一种金刚线母线拉拔张力自动控制装置及方法与流程
本发明涉及机械领域,具体涉及一种金刚线拉拔智能化自动控制设备,特别涉及一种金刚线母线拉拔张力自动控制装置及方法。
背景技术:
1、金刚线是金刚石切割线的简称,还被称为之为钻石切割线或者钻石线。金刚线是通过母线经多个步骤生产出的,其中初级步骤需要将母线从线辊上放线后进行一级或者多级拉拔作业,从而将直径较大的母线通过拉拔作业最终形成需求直径,然后进行下一步的工艺制备。
2、目前的金刚线母线拉拔作业是通过拉拔设备将母线经放线、拉伸、收线加工成规格细线,通过拉拔设备伴随一级或者多级拉拔作业的运行,每一级拉拔过程中经模具出料后,模具两侧的钢丝直径均会发生变化,这就要求每一级放线、拉伸、收线作业的张力控制必须提高精度,放线、拉伸、收线的环节配合过程中,从放线到最终的首先速度决定了整个拉丝机械的生产效率,也是整个系统最难控制的部分。收线张力的大小直接影响到产品的品质,张力过大易变形或拉断,造成导线磨损,同时钢丝出现延伸,中心毛孔过多造成后期电镀成品破断力不够。张力过小时会产生轴向滑动而错位,形成最终收线不整齐,钢丝容易跳出放线轮出现断丝现象的发生,同时会出现绞丝、加热不均匀、面缩率偏高,拉拔不正常断丝,最终影响电镀成品性能。另外,在拉拔过程中,除了需要对放线、拉伸和收线作业实施控制之外,为了提高生产效率,母线在每一级拉拔作业运行时需要对钢丝实施加热处理,通过加热后的钢丝在经过模具出线时拉拔效率会大大提高。
3、传统的拉拔设备利用多个飞轮实施拉力的控制,其控制精度较差,不能根据多级拉拔作业的需求实施放线、拉伸以及收线作业中的综合拉力控制,同时也缺少连贯性的加热设备实施拉拔过程中的无间隙加热处理作业,因此提供一种结构简单,操作方便,自动化程度高,拉力控制精确,能够通过分级拉力控制的方式对放线、拉伸以及收线实施综合的分级控制,并且在拉拔过程中实施加热或预热处理,提高拉拔效率和最终成品质量的金刚线母线拉拔张力自动控制装置及方法,具有广泛的市场前景。
技术实现思路
1、针对现有技术的不足,本发明提供一种结构简单,操作方便,自动化程度高,拉力控制精确,能够通过分级拉力控制的方式对放线、拉伸以及收线实施综合的分级控制,并且在拉拔过程中实施加热或预热处理,提高拉拔效率和最终成品质量的金刚线母线拉拔张力自动控制装置及方法,用于克服现有技术中的缺陷。
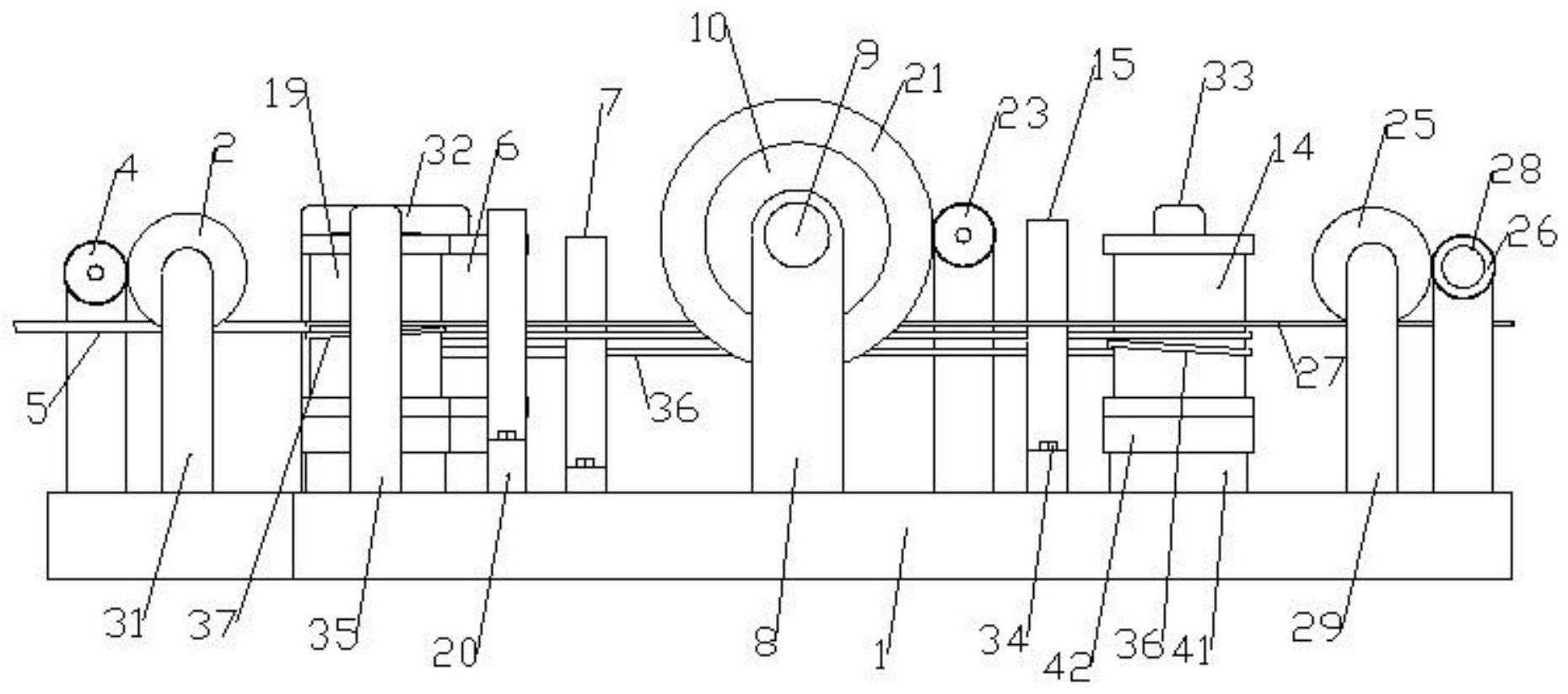
