加工工具的制作方法
本发明涉及一种加工工具,并且更具体地,涉及一种适用于去毛刺工具的保持器的加工工具,通过其可显著减少滑动部件的磨损。
背景技术:
1、本发明的申请人在专利文献1(公开号为no.2005-349549的日本未审查专利申请)中公开了一种用于去除毛刺的加工工具。图5对应于该专利文件1的图9示出了该专利文件的第二种实施方式。图5所示的加工工具在工具内部设置有万向节杆3。在图5中,省略了覆盖球面轴承外部的壳体。图6示出了图5所示的传统主驱动轴14和保持器15的倾斜状态的内部结构图。参考图6,所述加工工具的操作可使得所述万向节杆3可以向图中的右上侧倾斜3°,而所述主驱动轴14和保持器15可以向图中的右下侧倾斜5°。图7(a)和图7(b)示出了传统万向节杆3的新品和磨损品的照片。参考图7(b),从所述万向节杆3突出的销1由于与销槽2的摩擦而磨损。与图7(a)中的新销1相比,图7(b)中的销1的尖端已严重磨损。这种磨损将导致加工工具的倾斜动作不太平稳,并且导致无法传递驱动力,而驱动力正是所述加工工具要实现的主要功能。这就需要提早更换接合部,尽管更换的时间取决于负载的大小。
2、现有技术文件
3、专利文献
4、专利文献1:公开号为no.2005-349549的日本未审查专利申请
5、技术问题
6、本发明是为了解决上述问题而提出的,并且,本发明的目的在于提供一种即使主驱动轴倾斜,也几乎不会造成该主驱动轴和传动轴间的接合部磨损的加工工具。
技术实现思路
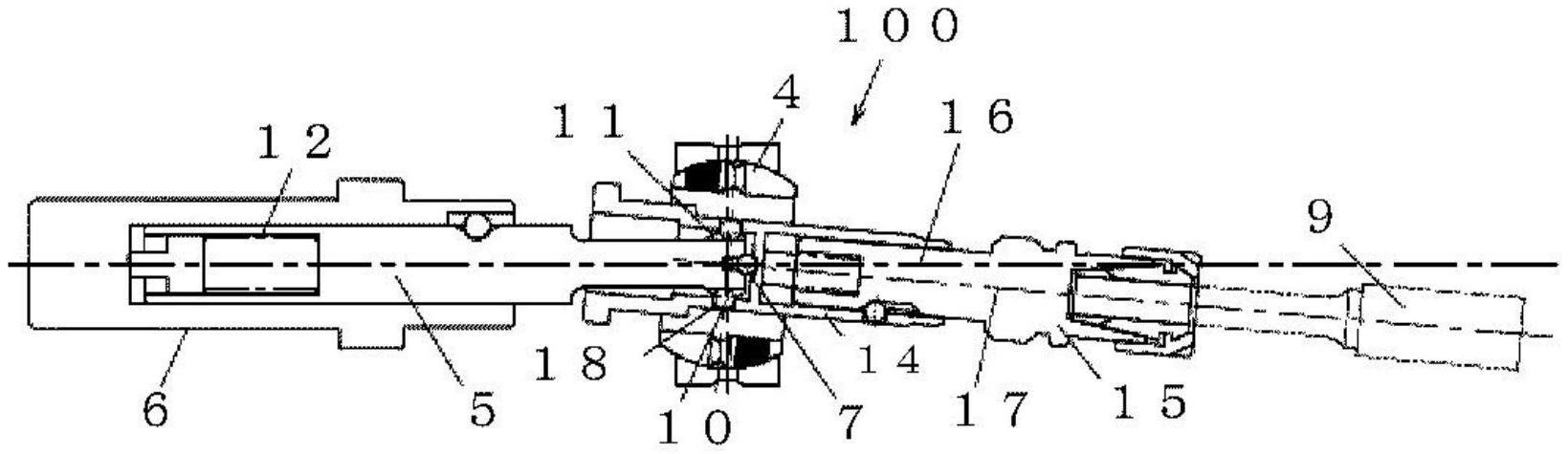
1、本发明提供了一种加工工具,其包括待附接到主机装置上、用于传递扭矩的上轴(6),插入到所述上轴(6)中以沿着所述上轴(6)的轴线延伸的传动轴(5),待附接到所述传动轴(5)的头部的主驱动轴(14),将被插入到所述主驱动轴(14)的头部且其上附接有切削工具(9)的保持器(15),支撑所述主驱动轴(14)的外侧以使得所述主驱动轴(14)可倾斜的球面轴承(4),夹设在所述传动轴(5)的头部中心的凹部与所述主驱动轴(14)的后端中心的相对凹部之间的中心钢球(7),以及,设置在所述传动轴(5)的头部外表面上的长槽(11)和设置在所述主驱动轴(14)的孔(18)中的多个轴向钢球(10)。
2、所述加工工具还包括在轴线方向上偏置所述传动轴(5)的弹簧(12),其中,所述中心钢球(7)的中心(8)被定位成从球面轴承(4)的中心(13)向切削工具(9)偏移。
3、本发明的有益技术效果
4、本发明的加工工具包括被夹设在所述传动轴的头部中心的凹部与主驱动轴的后端中心的凹部之间的中心钢球以及被装配在所述传动轴的长槽和主驱动轴的孔中的多个轴向钢球。由于中心钢球和轴向钢球即使在主驱动轴倾斜的情况下也能减少所述传动轴和主驱动轴之间的接合部处发生的摩擦,所以本发明的加工工具可以减少接合部处的磨损。本发明的加工工具无需使用万向节杆,因为设置了安装在所述传动轴和主驱动轴中的中心钢球和轴向钢球。这种结构使得保持器与主驱动轴一起相对于所述传动轴以预定角度倾斜。
5、由于中心钢球的中心被定位成从球面轴承的中心向切削工具偏移,因此所述主驱动轴从倾斜状态到无负载状态的过渡可使得所述传动轴的中心轴线与所述主驱动轴的中心轴线线性对齐。弹簧对所述传动轴、中心钢球和主驱动轴施加压力,使得所述传动轴的中心轴线与主驱动轴的中心轴线线性对齐。
技术特征:
1.一种加工工具,其包括:
2.根据权利要求1所述的加工工具,其特征在于:还包括在轴线方向上偏置所述传动轴(5)的弹簧(12),其中,所述中心钢球(7)的中心(8)被定位成从球面轴承(4)的中心(13)向切削工具(9)偏移。
技术总结
本发明公开了一种在主驱动轴(14)和传动轴(5)的接合部处产生很小磨损的加工工具。所述加工工具包括附接到主机装置的上轴(6),插入到所述上轴(6)中的传动轴(5),附接到所述传动轴(5)的头部的主驱动轴(14),插入到所述主驱动轴(14)的头部中的保持器(15)且所述保持器(15)上附接有切削工具,支撑所述主驱动轴(14)的外侧以使所述主驱动轴(14)可倾斜的球面轴承(4),夹设在所述传动轴(5)的头部的凹部与所述主驱动轴(14)的后端的相对凹部之间的中心钢球(7),以及,设置在所述传动轴(5)的头部的外表面的长槽(11)中和所述主驱动轴(14)的孔(18)中的轴向钢球(10)。
技术研发人员:松本浩和
受保护的技术使用者:KATO工机株式会社
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!