一种雾化芯的组装设备及加工方法与流程
本发明涉及雾化器,尤其涉及一种雾化芯的组装设备及加工方法。
背景技术:
1、雾化芯是雾化器中的关键部件,它通过将液体转化成细小颗粒产生雾化的效果。雾化芯主要由发热丝、导油棉、圆棒以及外壳组成,现有的雾化芯组装设备存在以下两个缺陷:
2、(1)现有的雾化芯组装设备仍然依赖于部分人工操作,在需要进行大规模生产时,人力成本较高,且人力操作可能会存在误差,导致生产效果不佳;
3、(2)现有的雾化芯组装设备仅适用于雾化芯外壳具有开口的雾化芯组装工作,通常在雾化芯组装完成后,再对开口处多余的导油棉进行修剪,修剪完成后进行下料工作。
技术实现思路
1、为了克服现有技术的不足,本发明提供一种雾化芯的组装设备及加工方法,所述加工方法采用所述组装设备,所述组装设备将雾化芯的生产工作分为了多个工位分别进行,可以实现雾化芯的全自动生产工作,节约人力成本;所述组装设备中的剪棉机构的位置可以根据实际情况调整,适用于雾化芯外壳具有开口的组装场景及雾化芯外壳不具有开口的组装场景。
2、本发明解决其技术问题所采用的技术方案是:
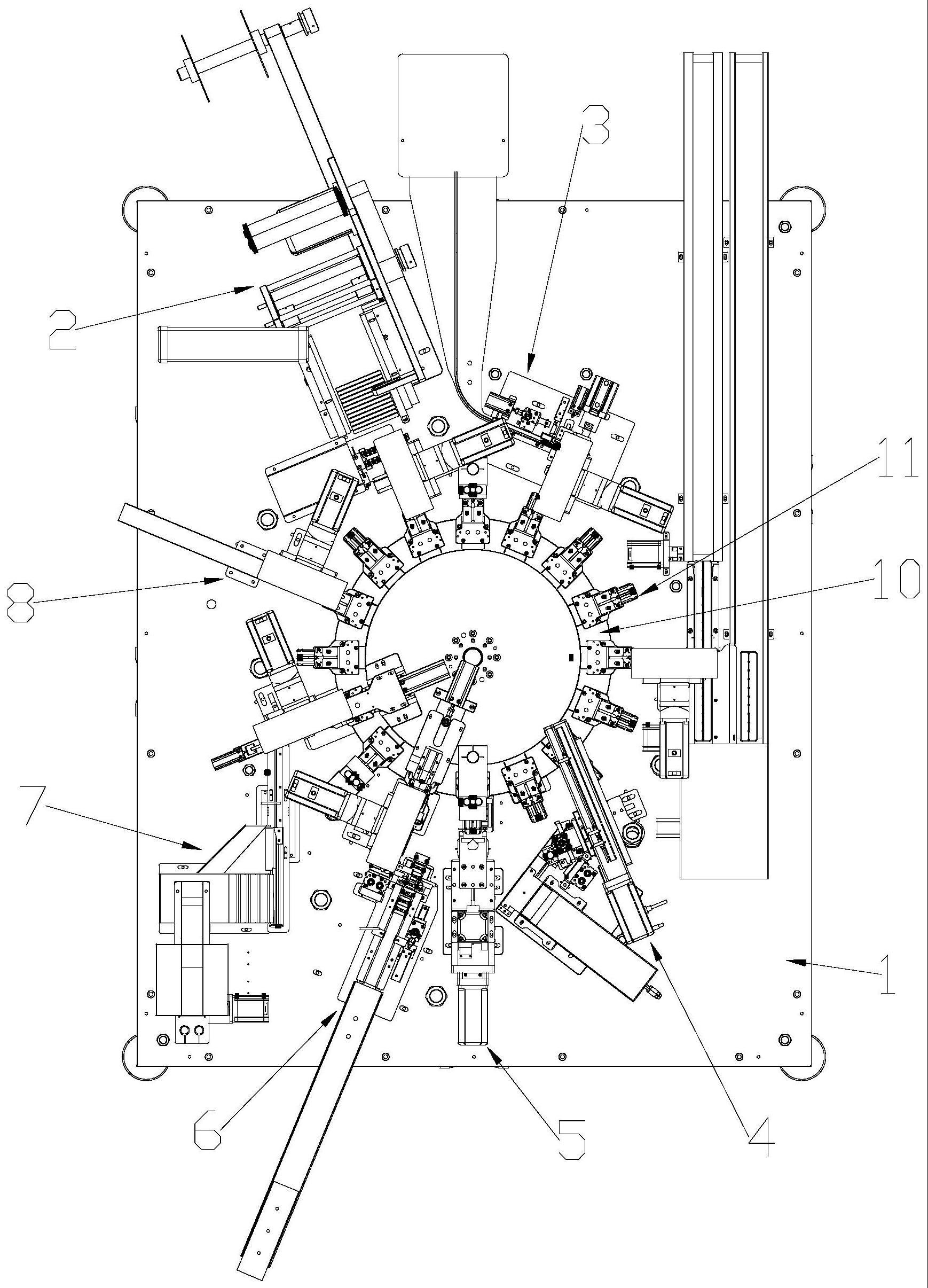
3、一种雾化芯的组装设备,包括机架,所述机架上设置有转盘以及用于控制转盘转动的转盘驱动装置,所述转盘上固定设置有若干治具随转盘转动,所述治具上设置有产品安装位及初始放置位,所述转盘的外周依次设置有导油棉上料机构、发热丝上料机构、圆棒上料机构、外壳上料机构、齿轮塞上料机构以及下料机构,所述机架上还设置有剪棉机构,所述剪棉机构设置于发热丝上料机构与圆棒上料机构之间或圆棒上料机构与外壳上料机构之间。
4、进一步地,所述导油棉上料机构包括支架、放卷组件、收卷组件、导油棉输送平台及取导油棉组件。粘附有导油棉的薄膜依次经过放卷组件、导油棉输送平台、收卷组件完成走带工作,取导油棉组件设置于导油棉输送平台的一侧,用于夹取导油棉输送平台上端部剥离的导油棉并放入治具的初始放置位中。
5、进一步地,所述发热丝上料机构包括发热丝输送轨道、位移组件、切割组件以及取发热丝组件,所述发热丝输送轨道包括向下倾斜设置的第一轨道及水平设置的第二轨道,所述第二轨道的首端连接于第一轨道的末端,所述取发热丝组件设置于第二轨道的末端,所述取发热丝组件用于夹取发热丝并放入治具的初始放置位中。
