一种冷轧全工序带钢宽度拉窄量预报与控制的方法与流程
本发明属于冷轧,具体涉及一种冷轧全工序带钢宽度拉窄量预报与控制的方法。
背景技术:
1、冷轧、连续退火和平整过程中,带钢宽度的变化主要是受轧制力、张力等作用,引起带钢宽度方向上金属横向流动,从而发生带钢宽度的变化,通常表现为带钢横向拉窄,从而影响带钢宽度精度。冷轧带钢宽度精度在制造过程中,可能会导致切边飞边缺陷,造成停机等事故;切边量的大小同时影响产品成材率,对制造成本产生重大影响。在用户使用环节,关系到所有用户的材料利用率,对使用成本影响非常大,容易引起用户抱怨。提高制造过程宽度控制精度和交付产品的宽度精度,成为迫切需要解决的课题。
2、目前,一般采用人工统计或简单自动统计的方法,测算不同钢种规格的拉窄量,作为质量设计中宽度余量的设计基准。这些方法效率较低,同时考虑的工况条件不充分,同规格钢种的拉窄量偏差大,不符合宽度控制精度要求,带钢不得不在成品工序切边,造成资源浪费。同时,带钢容易因宽度设计不合理而在成品工序出现切边边丝等生产事故。
3、论文《热镀铝锌连退过程中带钢横向拉窄量预报及其影响因素》,分析了拉窄产生的机理,建立了一套热镀铝锌机组退火过程中带钢拉窄量计算模型,提出了相应的求解方法;同时,以典型规格产品为例,选择特定工艺段,从总张力、温度以及来料板形3个方面定量分析了对拉窄量的影响。在此基础上,编制出了相应的热镀铝锌机组连退过程中炉内带钢横向拉窄量预报软件,并将其应用到生产实践,取得了良好的使用效果。
4、授权公告号为cn 107442576 b的一种冷轧产品尺寸精度的控制方法,对原料材质、酸洗冷轧机组的酸洗冷轧工艺、连续退火机组的连续退火工艺相关参数进行回归分析,经过多次分析筛选,确定最终合理的回归方程和主要影响因素。专利指出原料强度、连退炉各段的温度、运行张力对宽度精度影响大,形成了不同钢种的拉窄量回归方程。但是受控制模型限制,专利对影响拉窄量的因素考虑不全,并且对拉窄量的测算按钢种大类分类,分类层别不细,整体测算精度波动较大。
5、授权公告号为cn 105013831 b的一种带钢宽度控制方法和带钢宽度对称控制方法,通过对带钢宽度控制系统的带钢的宽度进行周期性扫描,并将扫描获得的数据用于带钢宽度控制系统中与设定值比对,进而不断迭代优化控制偏差,解决轧制过程中由于带钢控制系统的振荡而存在的带钢宽度精度低的问题。该方法需借助高精度的扫描结果,不断反馈运算干预控制从而达到提高宽度控制精度的效果,且未考虑实际工况影响,在冷轧全工序宽度控制应用上受限制较多。
