一种压气机转子组件数控钻孔的夹具的制作方法
本申请属于机械加工夹具,具体涉及一种压气机转子组件数控钻孔的夹具。
背景技术:
1、压气机转子组件定位孔加工具有尺寸精度要求高、加工部位易干涉、刀具悬伸长等特性,在目前国内外压气机转子组件径向孔传统加工中,依旧采用摇臂钻钻孔,其加工过程中需要操作者时刻注意,加工精度过度依赖人为调整把控,加工时间长,所耗费时间成本、人工成本高。
2、将摇臂钻钻孔进行改良优化,将其摇臂钻夹具放置在数控化加工中心使用,多次试验后发现此摇臂钻夹具不适用于加工中心,不仅极易与刀具发生干涉,而且其加工的零件精度不合格,需要重新设计制作工装夹具。
技术实现思路
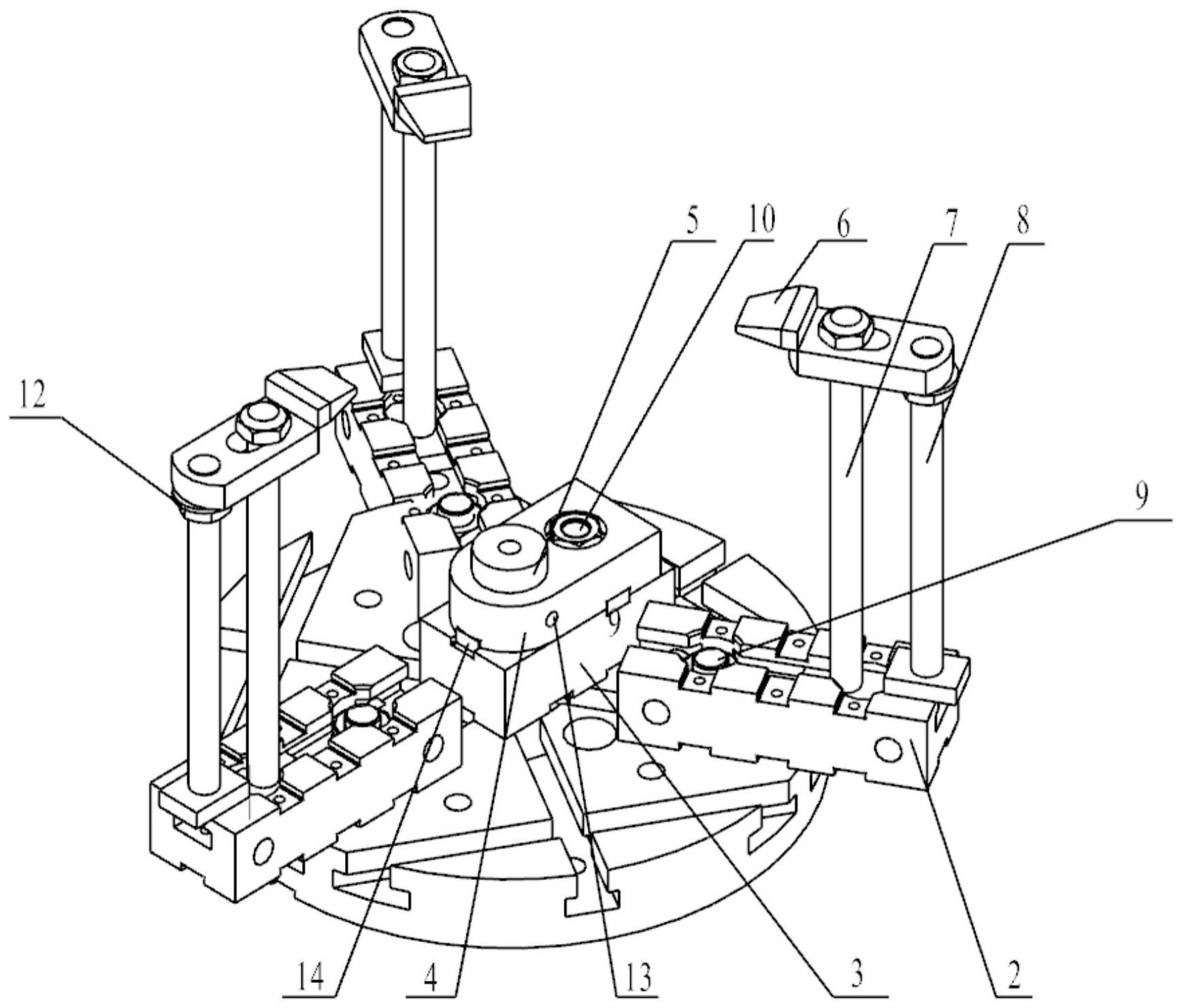
1、针对上述技术问题,本申请提出了一种压气机转子组件数控钻孔的夹具,所述夹具包括:
2、夹持组件,与数控机床的四轴转盘连接,所述夹持组件用于夹紧压气机转子组件;
3、顶尖组件,设置在所述数控机床的工作台上,所述尖组件用于顶紧所述压气机转子组件。
4、优选地,所述夹持组件包括:
5、基础板,所述基础板的一面与数控机床的四轴转盘连接;
6、至少两个压紧部件,设置在所述基础板的另一面上,所述压紧部件用于夹紧所述压气机转子组件;
7、定位部件,设置在所述基础板的另一面的中心位置,所述定位部件用于安装所述压气机转子组件。
8、优选地,所述基础板为圆形板,所述圆形板上设置有t型滑槽,所述压紧部件设置在所述t型滑槽,所述压紧部件能够沿着所述t型滑槽滑动,从而夹紧所述压气机转子组件。
9、优选地,所述压紧部件包括:
10、伸长板,滑动设置在所述圆形板上,所述伸长板包括t型凸块和螺栓孔,所述t型凸块与所述t型滑槽匹配;
11、第一锁紧螺栓,设置在所述螺栓孔,所述伸长板沿着所述t型滑槽滑动至目标位置时,所述第一锁紧螺栓能够将所述伸长板锁紧;
12、第一固定螺栓,所述第一固定螺栓的一端与所述伸长板固定连接;
13、活动螺栓,所述活动螺栓的一端抵触在所述伸长板;
14、压板,包括水平板以及与所述水平板连接的夹持端,所述水平板上设置有活动槽;
15、其中,所述夹持端用于夹持所述压气机转子组件的六级盘端面,所述固定螺栓的另一端设置在所述活动槽内,所述活动螺栓的另一端与所述水平板固定连接。
16、优选地,所述定位部件包括:
17、强固长方形支撑,设置在所述圆形板的中部,所述强固长方形支撑包括键槽和螺栓孔;
18、竖槽长方形支撑,固定设置在所述强固长方形支撑上,所述竖槽长方形支撑包括键槽、螺栓孔和定心圆孔;
19、键,设置在所述强固长方形支撑、竖槽长方形支撑所述键槽,对二者进行定位;
20、第二锁紧螺栓,设置在所述强固长方形支撑、竖槽长方形支撑所述螺栓孔,所述强固长方形支撑、竖槽长方形支撑至目标位置时,所述第二锁紧螺栓能够将所述强固长方形支撑、竖槽长方形支撑锁紧;