6、进一步地,所述圆棒上料机构包括第一料斗以及设置于第一料斗下方的放料平台,放料平台的一端设置有第二凹槽,第二凹槽的轮廓与圆棒的外周轮廓相适配,放料平台的另一端设置有放料平台推动装置,第二凹槽的一端设置有第二旋转夹持组件,第二凹槽的另一端设置有圆棒驱动装置,第二旋转夹持组件的上方设置有取圆棒组件,所述取圆棒组件用于夹取圆棒并放入治具的初始放置位中。
7、进一步地,取圆棒组件包括水平设置的第一移动模组,所述第一移动模组上设置有卷料机械手,所述卷料机械手用于夹持住导油棉并将其推至产品安装位实现卷棉工作。
8、进一步地,外壳上料机构包括外壳输送线、撕膜机构以及取外壳组件,所述外壳输送线用于输送附着有外壳的薄膜,所述撕膜机构设于外壳输送线末端,用于将附着于外壳表面的薄膜撕除,取外壳组件用于夹持撕除薄膜后的外壳并将其装配至产品安装位中的导油棉外周。
9、进一步地,所述撕膜机构包括撕膜单元以及撕膜驱动装置,所述撕膜单元的端部具有u型开口,所述u型开口两端设有朝向于产品输送线设置的凸起结构,所述凸起结构中部具有供薄膜通过的开口,所述撕膜驱动装置用于驱动所述撕膜单元摆动实现将薄膜扯断。
10、进一步地,所述齿轮塞上料机构包括上料装置、取齿轮塞组件以及齿轮塞定位组件,所述上料装置包括第二料斗及齿轮塞输送轨道,所述取齿轮塞组件设置于齿轮塞输送轨道的末端,所述齿轮塞输出轨道的首端设置有齿轮塞上料组件,所述齿轮塞上料组件设置于第二料斗的下方,取齿轮塞组件用于夹取齿轮塞并将其装配至治具的产品安装位中。
11、本发明还提供了一种雾化芯的加工方法,使用如上文所述的雾化芯的组装设备执行,包括如下步骤:
12、步骤一、导油棉上料,通过导油棉上料机构中的放卷组件、收卷组件及导油棉输送平台输送导油棉,由取导油棉组件夹取导油棉并将其放入治具的初始放置位中;
13、步骤二、发热丝上料,通过发热丝上料机构中的发热丝输送轨道、位移组件、切割组件输送导油棉,由取发热丝组件夹取发热丝并将其放入治具的初始放置位中;
14、步骤三、圆棒上料及卷棉,通过圆棒上料机构中的第一料斗及输放料平台输送圆棒,由取圆棒组件夹取圆棒并将其放入治具的初始放置位中,再通过卷棉组件将导油棉由初始放置位推至产品安装位,导油棉在被推动的过程中可以将发热丝及圆棒卷绕于其中,实现卷棉工作;
15、步骤四、外壳上料,通过外壳上料机构中的外壳输送线及撕膜机构输送外壳,由取外壳组件夹取外壳并将其放入治具的产品安装位中,将外壳上的缺口对准导油棉延伸出产品安装位的部分插入,套设于经过卷棉工作的导油棉、发热丝及圆棒的外周;
