一种工字轮的激光焊接方法与流程
:本发明涉及一种焊接方法,尤其是涉及一种工字轮的激光焊接方法。
背景技术
0、
背景技术:
1、现有的工字轮大法兰与芯筒之间、大法兰与小法兰之间都采用人工点焊的方法。点焊的固定方法存在如下缺陷:1.焊接不牢固,容易导致开裂;2.在使用时大法兰和芯筒之间的缝隙容易夹线,导致钢帘线断线,影响生产;3.点焊容易导致钢帘线收线时排布不平整,影响生产效率。
2、现有的工字轮用大法兰结构,加强筋开设到圆盘内侧的根部,为与大法兰紧密配合,小法兰上的加强筋也开设到小圆盘的根部,以保证大法兰和小法兰的同心度。现有的工字轮用大法兰结构,因圆盘与圆柱面交接处不是一个平面,导致无法实施满焊,并且焊接耗费时间长。另外,大法兰与小法兰之间如果采用满焊的方式,会导致大法兰结构的变形。
技术实现思路
0、
技术实现要素:
1、为了弥补上述缺陷,本发明发明了一种工字轮的激光焊接方法,通过大法兰上增加焊接端面、小法兰上增加焊接端面结合部,既保证了大法兰与小法兰的同心度,也可以实现大法兰与芯筒之间的满焊,进一带来了焊接牢固、不容易夹线、钢帘线排布平整等有益技术效果;通过激光焊使用焊丝进行填充焊接,节约了焊接时间,提高了效率;通过大法兰与小法兰之间段焊的方式,既保证了固定效果,也保证了大法兰不变形。
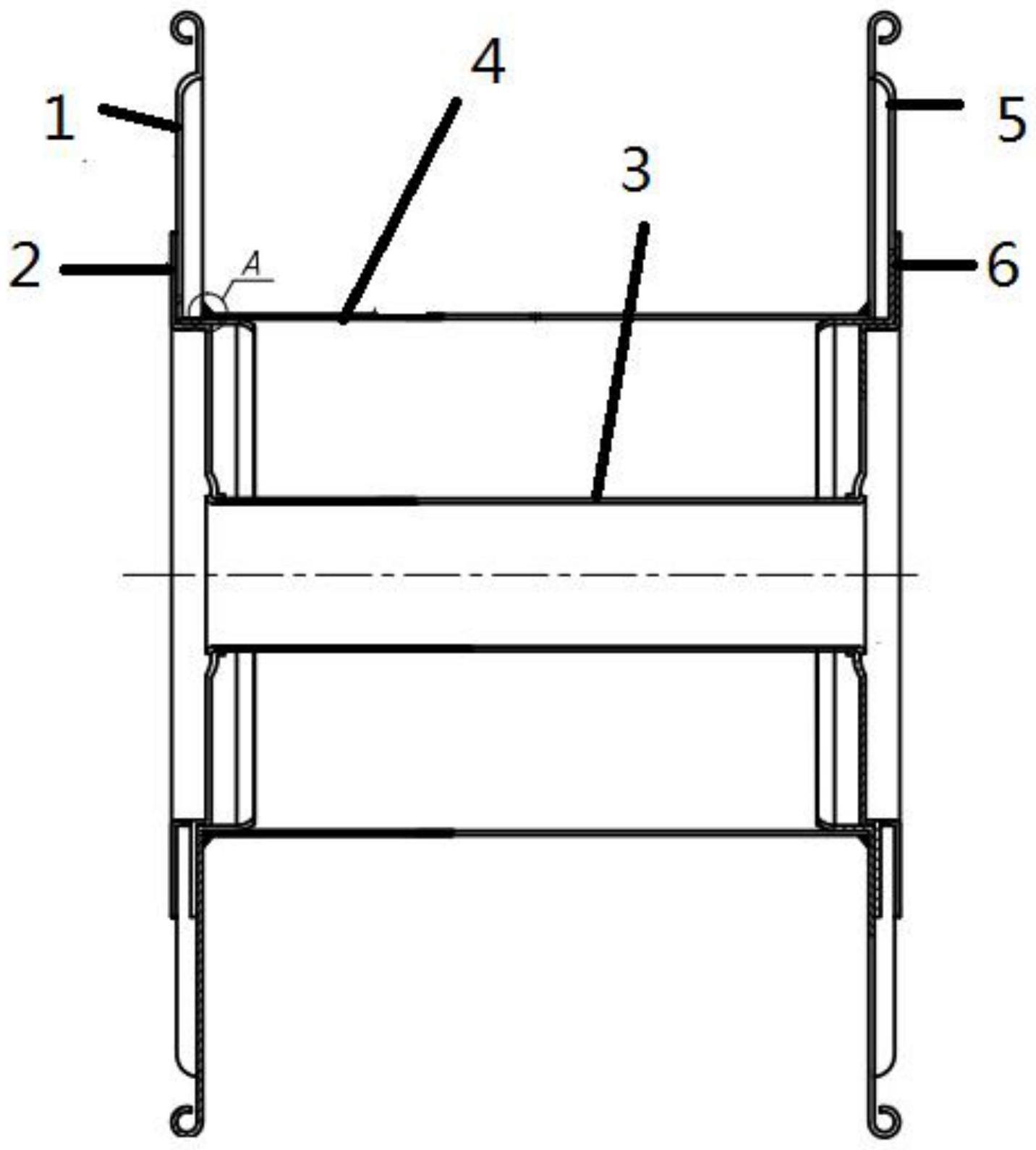
2、本发明公开了一种工字轮的激光焊接方法,工字轮包括左大法兰、右大法兰、左小法兰、右小法兰、芯筒、轴管,左大法兰和右大法兰包括圆盘、圆柱面,其中圆盘上向外冲压出大法兰加强筋,左小法兰和右小法兰包括小圆盘、圆形凸出部,其中小圆盘上向外冲压出小法兰加强筋,所述圆盘上设置有焊接端面,焊接端面设置在圆盘与圆柱面的交接处,焊接端面为一圈圆形平面结构;所述小圆盘上设置有焊接端面结合部,焊接端面结合部设置在小圆盘与圆形凸出部的交接处,所述焊接端面结合部为一圈圆形平面结构;所述焊接端面结合部与焊接端面配合;采用激光焊在焊接端面用满焊的方式实现大法兰与芯筒的固定,激光焊使用焊丝进行填充焊接。
3、优选的方案为:所述焊丝直径为0.5-2mm。
4、优选的方案为:所述左大法兰、右大法兰上均匀的设置12道大法兰加强筋;所述左小法兰、右小法兰上均匀的设置12道小法兰加强筋。
5、优选的方案为:所述左大法兰、左小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对其中的6段大小法兰结合部进行焊接,并且间隔一段大小法兰结合部进行焊接固定;所述右大法兰、右小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对其中的6段大小法兰结合部进行焊接,并且间隔一段大小法兰结合部进行焊接固定。
