一种金属材料冲压成型装置
本发明涉及机械加工设备,具体涉及一种金属材料冲压成型装置。
背景技术:
1、冲压成型加工是一种常见的金属材料零件的加工方法,冲压加工是指通过压力机和模具对型材施加一定外力,以使型材产生塑性变形或分离,从而获得所需形状和尺寸的工件的加工成型方法。其中板材由于占地面积较小,易于形变,是常用的冲压加工原材料,可将板材利用冲压机进行卷圆加工,能够批量加工一些直径较大的圆环类工件。
2、现有的金属材料冲压成型装置,一般包括机架、液压缸、上半环形冲模和下半环形冲模,液压缸固连在机架的上方,液压缸的输出端与所述上半环形冲模连接,下半环形冲模设于上半环形冲模的下方并与上半环形冲模正对。使用时,将板状原材料竖直放置在下半环形冲模的模腔内,然后控制液压缸的输出端向下运动,液压缸的输出端驱动上半环形冲模向下运动,板料的上端上半环形冲模的模腔接触时,上半环形冲模对板料施加压力,从而将板料折弯。然后,控制液压缸抬升上半环形冲模抬升,然后将折弯的板料进行移位,从而将折弯的板料的两端对准下半环形冲模的模腔,然后控制液压缸驱动上半环形冲模下压,从而将弯折的板料卷圆成圆环。
3、现有的冲压成型装置,在对板料进行冲压卷圆加工时,需要对板料进行多次移位的操作,以将板料卷圆成一个完整的环状结构,多次移位操作不仅严重制约着加工效率,还会导致较高的加工误差。
技术实现思路
1、本发明的目的是为了克服现有技术中的问题,提供一种金属材料冲压成型装置,能对板料进行冲压卷圆加工,一次成型形成预定尺寸的管料,避免了传统技术中需要板料进行多次移位的操作,从而不仅提升加工效率,还提升了冲压卷圆加工的加工精度。
2、本发明提供了一种金属材料冲压成型装置,包括机架和下半环形冲模,还包括:
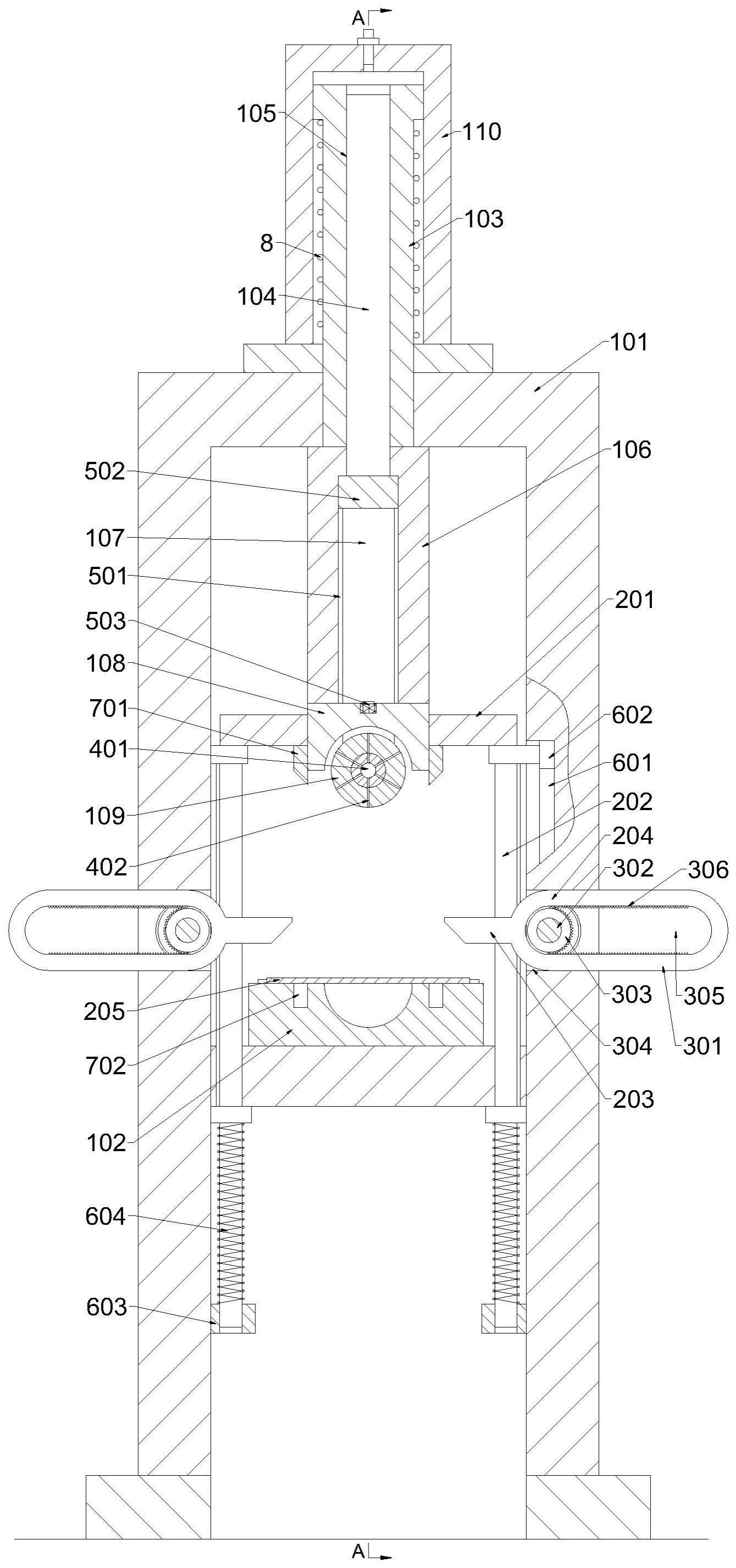
3、复合液压缸,包括缸体、第一活塞和第二活塞,所述缸体竖直设置于所述机架上方,缸体连通有液控回路,所述第一活塞滑动连接于所述缸体内,第一活塞设有竖直方向的第一滑孔,所述第二活塞滑动连接于第一滑孔内,第二活塞的受压面积小于第一活塞的受压面积;
4、冲压机构,包括支架、叉架、上半环形冲模和辊子,所述支架顶端连接于第一活塞底端,所述上半环形冲模连接于支架的底端,上半环形冲模与下半环形冲模相配合,所述叉架与第二活塞连接,所述辊子连接于叉架的叉架臂上,辊子设于上半环形冲模与下半环形冲模之间。
5、较佳地,所述机架上还设有挤压机构,所述挤压机构包括顶块、第一齿条、挤压块和往复机构,所述顶块设于所述支架上,所述第一齿条竖直设置,机架上设有竖直方向的第一滑孔,第一齿条与第一滑孔滑动连接,第一齿条与往复机构的输入端齿接,所述挤压块连接于往复机构的输出端,挤压块能与下半环形冲模上的板材抵接,在往复机构的驱动下,挤压块能将板材的一端挤压向辊子的轴心方向。
