一种反弹器尾塞组件自动装配机的制作方法
本技术涉及反弹器装配,尤其是涉及一种反弹器尾塞组件自动装配机。
背景技术:
1、反弹器是一种用于橱柜、抽屉等家具上的开关,比如将柜门反弹器安装在柜门之后,开关柜门时就不需用到拉手,只需要通过对门板的按压即可实现对门的开关,较为简单方便。
2、反弹器通常由导槽调节杆、尾塞组件、顶盖以及底座等组成。其中,尾塞组件包括尾塞以及设置在尾塞上的锁扣弹簧。在对尾塞组件进行装配过程中,需要将尾塞放置到定位夹具上,随后将锁扣弹簧放置到尾塞安装槽上并转动一定角度,最后将锁扣弹簧压装至安装槽内。
3、目前,在将锁扣弹簧压装至安装槽过程中,通常通过气缸与压块进行配合来直接将锁扣弹簧下压压装至尾塞上。在这个过程中,弹簧锁扣容易发生变形,严重影响反弹器的装配质量。因此,可做进一步改进。
技术实现思路
1、为了使弹簧锁扣在装配过程中不易于发生变形,以提高反弹器的装配质量,本技术提供一种反弹器尾塞组件自动装配机。
2、本技术提供的一种反弹器尾塞组件自动装配机采用如下的技术方案:
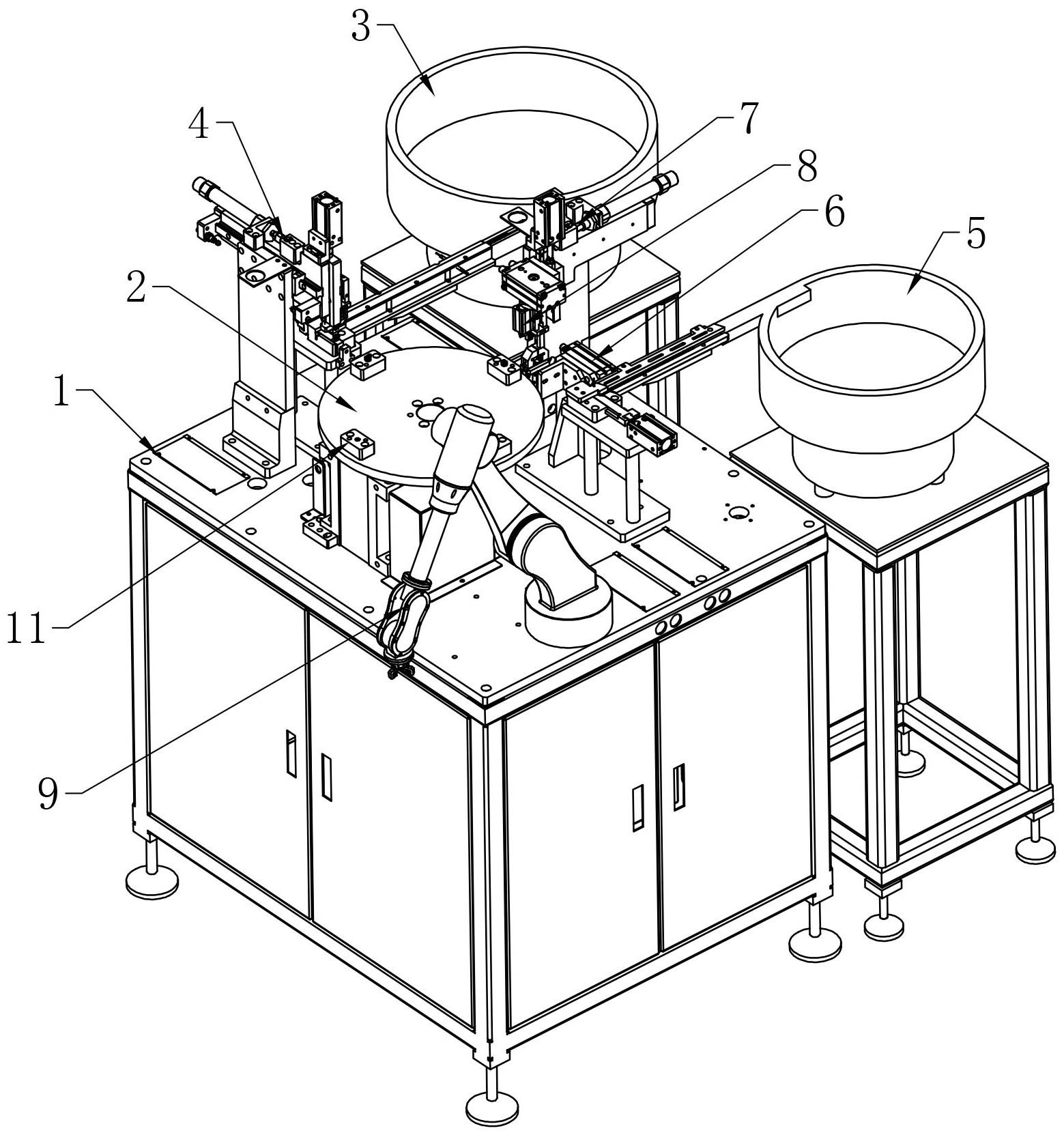
3、一种反弹器尾塞组件自动装配机,包括
4、机架;
5、转台,所述转台安装于机架上,且所述转台上沿其周向均匀布置有多个工装座;
6、尾塞送料机构,所述尾塞送料机构用于将尾塞送至尾塞上料位;
7、尾塞上料机构,所述尾塞上料机构用于将尾塞上料位处的尾塞放置至工装座上;
8、锁扣弹簧送料机构,所述锁扣弹簧送料机构用于将锁扣弹簧送至锁扣弹簧上料位;
9、中转机构,所述中转机构用于将锁扣弹簧上料位处的锁扣弹簧进行中转呈竖直装配状态;
10、锁扣弹簧上料机构,所述锁扣弹簧上料机构用于将中转后的锁扣弹簧放置至尾塞上;
11、压装机构,所述压装机构安装于锁扣弹簧上料机构上,且所述压装机构用于将锁扣弹簧压装至尾塞上以形成尾塞组件;
12、以及下料机构,所述下料机构用于对工装座上的尾塞组件进行抓取下料;
13、所述锁扣弹簧上料机构包括第二上料架以及安装于第二上料架的旋转气缸、第二竖移驱动件第二推送驱动件;所述旋转气缸的输出端安装有第三抓放气爪,所述第三抓放气爪的气指上安装有第三夹指,且所述第三抓放气爪用于对锁扣弹簧进行抓放;所述第二竖移驱动件用于驱动旋转气缸上下移动,所述第二推送驱动件用于将旋转气缸推送至工装座;所述压装机构包括冲击气缸以及安装于冲击气缸活塞杆端的冲击压板,所述冲击气缸安装于旋转气缸外壁且朝下设置,且所述冲击气缸用于对锁扣弹簧进行冲击而压装于尾塞;所述第三夹指的内侧设置有可动夹板,且所述可动夹板沿竖向滑动设置;所述第三夹指的内侧开设有竖向滑槽,所述竖向滑槽内设置有竖移滑块以及复位弹簧,所述竖移滑块滑动设置于竖向滑槽,所述复位弹簧顶撑于竖移滑块;所述可动夹板安装于竖移滑块。