2、本发明的技术方案是这样实现的:一种金刚线母线拉拔张力自动控制装置,包括底座,所述的底座顶部一端后侧安装有进料张力控制辊,进料张力控制辊的辊体后侧通过进料速度调节齿圈与进料速度调节电机输出端的进料速度调节齿轮相啮合,进料张力控制辊内侧对应安装有第一加热接料辊,第一加热接料辊的内侧对应固定安装有第一拉拔模具,第一拉拔模具的内侧设置有多级拉拔张力控制装置,多级拉拔张力控制装置的出料端与设置在底座顶部另一端前侧的出料张力控制辊相配合,出料张力控制辊的辊体前侧通过出料速度调节齿圈与出料速度调节电机输出端的出料速度调节齿轮相啮合。
3、所述的多级拉拔张力控制装置包括设置在第一拉拔模具内侧的支撑轴,支撑轴的两端通过轴支架固定安装在底座中部顶面,在支撑轴上自后向前分别通过轴承安装有第一拉伸张力调节辊、第二拉伸张力调节辊以及第三拉伸张力调节辊,第一拉伸张力调节辊、第二拉伸张力调节辊以及第三拉伸张力调节辊分别通过第一速度调节齿圈、第二速度调节齿圈和第三速度调节齿圈与第一主动齿轮、第二主动齿轮以及第三主动齿轮相连接,第一主动齿轮、第二主动齿轮以及第三主动齿轮分别与第一调速电机、第二调速电机以及第三调速电机相连接;
4、第二拉伸张力调节辊的一侧固定安装有与第一拉拔模具安装位置相对应的第二加热接料辊,第二加热接料辊与第二拉伸张力调节辊之间固定安装有第二拉拔模具,第二拉伸张力调节辊的另一侧固定安装有第三加热接料辊,第三加热接料辊与第三拉伸张力调节辊之间固定安装有第三拉拔模具,第三拉伸张力调节辊的另一侧与出料张力控制辊相配合。
5、所述的进料张力控制辊和出料张力控制辊的辊体外表面均复合有线体外表面保护层,进料张力控制辊和出料张力控制辊分别通过进料支架和出料支架安装在底座顶面,进料张力控制辊的外侧与母线放线辊相配合,出料张力控制辊的外侧与收线辊相配合,进料速度调节齿圈安装在进料张力控制辊后侧支撑体的圆周方向上,出料速度调节齿圈安装在出料张力控制辊前侧支撑体的圆周方向上。
6、所述的第一拉拔模具为中心位置开设有第一拉拔模具孔的方形块状结构,第一加热接料辊的外壁前侧与该第一拉拔模具孔在同一个垂直于底座的平面上,该平面与底座的前侧面以及后侧面均相互平行。
7、所述的第一拉伸张力调节辊的辊体直径不小于第二拉伸张力调节辊的辊体直径,第二拉伸张力调节辊的辊体直径不小于第三拉伸张力调节辊的辊体直径,第一拉伸张力调节辊和第二拉伸张力调节辊以及第二拉伸张力调节辊和第三拉伸张力调节辊之间均设置有缝隙。
8、所述的第一速度调节齿圈设置在第一拉伸张力调节辊后侧支撑体的圆周方向上,第二速度调节齿圈设置在第二拉伸张力调节辊后侧支撑体的圆周方向上,第三速度调节齿圈设置在第三拉伸张力调节辊后侧支撑体的圆周方向上,第一速度调节齿圈、第二速度调节齿圈以及第三速度调节齿圈的直径相等。
