一种焊接方法、装置、设备及存储介质与流程
本发明涉及焊接技术,尤其涉及一种焊接方法、装置、设备及存储介质。
背景技术:
1、焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料如塑料的制造工艺及技术。
2、目前,大多采用手工焊接或机器焊接的方式。手工焊接的往往依赖工人的经验,焊接质量不高。而机器焊接大多都是走示教轨迹,机器人总是按照预先示教好的程序进行焊接,不能实时根据产品的生产差异性而实时调整焊接轨迹,从而导致焊接精度普遍不高。
技术实现思路
1、本发明提供一种焊接方法、装置、设备及存储介质,以实现在焊接过程中实时对焊枪进行位置修正,提高焊接精度和质量。
2、第一方面,本发明提供了一种焊接方法,焊枪移动方向的前端设置有图像传感器,所述图像传感器与所述焊枪同步移动,方法包括:
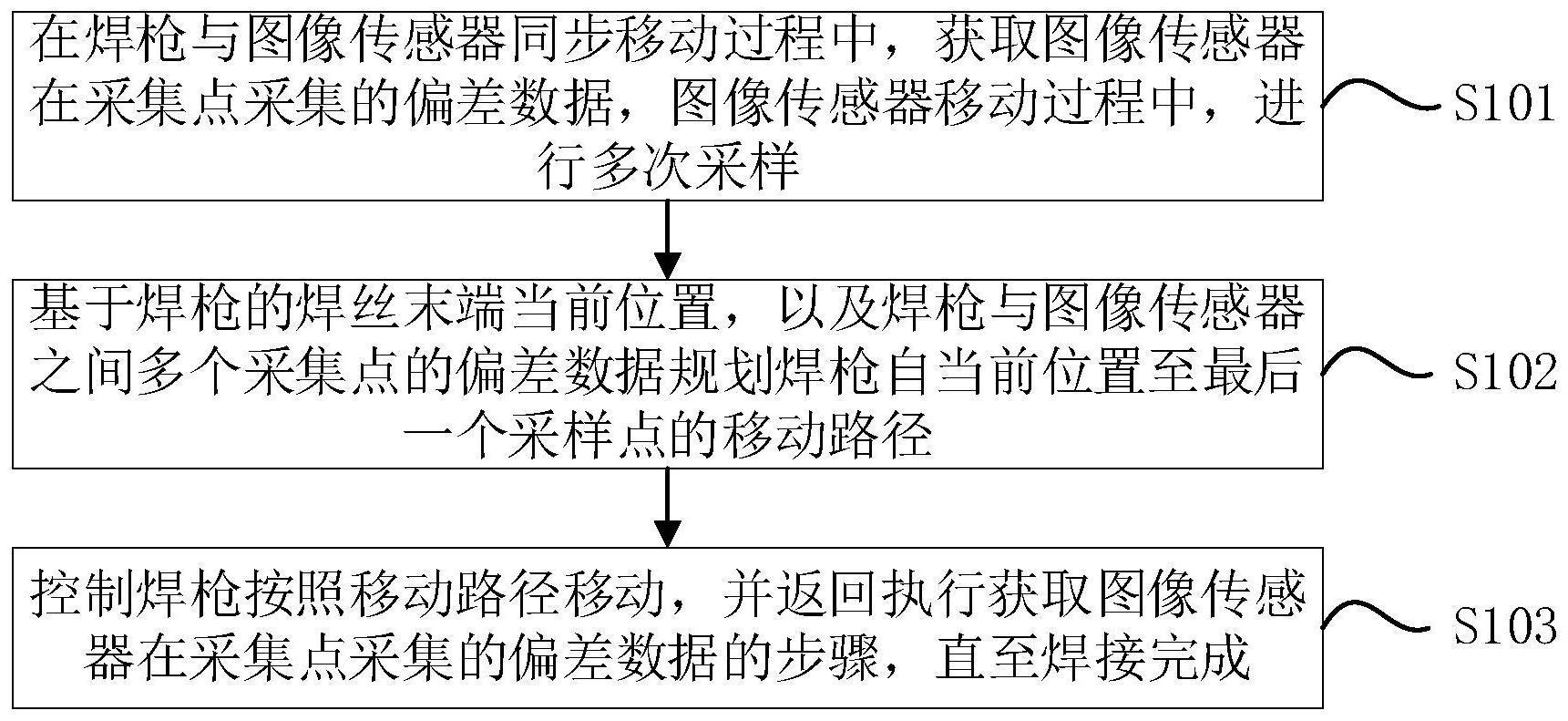
3、在所述焊枪与所述图像传感器同步移动过程中,获取所述图像传感器在采集点采集的偏差数据,所述图像传感器移动过程中,进行多次采样;
4、基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径;
5、控制所述焊枪按照所述移动路径移动,并返回执行获取所述图像传感器在采集点采集的偏差数据的步骤,直至焊接完成。
6、可选的,在焊枪与所述图像传感器同步移动之前,还包括:
7、标定所述焊枪的焊丝末端在所述图像传感器中的相机坐标系中的相机坐标;
8、控制所述焊枪与待焊接工件相对移动,直至所述图像传感器检测到待焊接的焊缝的起点。
9、可选的,标定所述焊枪的焊丝末端在所述图像传感器中的相机坐标系中的相机坐标,包括:
10、获取所述焊枪的焊丝末端在所述图像传感器采集的图像中的像素坐标;
11、将所述焊枪的焊丝末端的像素坐标转换为相机坐标系中的相机坐标;
12、调整所述焊枪的焊丝末端的位置,直至所述焊枪的焊丝末端在相机坐标系中的相机坐标与相机坐标系的原点重合。
13、可选的,获取所述图像传感器在采集点采集的偏差数据,包括:
14、获取所述图像传感器在采集点采集的焊缝图像;
15、对所述焊缝图像进行处理,确定所述焊缝的中心;
16、基于所述焊缝中心的像素坐标确定所述焊缝中心的世界坐标;
17、计算所述焊缝中心与所述图像传感器在世界坐标系中第一轴向坐标的偏差作为第一偏差数据,所述第一轴向为焊接平面内垂直于所述焊缝的方向;
18、计算所述焊缝中心在世界坐标系下与所述图像传感器的垂直距离;
19、计算所述垂直距离与预设距离的差值作为第二偏差数据。
