一种螺母的加工工艺的制作方法
本发明涉及紧固件加工处理,具体为一种螺母的加工工艺。
背景技术:
1、螺母,又称螺帽,是一种固定用工具,其中心有孔,孔的内侧有螺纹,通常与规格大小相同的螺丝或螺丝一起使用,起到对所需部件进行紧固的作用,螺母通常采用圆柱形、六边形或方形的外形设计,螺母的种类繁多,常见的有常规螺母、锁紧螺母、方螺母、圆柱形螺母和沉头六角平头铆螺母等,而沉头六角平头铆螺母分为三部分,其上端部分为六边形结构,中间部分为圆柱形结构,下端为圆形的突出结构,该种螺母的长度较一般螺母较长,通常用于对较高紧固强度要求的场合中。
2、该类螺母制作时首先需要挑选合适的材料,之后并将该材料切削加工成所需外形,并通过丝锥对其进行攻丝,使得其内环形成所需螺纹,之后对形成的螺母进行热处理和表面处理,最后对通过检验的螺母进行包装存储,而对于目前进行攻丝的过程中存在以下问题:1、由于该类螺母的长度较长,所需形成的螺母长度较长,故在攻丝过程中丝锥进入螺母中的长度较长,当螺母的轴线与丝锥之间的轴线重合度较差时导致攻丝形成的螺纹不合格,难以与后续的螺栓正常配合使用。
3、2、在进行攻丝前需要对螺母进行固定夹持,由于该类螺母的长度较长,故目前较难对该类螺母进行稳固的夹持,故易导致后续攻丝过程中螺母出现晃动或丝锥与螺母之间无法进行正常配合的问题,即导致攻丝作业失败。
技术实现思路
1、基于此,有必要提供一种螺母的加工工艺,旨在解决现有技术中螺母的轴线与丝锥之间的轴线重合度较差时导致攻丝形成的螺纹不合格以及难对该类螺母进行稳固的夹持易导致攻丝过程中螺母出现晃动或丝锥与螺母之间无法进行正常配合的问题。
2、一方面,本技术提供一种螺母的加工工艺,包括以下步骤:
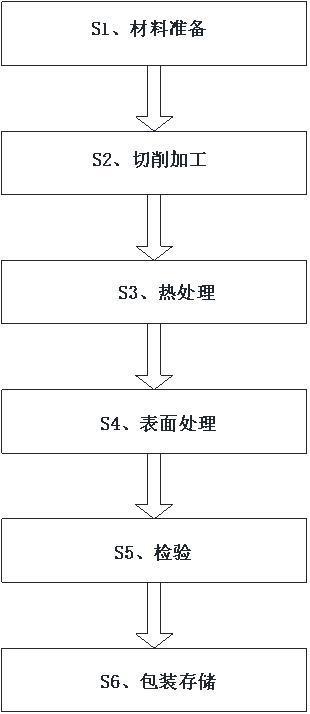
3、s1、材料准备:选择合适的材料,通常使用碳钢、不锈钢、铜或铝材料制作螺母。
4、s2、切削加工:使用车床和铣床以及其他机械设备对步骤s1中选取的材料进行切削加工,并使得选取材料被切削形成螺母的外形,之后通过固定装置对螺母进行夹持,并由丝锥进行攻丝作业,使得螺母形成内螺纹。
5、s3、热处理:对步骤s2中得到螺母进行热处理,以提高其力学性能。
6、s4、表面处理:对步骤s3中经过热处理的螺母进行表面处理,使得在螺母表面形成一层保护层。
7、s5、检验:对步骤s4中得到的螺母进行检验,以确保其质量。
8、s6、包装存储:对步骤s5中检验合格的螺母进行包装,便于后续的运输和存储。
9、所述步骤s2中采取固定装置进行加工,所述固定装置包括:
10、底座板,所述底座板为l形,底座板的水平部分的上端面固定设置有圆柱状基座,基座的上端面固定设置有放置圆板,放置圆板的上端面开设有放置螺母的放置槽。
11、侧板,所述底座板竖直部分的前端面滑动设置有上下移动的电动滑块一,电动滑块一的前端面固定设置有矩形的侧板,侧板的前端面设置有用于夹持螺母的夹持机构。
12、定位机构,所述基座的周向面上设置有用于对螺纹进行定位支撑的定位机构。
13、所述夹持机构包括滑块槽,所述侧板的前端面开设有两个左右对称的滑块槽,滑块槽内滑动设置电动滑块二,电动滑块二的前端面通过连接板固定设置有一号横移板,两个一号横移板的相对面均固定设置有横移条,横移条上滑动设置有二号横移板,两个二号横移板之间共同设置有上夹持组件,所述上夹持组件包括进给板,所述横移条上滑动设置有进给板,且两个进给板位于两个二号横移板之间,两个横移板的相对面均铰接设置有摆动条,摆动条的另一端铰接设置有矩形且用于对螺母上端面夹持限位的贴合板,二号横移板设置有驱动贴合板与螺母贴合并夹紧的实施组。