21、沉孔钻模板,设置在所述竖槽长方形支撑上,所述沉孔钻模板包括定位孔,所述沉孔钻模板位于所述圆形板的中心,所述沉孔钻模板给所述压气机转子组件定心;
22、定位销,与所述沉孔钻模板、所述竖槽长方形支撑的定位孔匹配。
23、优选地,所述强固长方形支撑与所述竖槽长方形支撑的高度之和大于所述伸长板的高度。
24、优选地,所述顶尖组件包括:
25、尾座体,设置在所述数控机床的工作台上;
26、顶尖套筒,设置在尾座体;
27、活顶尖,所述活顶尖的一端与所述顶尖套筒转动连接,所述活顶尖的另一端能够顶紧所述压气机转子组件的压气机轴。
28、优选地,所述顶尖组件还包括:
29、手轮,与所述顶尖套筒连接;
30、手柄杆,与所述手轮连接。
31、本申请具有以下有益效果:
32、本申请提供的一种适用于压气机转子组件快速换型的拼装夹具结构,快速、便捷,省去了设计制造工装夹具的过程,节省了零件装夹、找正、对刀时间,在保证零件加工精度、质量的前提下,缩短了加工周期和降低了人工成本。
技术特征:
1.一种压气机转子组件数控钻孔的夹具,其特征在于,所述夹具包括:
2.根据权利要求1所述的压气机转子组件数控钻孔的夹具,其特征在于,所述夹持组件包括:
3.根据权利要求2所述的压气机转子组件数控钻孔的夹具,其特征在于,
4.根据权利要求3所述的压气机转子组件数控钻孔的夹具,其特征在于,所述压紧部件包括:
5.根据权利要求4所述的压气机转子组件数控钻孔的夹具,其特征在于,所述定位部件包括:
6.根据权利要求5所述的压气机转子组件数控钻孔的夹具,其特征在于,所述强固长方形支撑与所述竖槽长方形支撑的高度之和大于所述伸长板的高度。
7.根据权利要求1所述的压气机转子组件数控钻孔的夹具,其特征在于,所述顶尖组件包括:
8.根据权利要求7所述的压气机转子组件数控钻孔的夹具,其特征在于,所述顶尖组件还包括:
技术总结
本申请提供了一种压气机转子组件数控钻孔的夹具,所述夹具包括:夹持组件,与数控机床的四轴转盘连接,所述夹持组件用于夹紧压气机转子组件;顶尖组件,设置在所述数控机床的工作台上,所述尖组件用于顶紧所述压气机转子组件;所述夹持组件包括:基础板,所述基础板的一面与数控机床的四轴转盘连接;至少两个压紧部件,设置在所述基础板的另一面上,所述压紧部件用于夹紧所述压气机转子组件;定位部件,设置在所述基础板的另一面的中心位置,所述定位部件用于安装所述压气机转子组件;本申请节省了零件装夹、找正、对刀时间,在保证零件加工精度、质量的前提下,缩短了加工周期和降低了人工成本。
技术研发人员:谢从鹤,陈校楠,宋秀峰
受保护的技术使用者:中国航发哈尔滨东安发动机有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!