6、较佳地,所述往复机构包括滑杆、传动轴和不完全齿轮,所述支架上设有水平方向的第二滑孔,所述滑杆滑动连接于所述第二滑孔内,滑杆设有沿第二滑孔长度方向的长条形通槽,长条形通槽两侧均设有一个第二齿条,所述传动轴设于长条形通槽内并与支架轴承连接,所述不完全齿轮不同时与长条形通槽两侧的第二齿条齿接,所述传动轴与齿条齿接。
7、较佳地,所述辊子上设有通液孔,所述通液孔连通有润滑液供给装置,辊子侧壁设有多个喷液口,所述多个喷液口均与通液孔连通。
8、较佳地,所述支架上设有竖直方向的第一滑槽,所述叉架的横梁滑动连接与所述第一滑槽内,所述上半环形冲模的顶端设有触发器,所述触发器与所述润滑液供给装置电连接,触发器用于控制润滑液供给装置开关,当辊子与板材的上表面接触时,横梁与触发器接触并使触发器触发,触发器触发时控制润滑液供给装置向通液孔内供给润滑液。
9、较佳地,所述支架上设有竖直方向的第二滑槽,所述第二滑槽内滑动连接有滑块,所述滑块与所述第一齿条固连,支架上设有滑套,第一齿条底端与滑套滑动连接,第一齿条底端还设有第一弹簧,所述第一弹簧用于向第一齿条施加竖直向上的弹性力。
10、较佳地,所述上半环形冲模的侧壁设有楔形定位块,所述下半环形冲模上端设有定位孔,所述楔形定位块能插进所述定位孔内。
11、较佳地,所述第一活塞外设有第二弹簧所述第二弹簧用于向第一活塞施加向上的弹性力。
12、较佳地,所述所述辊子与所述叉架的叉架臂可拆卸连接。
13、较佳地,所述上半环形冲模设有耐磨涂层。
14、与现有技术相比,本发明的有益效果是:本发明的一种金属材料冲压成型装置,能对板料进行冲压卷圆加工,一次成型形成预定尺寸的管料,避免了传统技术中需要板料进行多次移位的操作,从而不仅提升加工效率,还提升了冲压卷圆加工的加工精度。
15、通过设置挤压机构,挤压机构的挤压块推动已经折弯的板材的一端向辊子轴心方向运动,使得弯折后的板材能完全扣在上半环形冲模的模腔和下半环形冲模的模腔之间,从而保证板材能正常被卷圆成圆环。通过设置滑杆和不完全齿轮,利用不完全齿轮驱动滑杆往复运动,从而能驱动挤压机构对板材边缘施加挤压力,从而能保证将板材边缘挤压向辊子轴心方向。通过设置通液孔和润滑液供给装置,能向辊子和板材之间的接触面供给润滑液,从而能防止辊子外壁与板材表面摩擦力过大时导致板材表面产生波纹和擦伤,保证加工成型后圆环内壁的表面精度。通过设置触发器,能使润滑液供给装置只有在辊子与板材接触并向板材施加挤压力时,才排出润滑液对二者进行润滑,从而提升润滑液的利用率,提升整个装置的使用经济性。通过设置第二滑槽,第一齿条通过滑块沿第二滑槽的长度方向运动,在第二滑槽的导向作用下,能提升第一齿条运动的稳定性,从而提升挤压机构可靠性。