16、步骤五、齿轮塞上料,通过齿轮塞上料机构中的上料装置输送齿轮塞,由取齿轮塞组件配合齿轮塞定位组件,将齿轮塞沿定位块中的第五通孔装配入外壳之中;
17、步骤六、下料,由第六机械手驱动装置带动第六机械手将已经装配完成的产品夹持,并移动至下料槽处进行下料工作。
18、进一步地,在执行步骤三或步骤四之前,还包括剪棉工作,通过剪棉机构对导油棉多余的部分进行裁剪。
19、本发明的有益效果是:
20、本发明提供一种雾化芯的组装设备及加工方法,所述加工方法采用所述组装设备,所述组装设备将雾化芯的生产工作分为了多个工位分别进行,可以实现雾化芯的全自动生产工作,节约人力成本;所述组装设备中的剪棉机构的位置可以根据实际情况调整,适用于雾化芯外壳具有开口的组装场景及雾化芯外壳不具有开口的组装场景。
技术特征:
1.一种雾化芯的组装设备,其特征在于,包括机架,所述机架上设置有转盘以及用于控制转盘转动的转盘驱动装置,所述转盘上固定设置有若干治具随转盘转动,所述治具上设置有产品安装位及初始放置位,所述转盘的外周依次设置有导油棉上料机构、发热丝上料机构、圆棒上料机构、外壳上料机构、齿轮塞上料机构以及下料机构,所述机架上还设置有剪棉机构,所述剪棉机构设置于发热丝上料机构与圆棒上料机构之间或圆棒上料机构与外壳上料机构之间。
2.根据权利要求1所述的雾化芯的组装设备,其特征在于,所述导油棉上料机构包括支架、放卷组件、收卷组件、导油棉输送平台及取导油棉组件。粘附有导油棉的薄膜依次经过放卷组件、导油棉输送平台、收卷组件完成走带工作,取导油棉组件设置于导油棉输送平台的一侧,用于夹取导油棉输送平台上端部剥离的导油棉并放入治具的初始放置位中。
3.根据权利要求1所述的雾化芯的组装设备,其特征在于,所述发热丝上料机构包括发热丝输送轨道、位移组件、切割组件以及取发热丝组件,所述发热丝输送轨道包括向下倾斜设置的第一轨道及水平设置的第二轨道,所述第二轨道的首端连接于第一轨道的末端,所述取发热丝组件设置于第二轨道的末端,所述取发热丝组件用于夹取发热丝并放入治具的初始放置位中。
4.根据权利要求1所述的雾化芯的组装设备,其特征在于,所述圆棒上料机构包括第一料斗以及设置于第一料斗下方的放料平台,放料平台的一端设置有第二凹槽,第二凹槽的轮廓与圆棒的外周轮廓相适配,放料平台的另一端设置有放料平台推动装置,第二凹槽的一端设置有第二旋转夹持组件,第二凹槽的另一端设置有圆棒驱动装置,第二旋转夹持组件的上方设置有取圆棒组件,所述取圆棒组件用于夹取圆棒并放入治具的初始放置位中。