14、通过采用上述技术方案,在对尾塞组件进行装配过程中,工装座随转台的转动而在不同工位之间变换。首先,尾塞送料机构将尾塞送至尾塞上料位,尾塞上料机构将尾塞上料位处的尾塞放置至工装座上。接着,锁扣弹簧送料机构将锁扣弹簧送至锁扣弹簧上料位,中转机构将锁扣弹簧上料位处的锁扣弹簧进行中转呈竖直装配状态,锁扣弹簧上料机构将中转后的锁扣弹簧放置至尾塞上。然后,压装机构将锁扣弹簧压装至尾塞上以形成尾塞组件。最后,下料机构用于对工装座上的尾塞组件进行抓取下料。以完成对尾塞组件的自动装配,其装配效率较高。在上料过程中,在第二竖移驱动件的配合下,第二抓放气爪下降抓取中转后的锁扣弹簧后抬升。接着,在第二推送驱动件的配合下,将锁扣弹簧推送至工装座,且在第二竖移驱动件的配合下,将锁扣弹簧下放,使锁扣弹簧的底部插装于尾塞上。然后,旋转气缸控制第三抓放气爪进行旋转一定角度,以将锁扣弹簧顶部调整至与尾塞顶部的安装槽相对准,以等待后续压装机构将锁扣弹簧压装至尾塞上以形成尾塞组件。在压装过程中,当锁扣弹簧被放置于尾塞,且锁扣弹簧的底部插接于尾塞且调整好位置后,冲击气缸控制冲击压板对锁扣弹簧顶部不断冲击,以逐步将锁扣弹簧顶部压装于尾塞顶部的安装槽内。在这个过程中,一方面,第三抓放气爪始终通过第三夹指夹持于锁扣弹簧,使锁扣弹簧不易于因冲击而发生变形;另一方面,采用逐步冲击压装方式,每冲击一次,锁扣弹簧下插一段,然后第三抓放气爪松开锁扣弹簧,在复位弹簧的作用下,可动夹板进行复位;接着第三抓放气爪夹紧锁扣弹簧,冲击气缸再次冲击,以对锁扣弹簧进行多段式压装。
15、可选的,所述转台包括转盘、分割器、电机;所述转盘水平设置,且安装于分割器的输出端;所述电机用于驱动分割器,所述工装座沿转盘周向均匀布置于转盘。
16、通过采用上述技术方案,在正常工作过程中,启动电机,电机通过分割器控制转盘转动,使工装座随转盘而在不同工位之间变换。
17、可选的,所述尾塞送料机构包括第一震动盘、第一送料架、第一输送滑道以及第一推送气缸;所述第一震动盘用于震动上料尾塞,所述第一输送滑道安装于第一送料架,且所述第一输送滑道拼接于第一震动盘中内部滑道的出料端;所述第一推送气缸安装于第一送料架,且布设于第一输送滑道末端一侧;所述第一推送气缸的活塞杆端安装有第一推送座,所述第一推送座上开设有连通于第一输送滑道且用于限位尾塞的第一卡位槽。
18、通过采用上述技术方案,在送料过程中,第一震动盘将尾塞沿着内部滑道进行震动上料,使尾塞以竖直装配状态输送至第一输送滑道。接着,尾塞经第一输送滑道末端掉入第一推送座中的第一卡位槽内,第一推送气缸推出第一推送座,以将第一推送座上的尾塞推出至尾塞上料位,以等待尾塞上料机构进行抓取上料。
19、可选的,所述尾塞上料机构包括第一上料架以及安装于第一上料架的第一抓放气爪、第一竖移驱动件、第一推送驱动件;所述第一抓放气爪的气指上安装有第一夹指,且所述第一抓放气爪用于对尾塞进行抓放;所述第一竖移驱动件用于驱动第一抓放气爪上下移动,所述第一推送驱动件用于将第一抓放气爪推送至工装座。
20、通过采用上述技术方案,在上料过程中,在第一竖移驱动件的配合下,第一抓放气爪下降至尾塞上料位抓取尾塞后抬升。接着,在第一推送驱动件的配合下,将尾塞推送至工装座,且在第一竖移驱动件的配合下,将尾塞下放而放置于工装座上。