20、可选的,基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径,包括:
21、获取当前所述焊枪的焊丝末端的世界坐标;
22、针对每一采集点,基于所述第一偏差数据对所述焊枪的世界坐标中的第一轴向坐标进行修正,基于所述第二偏差数据对所述焊枪的世界坐标中的第二轴向坐标进行修正,所述第二轴向为垂直于焊接平面的方向,得到所述采集点的规划坐标;
23、基于各采集点的规划坐标得到焊枪自当前位置至最后一个采样点的移动路径。
24、可选的,所述偏差数据按照采集的时间顺序存储在先进先出存储器中,基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径,还包括:
25、基于先进先出的原则,从所述先进先出存储器中提取偏差数据,并基于所述采集点的偏差数据对所述焊枪的焊丝末端当前位置进行修正,得到所述采集点的规划坐标。
26、第二方面,本发明还提供了一种焊接装置,焊枪移动方向的前端设置有图像传感器,所述图像传感器与所述焊枪同步移动,装置包括:
27、偏差数据获取模块,用于在所述焊枪与所述图像传感器同步移动过程中,获取所述图像传感器在采集点采集的偏差数据,所述图像传感器移动过程中,进行多次采样;
28、路径规划模块,用于基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径;
29、移动控制模块,用于控制所述焊枪按照所述移动路径移动,并返回执行获取所述图像传感器在采集点采集的偏差数据的步骤,直至焊接完成。
30、可选的,焊接装置还包括:
31、标定模块,用于在焊枪与所述图像传感器同步移动之前,标定所述焊枪的焊丝末端在所述图像传感器中的相机坐标系中的相机坐标;
32、移动控制模块,用于控制所述焊枪与待焊接工件相对移动,直至所述图像传感器检测到待焊接的焊缝的起点。
33、第三方面,本发明还提供了一种电子设备,包括:
34、一个或多个处理器;
35、存储器,用于存储一个或多个程序;
36、当所述一个或多个程序被所述一个或多个处理器执行,使得所述一个或多个处理器实现如本发明第一方面提供的焊接方法。
37、第四方面,本发明还提供了一种计算机可读存储介质,其上存储有计算机程序,该程序被处理器执行时实现如本发明第一方面提供的焊接方法。
38、本发明提供的焊接方法,焊枪移动方向的前端设置有图像传感器,图像传感器与焊枪同步移动,在焊枪与图像传感器同步移动过程中,获取图像传感器在采集点采集的偏差数据,图像传感器移动过程中,进行多次采样,基于焊枪的焊丝末端当前位置,以及焊枪与图像传感器之间多个采集点的偏差数据规划焊枪自当前位置至最后一个采样点的移动路径,控制焊枪按照移动路径移动,并返回执行获取图像传感器在采集点采集的偏差数据的步骤,直至焊接完成,在焊接过程中实时对焊枪进行位置修正,提高了焊接精度和质量。