通过设置楔形定位快,在上半环形冲模与下半环形冲模对接时,楔形定位块插进定位孔内,从而提升上半环形冲模和下半环形冲模对接的精确性,从而提升卷圆加工的精度,从而提升加工后的圆环的质量。通过在第一活塞外设置第二弹簧,能够增大上半环形冲模向下运动时,辊子向板材施加的挤压力,从而防止板材较硬时,辊子不能及时将板材折弯,提升了本装置的加工能力。通过将辊子与叉架臂设置为可拆卸连接,能够在板材加工成圆环后,方便将圆环取出,从而提升本装置的加工效率。通过在上半环形冲模上设置耐磨涂层,能够提升上半环形冲模的耐磨性,从而提升整个装置的使用寿命。
技术特征:
1.一种金属材料冲压成型装置,包括机架(101)和下半环形冲模(102),其特征在于,还包括:
2.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述机架(101)上还设有挤压机构,所述挤压机构包括顶块(201)、第一齿条(202)、挤压块(203)和往复机构(204),所述顶块(201)设于所述支架(106)上,所述第一齿条(202)竖直设置,机架(101)上设有竖直方向的第一滑孔(105),第一齿条(202)与第一滑孔(105)滑动连接,第一齿条(202)与往复机构(204)的输入端齿接,所述挤压块(203)连接于往复机构(204)的输出端,挤压块(203)能与下半环形冲模(102)上的板材(205)抵接,在往复机构(204)的驱动下,挤压块(203)能将板材(205)的一端挤压向辊子(109)的轴心方向。
3.如权利要求2所述的一种金属材料冲压成型装置,其特征在于,所述往复机构(204)包括滑杆(301)、传动轴(302)和不完全齿轮(303),所述支架(106)上设有水平方向的第二滑孔(304),所述滑杆(301)滑动连接于所述第二滑孔(304)内,滑杆(301)设有沿第二滑孔(304)长度方向的长条形通槽(305),长条形通槽(305)两侧均设有一个第二齿条(306),所述传动轴(302)设于长条形通槽(305)内并与支架(106)轴承连接,所述不完全齿轮(303)不同时与长条形通槽(305)两侧的第二齿条(306)齿接,所述传动轴(302)与齿条齿接。
4.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述辊子(109)上设有通液孔(401),所述通液孔(401)连通有润滑液供给装置,辊子(109)侧壁设有多个喷液口(402),所述多个喷液口(402)均与通液孔(401)连通。