6、授权公告号为cn 111876581 b的一种连续退火炉带钢宽度拉窄量控制方法和系统,主要是借助雷达纠偏提供的宽度测量数据,以张力调节为手段,用反馈控制的方法控制炉内各段的拉窄量,未涉及成品拉窄量的预报。
7、授权公告号为cn 104942019 b的一种带钢冷轧过程宽度自动控制方法,主要以原料宽度为基准,对冷轧机各机架针对性的前馈调节来达到宽度控制的目的。未涉及冷轧全工序宽度拉窄量预报。
8、现有技术对冷轧宽度拉窄量做了大量探索,但是仍未形成考虑冷轧全工序宽度影响因素和复杂工况的拉窄量预报方法。相关预报精度依赖离线数据积累,层别划分精度较低,跨层别时的工艺信息波动大,不能随着钢种规格拓展、工况变化等提供高精度的预报与控制。
技术实现思路
1、本发明的目的在于提供一种冷轧全工序带钢宽度拉窄量预报与控制的方法。
2、本发明解决其技术问题所采用的技术方案是:一种冷轧全工序带钢宽度拉窄量预报与控制的方法,包括以下步骤:
3、1)采集在线设备中宽度相关数据,形成在线宽度数据库,对每一个钢卷建立一个数据组,钢卷i的宽度数据width(i)=ψ(x1,x2,…,xk),式中xn表示从第k个设备采集到的数据组,采集的实测信号通过plc通信上传到服务器;
4、2)采集带钢生产过程对应的工艺数据式中y1,y2,…,ym指代带钢钢种、强度级别、订单厚度、订单宽度、轧制压下率、轧制张力、炉内张力、平整延伸率、拉矫延伸率,根据实际工况扩展影响因素;
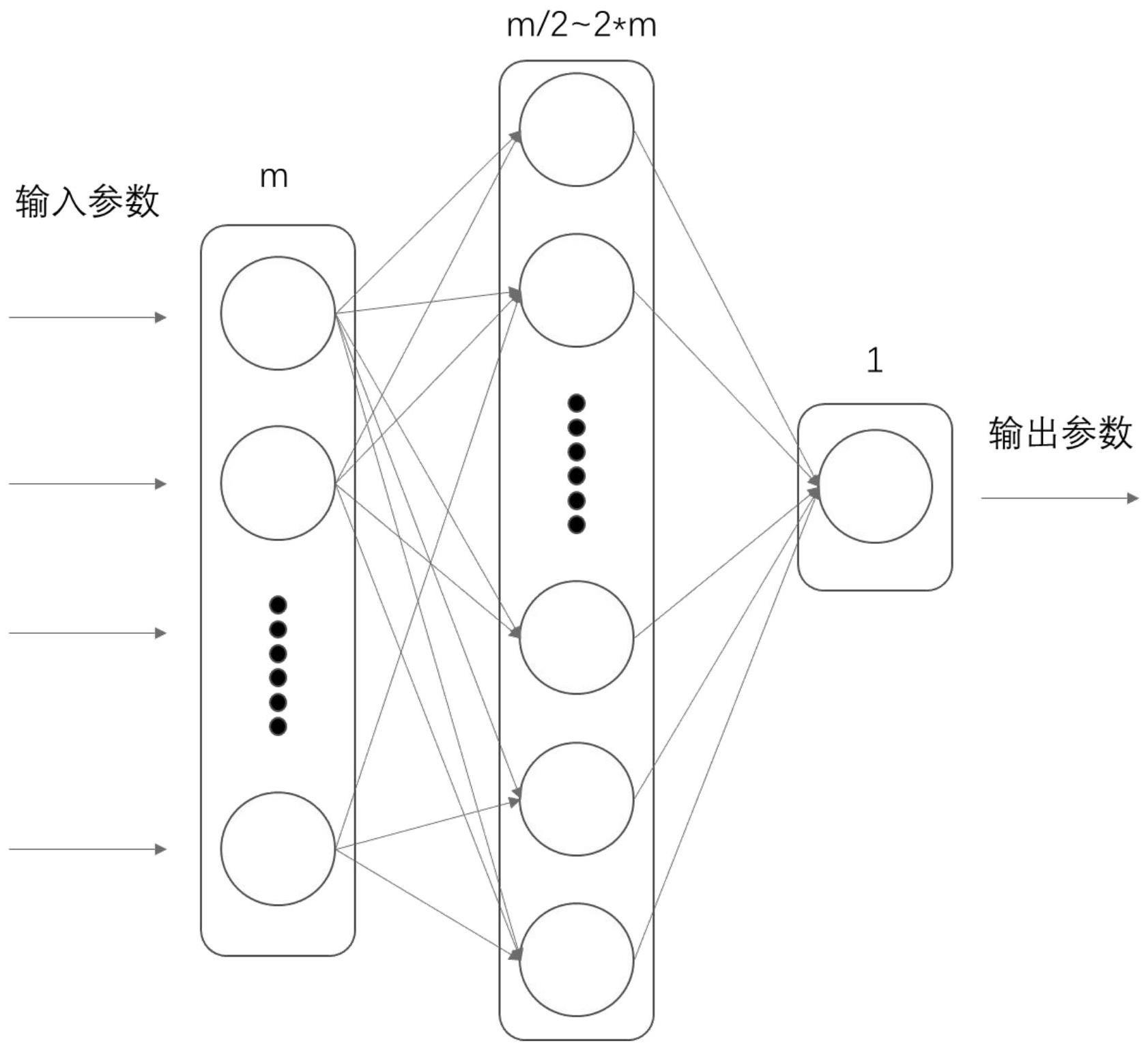
5、3)判断带钢的宽度状态,带钢的拉窄量补偿系数的系数的计算具体过程依赖神经网络的计算,该神经网络的结构为第一层为m个输入参数,输入参数为parameters(i)包含带钢钢种、强度级别、订单厚度、订单宽度、轧制压下率、轧制张力、炉内张力、平整延伸率、拉矫延伸率,根据实际工况扩展影响因素;第二层为一个包含m/2~2m节点的隐层结构,第三层为1个输出参数。输出为表示第n次生产该工艺参数对应产品时的拉窄量补偿值,各神经层节点间采用sigmoid激励函数连接。神经网络的功能是给出可最大程度降低带钢跑偏状态的张力设定参数。在通过神经网络完成张力设定规程计算后进入第四步。