6、优选的技术方案为:所述左大法兰、左小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对12段大小法兰结合部进行焊接固定;所述右大法兰、右小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对12段大小法兰结合部进行焊接固定。
7、优选的方案为:所述大法兰加强筋与小法兰加强筋配合。
8、优选的方案为:所述焊接端面为一圈宽度为1-3mm的圆形平面结构,所述焊接端面结合部为一圈宽度为1-3mm的圆形平面结构。
9、优选的方案为:所述小法兰与轴管之间采取满焊的固定方式。
10、优选的方案为:所述大法兰加强筋设置在焊接端面的外侧,所述小法兰加强筋设置在焊接端面结合部的外侧。
11、本发明通过在大法兰上设置焊接端面、小法兰上设置焊接结合部,使得大法兰与小法兰紧密配合,在保证大小法兰同心度的同时来实现大法兰与芯筒之间的满焊;通过激光焊使用焊丝进行填充焊接,节约了焊接时间,提高了效率;通过大法兰和小法兰之间段焊的方式,既保证了固定效果,也保证了大法兰不变形。并进一步带来了如下技术优点:1.大小法兰紧密配合,保证了同心度;2.大法兰与芯筒之间通过满焊焊接,焊接牢固,不容易开裂;3.大法兰与芯筒之间通过满焊焊接,工字轮在使用时不会出现夹线,提高了生产效率;4.通过满焊焊接保证了钢帘线收线时排布平整,提高了生产效率;5.大法兰不容易变形;6.提高了焊接效率。
技术特征:
1.一种工字轮的激光焊接方法,工字轮包括左大法兰、右大法兰、左小法兰、右小法兰、芯筒、轴管,左大法兰和右大法兰包括圆盘、圆柱面,其中圆盘上向外冲压出大法兰加强筋,左小法兰和右小法兰包括小圆盘、圆形凸出部,其中小圆盘上向外冲压出小法兰加强筋,其特征在于:所述圆盘上设置有焊接端面,焊接端面设置在圆盘与圆柱面的交接处,焊接端面为一圈圆形平面结构;所述小圆盘上设置有焊接端面结合部,焊接端面结合部设置在小圆盘与圆形凸出部的交接处,所述焊接端面结合部为一圈圆形平面结构;所述焊接端面结合部与焊接端面配合;采用激光焊在焊接端面用满焊的方式实现大法兰与芯筒的固定,激光焊使用焊丝进行填充焊接。
2.根据权利要求1所述的工字轮的激光焊接方法,其特征在于:所述焊丝直径为0.5-2mm。