21、可选的,所述锁扣弹簧送料机构包括第二震动盘、第二送料架、第二输送滑道以及第二推送气缸;所述第二震动盘用于震动上料锁扣弹簧,所述第二输送滑道安装于第二送料架,且所述第二输送滑道拼接于第二震动盘中内部滑道的出料端;所述第二推送气缸安装于第二送料架,且布设于第二输送滑道末端一侧;所述第二推送气缸的活塞杆端安装有第二推送座,所述第二推送座上开设有连通于第二输送滑道且用于限位锁扣弹簧的第二卡位槽。
22、通过采用上述技术方案,在送料过程中,第二震动盘将锁扣弹簧沿着内部滑道进行震动上料,使锁扣弹簧以水平状态输送至第二输送滑道。接着,锁扣弹簧经第二输送滑道末端掉入第二推送座中的第二卡位槽内,第二推送气缸推出第二推送座,以将锁扣弹簧推出至锁扣弹簧上料位,以等待中转机构进行中转操作。
23、可选的,所述中转机构包括中转架、设置于中转架上的翻转板、用于驱动翻转板进行翻转的翻转驱动件以及安装于翻转板上的第二抓放气爪,所述第二抓放气爪的气指上安装有第二夹指,且所述第二抓放气爪通过控制第二夹指对锁扣弹簧进行抓放。
24、通过采用上述技术方案,在中转过程中,在翻转驱动件的配合下,第二抓放气爪随翻转板翻转至锁扣弹簧上料位,以通过控制第二夹指对锁扣弹簧进行抓取。接着,在翻转驱动件的配合下,第二抓放气爪随翻转板进行翻转复位,以将锁扣弹簧摆动至竖直装配状态,以待锁扣弹簧上料机构进行抓取上料。
25、可选的,所述下料机构包括机械手以及安装于机械手末端的下料气爪。
26、通过采用上述技术方案,在下料过程中,当完成压装工作后,机械手控制下料气爪,以将尾塞组件进行抓取下料。
27、综上所述,本技术包括以下至少一种有益技术效果:
28、1.在压装过程中,当锁扣弹簧被放置于尾塞,且锁扣弹簧的底部插接于尾塞且调整好位置后,冲击气缸控制冲击压板对锁扣弹簧顶部不断冲击,以逐步将锁扣弹簧顶部压装于尾塞顶部的安装槽内。在这个过程中,一方面,第三抓放气爪始终通过第三夹指夹持于锁扣弹簧,使锁扣弹簧不易于因冲击而发生变形;另一方面,采用逐步冲击压装方式,每冲击一次,锁扣弹簧下插一段,然后第三抓放气爪松开锁扣弹簧,在复位弹簧的作用下,可动夹板进行复位;接着第三抓放气爪夹紧锁扣弹簧,冲击气缸再次冲击,以对锁扣弹簧进行多段式压装;
29、2.在送料过程中,第二震动盘将锁扣弹簧沿着内部滑道进行震动上料,使锁扣弹簧以水平状态输送至第二输送滑道。接着,锁扣弹簧经第二输送滑道末端掉入第二推送座中的第二卡位槽内,第二推送气缸推出第二推送座,以将锁扣弹簧推出至锁扣弹簧上料位,以等待中转机构进行中转操作;
30、3.在中转过程中,在翻转驱动件的配合下,第二抓放气爪随翻转板翻转至锁扣弹簧上料位,以通过控制第二夹指对锁扣弹簧进行抓取。接着,在翻转驱动件的配合下,第二抓放气爪随翻转板进行翻转复位,以将锁扣弹簧摆动至竖直装配状态,以待锁扣弹簧上料机构进行抓取上料。
- 还没有人留言评论。精彩留言会获得点赞!