39、应当理解,本部分所描述的内容并非旨在标识本发明的实施例的关键或重要特征,也不用于限制本发明的范围。本发明的其它特征将通过以下的说明书而变得容易理解。
技术特征:
1.一种焊接方法,其特征在于,焊枪移动方向的前端设置有图像传感器,所述图像传感器与所述焊枪同步移动,方法包括:
2.根据权利要求1所述的焊接方法,其特征在于,在焊枪与所述图像传感器同步移动之前,还包括:
3.根据权利要求2所述的焊接方法,其特征在于,标定所述焊枪的焊丝末端在所述图像传感器中的相机坐标系中的相机坐标,包括:
4.根据权利要求1-3任一所述的焊接方法,其特征在于,获取所述图像传感器在采集点采集的偏差数据,包括:
5.根据权利要求4所述的焊接方法,其特征在于,基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径,包括:
6.根据权利要求1所述的焊接方法,其特征在于,所述偏差数据按照采集的时间顺序存储在先进先出存储器中,基于所述焊枪的焊丝末端当前位置,以及所述焊枪与所述图像传感器之间多个采集点的偏差数据规划所述焊枪自当前位置至最后一个采样点的移动路径,还包括:
7.一种焊接装置,其特征在于,焊枪移动方向的前端设置有图像传感器,所述图像传感器与所述焊枪同步移动,装置包括:
8.根据权利要求7所述的焊接装置,其特征在于,还包括:
9.一种电子设备,其特征在于,包括:
10.一种计算机可读存储介质,其上存储有计算机程序,其特征在于,该程序被处理器执行时实现如权利要求1-6中任一所述的焊接方法。
技术总结
本发明公开了一种焊接方法、装置、设备及存储介质,焊枪移动方向的前端设置有图像传感器,图像传感器与焊枪同步移动,在焊枪与图像传感器同步移动过程中,获取图像传感器在采集点采集的偏差数据,图像传感器移动过程中,进行多次采样,基于焊枪的焊丝末端当前位置,以及焊枪与图像传感器之间多个采集点的偏差数据规划焊枪自当前位置至最后一个采样点的移动路径,控制焊枪按照移动路径移动,并返回执行获取图像传感器在采集点采集的偏差数据的步骤,直至焊接完成,在焊接过程中实时对焊枪进行位置修正,提高了焊接精度和质量。
技术研发人员:尹宇鹏,陈晓波
受保护的技术使用者:宾采尔(广州)焊接技术有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!