3.根据权利要求1所述的工字轮的激光焊接方法,其特征在于:所述左大法兰、右大法兰上均匀的设置12道大法兰加强筋;所述左小法兰、右小法兰上均匀的设置12道小法兰加强筋。
4.根据权利要求3所述的工字轮的激光焊接方法,其特征在于:所述左大法兰、左小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对其中的6段大小法兰结合部进行焊接,并且间隔一段大小法兰结合部进行焊接固定;所述右大法兰、右小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对其中的6段大小法兰结合部进行焊接,并且间隔一段大小法兰结合部进行焊接固定。
5.根据权利要求3所述的工字轮的激光焊接方法,其特征在于:所述左大法兰、左小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对12段大小法兰结合部进行焊接固定;所述右大法兰、右小法兰配合后,在12道加强筋之间形成12段大小法兰结合部,对12段大小法兰结合部进行焊接固定。
6.根据权利要求1-5任一项所述的工字轮的激光焊接方法,其特征在于:所述大法兰加强筋与小法兰加强筋配合。
7.根据权利要求6所述的工字轮的激光焊接方法,其特征在于:所述焊接端面为一圈宽度为1-3mm的圆形平面结构,所述焊接端面结合部为一圈宽度为1-3mm的圆形平面结构。
8.根据权利要求7所述的工字轮的激光焊接方法,其特征在于:所述小法兰与轴管之间采取满焊的固定方式。
9.根据权利要求8所述的工字轮激的光焊接方法,其特征在于:所述大法兰加强筋设置在焊接端面的外侧,所述小法兰加强筋设置在焊接端面结合部的外侧。
技术总结
本发明公开了一种工字轮的激光焊接方法,左大法兰和右大法兰包括圆盘、圆柱面,其中圆盘上向外冲压出大法兰加强筋,左小法兰和右小法兰包括小圆盘、圆形凸出部,其中小圆盘上向外冲压出小法兰加强筋,圆盘上设置有焊接端面,焊接端面设置在圆盘与圆柱面的交接处,焊接端面为一圈圆形平面结构;小圆盘上设置有焊接端面结合部,焊接端面结合部设置在小圆盘与圆形凸出部的交接处,焊接端面结合部为一圈圆形平面结构;焊接端面结合部与焊接端面配合;采用激光焊在焊接端面满焊实现大法兰与芯筒的固定,激光焊使用焊丝进行填充焊接。本发明带来焊接牢固、不容易夹线、钢帘线排布平整、大法兰不变形、提高生产效率等有益技术效果。
技术研发人员:刘安林,宁澎,宋伟,刘长峰
受保护的技术使用者:山东首华智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!