5.根据权利要求4所述的雾化芯的组装设备,其特征在于,取圆棒组件包括水平设置的第一移动模组,所述第一移动模组上设置有卷料机械手,所述卷料机械手用于夹持住导油棉并将其推至产品安装位实现卷棉工作。
6.根据权利要求1所述的雾化芯的组装设备,其特征在于,外壳上料机构包括外壳输送线、撕膜机构以及取外壳组件,所述外壳输送线用于输送附着有外壳的薄膜,所述撕膜机构设于外壳输送线末端,用于将附着于外壳表面的薄膜撕除,取外壳组件用于夹持撕除薄膜后的外壳并将其装配至产品安装位中的导油棉外周。
7.根据权利要求6所述的雾化芯的组装设备,其特征在于,所述撕膜机构包括撕膜单元以及撕膜驱动装置,所述撕膜单元的端部具有u型开口,所述u型开口两端设有朝向于产品输送线设置的凸起结构,所述凸起结构中部具有供薄膜通过的开口,所述撕膜驱动装置用于驱动所述撕膜单元摆动实现将薄膜扯断。
8.根据权利要求1所述的雾化芯的组装设备,其特征在于,所述齿轮塞上料机构包括上料装置、取齿轮塞组件以及齿轮塞定位组件,所述上料装置包括第二料斗及齿轮塞输送轨道,所述取齿轮塞组件设置于齿轮塞输送轨道的末端,所述齿轮塞输出轨道的首端设置有齿轮塞上料组件,所述齿轮塞上料组件设置于第二料斗的下方,取齿轮塞组件用于夹取齿轮塞并将其装配至治具的产品安装位中。
9.一种雾化芯的加工方法,其特征在于,使用如权利要求1至8任一项所述的雾化芯的组装设备,包括如下步骤:
10.根据权利要求9所述的一种雾化芯的加工方法,其特征在于,在执行步骤三或步骤四之前,还包括剪棉工作,通过剪棉机构对导油棉多余的部分进行裁剪。
技术总结
本发明公开了一种雾化芯的组装设备及加工方法,所述组装设备包括机架,所述机架上设置有转盘以及用于控制转盘转动的转盘驱动装置,所述转盘上固定设置有若干治具随转盘转动,所述治具上设置有产品安装位及初始放置位,所述转盘的外周依次设置有导油棉上料机构、发热丝上料机构、圆棒上料机构、外壳上料机构、齿轮塞上料机构以及下料机构,所述机架上还设置有剪棉机构,所述剪棉机构设置于发热丝上料机构与圆棒上料机构之间或圆棒上料机构与外壳上料机构之间,所述加工方法采用所述加工设备执行,可以节约人力成本,所述剪棉机构的位置可以根据实际情况调整,适用于雾化芯外壳具有开口的组装场景及雾化芯外壳不具有开口的组装场景。
技术研发人员:肖志娟
受保护的技术使用者:深圳市永轮智能设备科技有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!