6、4)引入自学习模型不断优化带钢宽度预报精度,根据最终人工测量数据与预测值之间的偏差,修正模型自学习系数,预测拉窄量的线性函数关系式为:y=width(i)+β式中β为修正值,根据每次预报与实际的偏差来修正,通过带衰减的方法来计算替换偏值:式中α为平滑指数,α取0.4,n代表计算步数,代表神经网络模型初步计算值;
7、5)将计算出的拉窄量预测值通过plc通信传递到运行控制系统,根据现场控制参数工况变化,拉窄量预测值实时更新,从而为现场宽度控制提供高精度的控制依据。具体的是,所述采集在线设备中宽度相关数据为采集酸轧、连退、镀锌机组的对中装置、表检仪、测宽仪、定位仪在线设备中宽度相关数据。
8、本发明具有以下有益效果:
9、1)通过采集冷轧全工序带钢宽度相关数据,建立带钢全过程宽度大数据系统模型,不增加额外在线检测设备,推广应用适用性强,经济性高。
10、2)通过自学习模型不断细化带钢、规格、工况等分类层别,全面地考虑冷轧全工序各种宽度影响因素和复杂工况,拉窄量预测精度高。
11、3)可根据工况实时更新的高精度拉窄量预测值,为优化全流程宽度质量设计,优化产线切边控制策略,在线调整相关影响参数实现高精度宽度控制等创造条件,成材率提升、切边事故预防等效果明显。
技术特征:
1.一种冷轧全工序带钢宽度拉窄量预报与控制的方法,包括以下步骤:
2.根据权利要求1所述的所述一种冷轧全工序带钢宽度拉窄量预报与控制的方法,所述采集在线设备中宽度相关数据为采集酸轧、连退、镀锌机组的对中装置、表检仪、测宽仪、定位仪在线设备中宽度相关数据。
技术总结
本发明公开了一种冷轧全工序带钢宽度拉窄量预报与控制的方法,本发明以采集的冷轧全工序带钢宽度相关数据为基础,建立带钢全过程宽度神经网络预测模型,通过自学习模型不断细化带钢钢种、规格、工况等分类层别,提高冷轧全工序拉窄量预测精度。为优化全流程宽度质量设计,优化产线切边控制策略,在线调整相关影响参数实现高精度宽度控制等创造条件,带来成材率提升、切边事故预防等效果。
技术研发人员:徐卫国,陈庆军,查凯,谢谦,张龙,张春阳,林建民,李斌,高凯
受保护的技术使用者:山东钢铁集团日照有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!