9、所述的第二加热接料辊的外壁后侧与第一拉拔模具的中心点在同一个垂直于底座的平面上,第二拉拔模具为中心位置开设有第二拉拔模具孔的方形块状结构,第二加热接料辊的外壁前侧与该第二拉拔模具孔在同一个垂直于底座的平面上,第二加热接料辊的外壁后侧所在的平面与第一拉伸张力调节辊辊体中部所在的平面为同一平面,第二加热接料辊的外壁前侧所在的平面与第二拉伸张力调节辊辊体中部所在的平面为同一平面。
10、所述的第三加热接料辊的外壁后侧与第二拉拔模具的中心点在同一个垂直于底座的平面上,第三拉拔模具为中心位置开设有第三拉拔模具孔的方形块状结构,第三加热接料辊的外壁前侧与该第三拉拔模具孔在同一个垂直于底座的平面上,第三加热接料辊的外壁后侧所在的平面与第二拉伸张力调节辊辊体中部所在的平面为同一平面,第三加热接料辊的外壁前侧所在的平面与第三拉伸张力调节辊辊体中部所在的平面为同一平面。
11、所述的第三拉伸张力调节辊的辊体长度与出料张力控制辊辊体后部相对应,第一拉伸张力调节辊、第二拉伸张力调节辊以及第三拉伸张力调节辊的外表面均设置有线体外表面保护层,第一加热接料辊、第二加热接料辊以及第三加热接料辊分别通过第一辊架、第二辊架和第三辊架设置在底座上,在第一加热接料辊、第二加热接料辊以及第三加热接料辊的底部均固定安装有加热底座,加热底座的顶部设置有加热盘管,加热底座外侧套装有接料辊旋转轴承,第一加热接料辊、第二加热接料辊以及第三加热接料辊分别通过接料辊旋转轴承套装在三个加热盘管外侧。
12、一种如上所述的金刚线母线拉拔张力自动控制装置的控制方法,其方法为:
13、1)将进料速度调节电机、第一调速电机、第二调速电机、第三调速电机、出料速度调节电机以及三个加热底座与外设的控制器相连接;
14、2)将母线放线辊上的母线从进料张力控制辊的后侧底部向上缠绕一周后自底部前侧向右出线,然后从第一加热接料辊的前侧上部向后缠绕一周后自前侧下部向右出线,对母线头部实施细化处理后从第一拉拔模具上设置的第一拉拔模具孔穿出,并从第一拉伸张力调节辊的底部后侧缠绕一周后自底部前侧向右出线;
15、3)通过控制器开启第一调速电机,第一调速电机通过第一主动齿轮带动第一速度调节齿圈旋转,同时进料速度调节电机通过进料速度调节齿轮带动进料速度调节齿圈旋转,根据母线直径通过控制器对进料速度调节电机和第一调速电机实施转速自动控制,同时通过控制器开启第一加热接料辊底部的加热底座,热量通过加热盘管传输至第一加热接料辊表面,对第一加热接料辊表面的母线实施加热拉拔处理;
16、4)母线经第一拉拔模具出料后形成初级线体,当初级线体长度达到预设长度时,从第二加热接料辊后侧下部向外缠绕一周后自前侧上部向左出线,对初级线体的端头位置实施细化处理后从第二拉拔模具上设置的第二拉拔模具孔穿出,然后从第二拉伸张力调节辊的底部后侧缠绕一周后自底部前侧向左出线;
