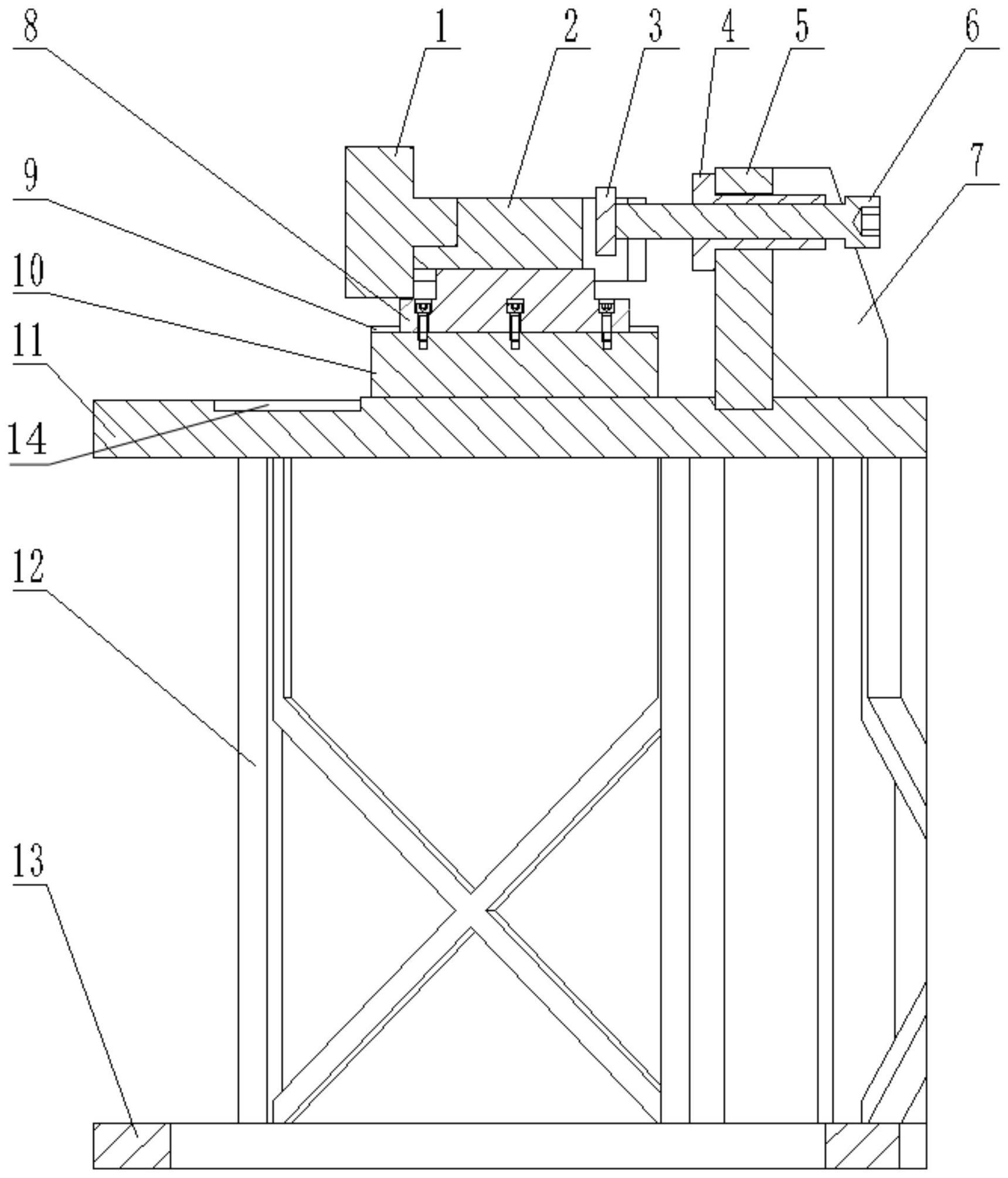
1.一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,包括定位板(11)、支撑机构、与筒段内圈形状相配合的承力机构和用于调节承力机构径向位置的锁紧机构;
2.根据权利要求1所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述支撑机构包括导轨(9)和导轨固定块(10),所述承力机构包括与导轨(9)相配合的滑块(8),所述导轨固定块(10)固定在定位板(11)上,所述导轨(9)固定在导轨固定块(10)上,所述导轨(9)的轨道沿限位槽(14)的径向方向,所述滑块(8)滑动连接滑轨(9)。
3.根据权利要求2所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述承力机构还包括弧形板(1)和连接座(2),所述弧形板(1)与筒段的内轮廓相配合,所述连接座(2)固定在滑块(8)的上方,所述弧形板(1)固定在连接座(2)的左端,所述连接座(2)的右端连接锁紧机构。
4.根据权利要求1所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述锁紧机构包括螺纹套(4)、支撑板(5)和调节螺钉(6),所述支撑板(5)垂直固定在定位板(11)上,所述螺纹套(4)的轴向沿着径向限位槽(14)的径向,所述螺纹套(4)固定在支撑板(5)上,所述调节螺钉(6)可转动固定在螺纹套(4)内,所述调节螺钉(6)的一端连接承力机构。
5.根据权利要求4所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述支撑板(5)上的左端设有加强板(7),所述加强板(7)的一端连接支撑板(5),另一端连接定位板(11)。
6.根据权利要求5所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述加强板(7)的数量为多个,各个加强板(7)对称布置在调节螺钉(6)的两侧。
7.根据权利要求4所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述锁紧机构还包括挡块(3),所述调节螺钉(6)通过挡块(3)连接承力结构。
8.根据权利要求1所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装,其特征在于,所述定位板(11)的下方设有h型加强板(12)和底板(13),所述h型加强板(12)的上端垂直连接定位板(11),所述h型加强板(12)的下端垂直连接底板(13)。
9.一种基于权利要求1-8任一所述的一种用于大型筒段环缝搅拌摩擦焊的内撑工装的焊接方法,其特征在于,包括以下步骤:
10.根据权利要求9所述的方法,其特征在于,所述承力部件调节的具体过程为:
技术总结
本发明涉及一种用于大型筒段环缝搅拌摩擦焊的内撑工装和焊接方法,该工装包括定位板、支撑机构、与筒段内圈形状相配合的承力机构和用于调节承力机构径向位置的锁紧机构;所述定位板上设有与法兰盘形状相配合的限位槽,所述支撑机构、承力机构和锁紧机构位于限位槽内;所述支撑机构固定在定位板上,所述承力机构的下端滑动连接支撑机构;所述锁紧机构的一端连接承力机构,另一端连接定位板。与现有技术相比,本发明具有支撑可靠、使用方便等优点。
技术研发人员:张峰林,吴耐,王芹,朱咸来,傅侃
受保护的技术使用者:上海航天智能装备有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!