14、根据有利的实施例,所述实施组包括固定柱,所述二号横移板靠近相邻进给板的端面固定设置有两个前后对称的固定柱,且固定柱贯穿对应的进给板,固定柱与进给板之间为相互滑动,固定柱与对应的进给板的相对面固定设置有弹簧圆板,弹簧圆板与对应的进给板之间共同固定设置有弹簧一,固定柱上固定套设有推动圆板,且推动圆板位于进给板与相邻的二号横移板之间,前后对应的两个推动圆板的相背面均固定设置有安装板,安装板上活动安装有弹簧杆,弹簧杆靠近摆动条的一端固定设置有压紧柱,弹簧杆的另一端面固定设置有安装圆板,安装圆板与对应的安装板之间共同固定设置有弹簧二。
15、根据有利的实施例,两个所述二号横移板与侧板之间共同设置有驱动组一,所述驱动组一包括固定块,所述侧板的中间位置的前端面固定设置有固定块,固定块上转动设置有双向螺纹轴,双向螺纹轴上螺纹配合有两个左右对称的驱动条,且驱动条与对应的二号横移板固定连接。
16、根据有利的实施例,所述横移条上设置有对位组,所述对位组包括活动条,两个所述横移条的相对面均活动安装有活动条,两个活动条的相对面均铰接设置有u形板,且u形板的横向部分远离对应的活动条的端面均为斜面,横移条的前后两端面均固定设置有l形的抵紧条。
17、根据有利的实施例,所述二号横移板的下端面设置有下夹持组件,所述下夹持组件包括悬挂板,所述二号横移板的下端面共同固定设置有悬挂板,两个悬挂板的相对面均活动安装有抵紧柱,两个压紧柱的相背面均固定设置有圆形板,圆形板与对应的悬挂板之间共同固定设置有弹簧三,两个压紧柱的相对面均固定设置有用于对螺母圆柱部分夹紧的弧形板,且弧形板的内弧面为多边形面。
18、根据有利的实施例,所述定位机构包括周向板,所述基座的周向面通过连接柱固定设置有多个周向均匀分布的周向板,周向板朝向基座的端面开设有从上至下的移块槽,移块槽内滑动设置有移动块,移动块上活动安装有朝向基座的移动柱,移动柱朝向基座的端面固定设置有下压板,下压板远离对应移动柱的端面固定设置有两个对称分布的夹持条,所述移动柱上设置有驱动组二。
19、根据有利的实施例,所述驱动组二包括固定圆板,所述移动块远离对应下压板的端面固定设置有固定圆板,移动柱远离对应下压板的端面固定设置有驱动圆板,驱动圆板与对应的固定圆板之间共同固定设置有弹簧四,周向板远离基座的端面固定设置有直角梯形的梯形块,且梯形块的斜面远离基座且朝向下侧,驱动圆板的上通过l形的连接条固定设置有形状为直角梯形的配合块,且配合块的斜面与梯形块的斜面相互贴合,周向板远离基座的端面和固定圆板远离基座的端面均固定设置有安装块,两个安装块之间共同设置有伸缩端与上侧安装块固定连接的伸缩导杆,上端相邻的两个安装块之间共同固定设置有弧形的同步条。
20、综上所述,本发明包括以下至少一种有益效果:一、本发明中设置的定位机构中的移动柱带动夹持条靠近螺母,所有的夹持条同步移动靠近螺母并对螺母进行夹持定位,即使得螺母的轴线与基座的轴线共线,保证后续攻丝作业的准确性,减少因夹持使得螺母与丝锥之间的角度偏差而导致的误差。
21、二、本发明中夹持机构中的上夹持组件和下夹持组件相互配合,对螺母的六边形部分和圆柱部分分别进行夹持,以及配合定位机构中对螺母下端突出部分的限位夹持,故保证了对螺母的稳固夹持,避免出现因螺母较长而影响后续攻丝作业的问题。
22、三、本发明中设置的同一个进给板上的两个摆动条带动贴合板对螺母紧贴,通过四个贴合板的作业对螺母的六边形部分进行夹持,提高后续攻丝过程中的稳定性,避免出现在攻丝过程中因螺母长度较长而导致螺母出现晃动或与丝锥之间出现偏差而影响攻丝作业的问题。
23、四、本发明中设置的u形板其上的斜面便于其与螺母六边形部分的表面贴合,通过左右两个对称的u形板相互配合将螺母限位卡住,故对螺母的朝向和周向角度进行定位,便于上夹持组件进行后续的夹持支撑,即便于后续贴合板能与螺母的六边形部分的表面贴合。
- 还没有人留言评论。精彩留言会获得点赞!