17、5)通过控制器开启第二调速电机并实施转速自动控制,第二调速电机通过第二主动齿轮带动第二速度调节齿圈旋转,对初级线体实施拉拔作业,在此期间,进料速度调节电机和第一调速电机通过控制器实施转速自动控制,第二加热接料辊底部的加热底座对初级线体实施加热处理;
18、6)初级线体经第二拉拔模具出料后形成中级线体,当中级线体长度达到预设长度时,从第三加热接料辊后侧底部向外缠绕一周后自前侧上部向右出线,对中级线体的端头位置实施细化处理后从第三拉拔模具上设置的第三拉拔模具孔穿出,然后从第三拉伸张力调节辊的底部后侧缠绕一周后自底部前侧向右出线;
19、7)通过控制器开启第三调速电机并实施转速自动控制,第三调速电机通过第三主动齿轮带动第三速度调节齿圈旋转,对中级线体实施拉拔作业,在此期间,进料速度调节电机、第二调速电机和第一调速电机通过控制器实施转速自动控制,第三加热接料辊底部的加热底座对中级线体实施加热处理;
20、8)中级线体经第三拉拔模具出料后形成末级线体,当末级线体长度达到预设长度时,从出料张力控制辊后侧底部向外缠绕一周后自前侧底部向右出线,末级线体外侧与收线辊连接,在此期间,进料速度调节电机、出料速度调节电机、第二调速电机、第三调速电机和第一调速电机通过控制器实施转速自动控制,对母线、初级线体、中级线体以及末级线体实施拉拔过程中的张力自动控制。
21、本发明具有如下的积极效果:首先,本发明通过外置的控制器对进料速度调节电机、第一调速电机、第二调速电机、第三调速电机、出料速度调节电机以及三个加热底座实施转速的自动控制,根据母线、初级线体、中级线体以及末级线体的直径确定进料速度调节电机、第一调速电机、第二调速电机、第三调速电机、出料速度调节电机的转速,实现每段线体在拉拔过程中的张力自动控制,采取分段分级式拉拔作业,每段独立实施拉拔张力的自动调节和控制,根据拉拔需求提前将每段线体所需要的最佳拉拔张力数据输入至控制器,再由控制器根据设定数值实施转速的控制,同时在拉拔过程中根据拉拔作业运行对电机的转速实施调整作业,整体电机配合完成多级拉拔作业的张力控制,避免张力过大或者张力过小造成的成品缺陷,进料速度调节电机、第一调速电机、第二调速电机、第三调速电机、出料速度调节电机转速相互配合,逐级向后实施调节增速,适应母线逐步变细的拉拔作业,同时在张力出现波动时,能够分别进行分段调节,第一拉伸张力调节辊、第二拉伸张力调节辊以及第三拉伸张力调节辊采取不同的直径和不同的转速,完成母线拉拔变细的分段首先张力控制需求,配合加热底座和加热盘管的使用,对加热接料辊实施每段模具进料拉拔前的加热预热作业,实现金刚线母线拉拔张力自动控制。
- 还没有人留言评论。精彩留言会获得点赞!