5.如权利要求4所述的一种金属材料冲压成型装置,其特征在于,所述支架(106)上设有竖直方向的第一滑槽(501),所述叉架(107)的横梁(502)滑动连接与所述第一滑槽(501)内,所述上半环形冲模(108)的顶端设有触发器(503),所述触发器(503)与所述润滑液供给装置电连接,触发器(503)用于控制润滑液供给装置开关,当辊子(109)与板材(205)的上表面接触时,横梁(502)与触发器(503)接触并使触发器(503)触发,触发器(503)触发时控制润滑液供给装置向通液孔(401)内供给润滑液。
6.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述支架(106)上设有竖直方向的第二滑槽(601),所述第二滑槽(601)内滑动连接有滑块(602),所述滑块(602)与所述第一齿条(202)固连,支架(106)上设有滑套(603),第一齿条(202)底端与滑套(603)滑动连接,第一齿条(202)底端还设有第一弹簧(604),所述第一弹簧(604)用于向第一齿条(202)施加竖直向上的弹性力。
7.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述上半环形冲模(108)的侧壁设有楔形定位块(701),所述下半环形冲模(102)上端设有定位孔(702),所述楔形定位块(701)能插进所述定位孔(702)内。
8.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述第一活塞(103)外设有第二弹簧(8)所述第二弹簧(8)用于向第一活塞(103)施加向上的弹性力。
9.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述所述辊子(109)与所述叉架(107)的叉架(107)臂可拆卸连接。
10.如权利要求1所述的一种金属材料冲压成型装置,其特征在于,所述上半环形冲模(108)设有耐磨涂层。
技术总结
本发明公开了一种金属材料冲压成型装置,属于机械加工设备技术领域。该一种金属材料冲压成型装置包括机架和下半环形冲模,还包括:复合液压缸,包括缸体、第一活塞和第二活塞,第一活塞滑动连接于缸体内,第一活塞设有竖直方向的第一滑孔,第二活塞滑动连接于第一滑孔内;冲压机构,包括支架、叉架、上半环形冲模和辊子,上半环形冲模与下半环形冲模相配合,叉架与第二活塞连接,辊子连接于叉架的叉架臂上,辊子设于上半环形冲模与下半环形冲模之间。本发明的一种金属材料冲压成型装置,能将板料冲压卷圆后形成预定尺寸的管料,并且避免了将板料进行多次移位,从而不进提升加工效率,还提升了冲压加工的加工精度。
技术研发人员:飞尚才,陈辰,李志强
受保护的技术使用者:青海高等职业技术学院(海东市中等职业技术学校)
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!