汽车轮罩加强梁外板总成植焊螺母的方法与流程
本发明属于焊接夹具,具体地说,本发明涉及一种汽车轮罩加强梁外板总成植焊螺母的方法。
背景技术:
1、汽车轮罩加强梁外板总成是汽车上的一个总成件,其主要作用是提高汽车轮罩位置处的刚度和模态,并用于传递部分碰撞能量。
2、汽车轮罩加强梁外板总成是由第一外板、第二外板和固定支架组成,第一外板、第二外板和固定支架均为钣金件。第二外板和固定支架与第一外板焊接连接,在焊接时需通过焊接夹具对组成汽车轮罩加强梁外板总成的各部件进行装夹。而且汽车轮罩加强梁外板总成需进行植焊作业,将螺母预先焊接在汽车轮罩加强梁外板总成上。
3、现有技术缺少在焊接时能够实现组成汽车轮罩加强梁外板总成的各个部件的精确定位且能够实现螺母植焊的工装夹具,导致影响焊接后的产品质量,而且影响生产效率。
技术实现思路
1、本发明提供一种汽车轮罩加强梁外板总成植焊螺母的方法,目的是提高汽车轮罩加强梁外板总成上螺母的植焊作业效率。
2、为了实现上述目的,本发明采取的技术方案为:汽车轮罩加强梁外板总成植焊螺母的方法,包括步骤:
3、s1、由焊接工装完成组成汽车轮罩加强梁外板总成的第一外板、第二外板和固定支架的装夹固定;
4、s2、将第一螺母和第二螺母安装在第一外板上;
5、s3、对第一外板与第二外板和固定支架进行焊接;
6、s4、对螺母与第一外板进行焊接;
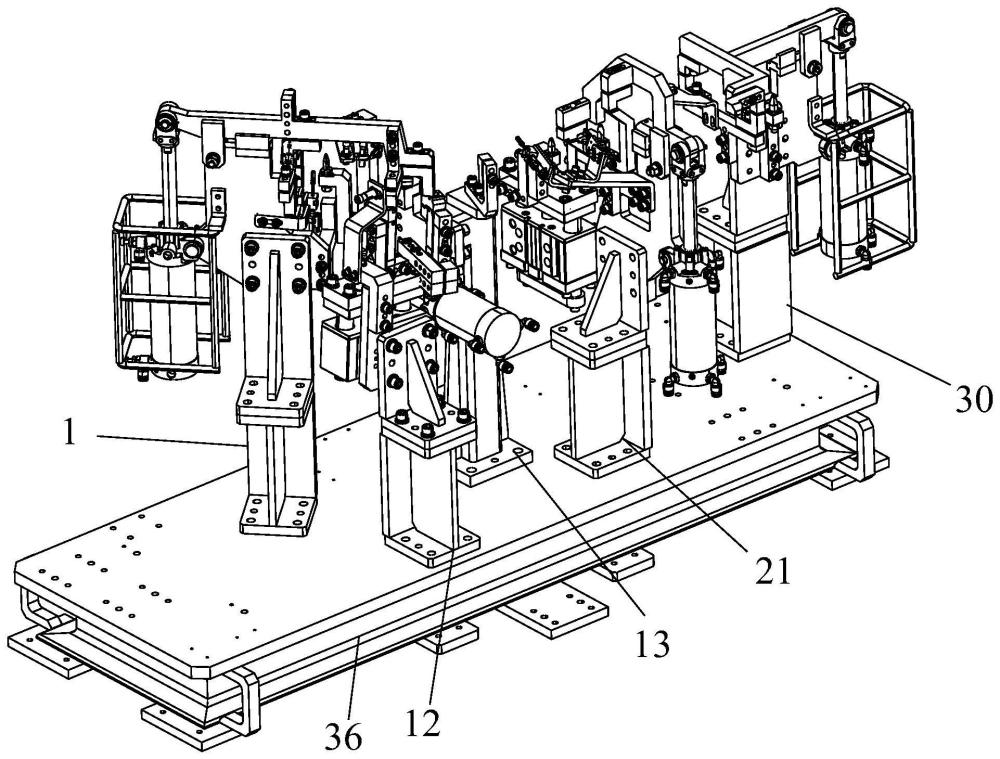
7、其中,焊接工装包括用于在第一外板的一端夹紧第一外板和固定支架的第一夹紧装置、用于在第一外板的另一端夹紧第一外板和第二外板的一端的第二夹紧装置、用于在第二外板的另一端夹紧第二外板的第三夹紧装置、用于将第一螺母固定在第一外板上的螺母压紧装置以及用于将第二螺母固定在第一外板上的螺母定位装置。
8、所述第一夹紧装置包括第一夹紧支架、第一主夹紧臂、设置于第一主夹紧臂上的侧夹紧臂、设置于第一夹紧支架上且用于控制第一主夹紧臂进行旋转的第一驱动器、设置于第一主夹紧臂上的第一上夹块和第二上夹块、设置于第一夹紧支架上且与第一上夹块相配合以夹紧所述第一外板的第一下夹块、与第二上夹块相配合以夹紧所述固定支架的第二下夹块、设置于侧夹紧臂上的第三上夹块以及与第三上夹块相配合以夹紧所述第一外板的第三下夹块。
9、所述第一夹紧装置还包括第一辅助支架和设置于第一辅助支架上的第一升降机构,第一升降机构包括设置于所述第一辅助支架上的第一升降气缸和设置于第一升降气缸上的第一升降座,所述第二下夹块设置于第一升降座上。
10、所述焊接工装还包括第二辅助支架和设置于第二辅助支架上且用于对所述第一外板进行限位的限位块,所述螺母压紧装置设置于第二辅助支架上。
11、所述螺母压紧装置包括设置于所述第二辅助支架上的第一支撑板、设置于第一支撑板上且用于与所述第一外板的底面相接触的顶块、可旋转的设置于第一支撑板上的螺母夹紧臂、设置于第一支撑板上且用于控制螺母夹紧臂进行旋转的执行元件、设置于螺母夹紧臂上的第一安装板和设置于第一安装板上且用于对所述第一螺母施加压力的压紧杆。
12、所述第二夹紧装置包括第二夹紧支架、第二夹紧臂、设置于第二夹紧支架上且用于控制第二夹紧臂进行旋转的第二驱动器、设置于第二夹紧臂上的第四上夹块以及设置于第二夹紧支架上且与第四上夹块相配合以夹紧第一外板和第二外板的第四下夹块。
13、所述第二夹紧装置还包括设置于所述第二夹紧支架上的第二升降机构,第二升降机构包括第二升降气缸和设置于第二升降气缸上的第二升降座,第二定位销和第三定位销设置于第二升降座上。
14、所述螺母定位装置包括设置于所述第二夹紧支架上的第二支撑板、设置于第二支撑板上的第二安装板和可移动的设置于第二安装板上且用于对所述第二螺母进行定位的螺母定位销。
15、所述第三夹紧装置包括第三夹紧支架、第三夹紧臂、设置于第三夹紧支架上且用于控制第三夹紧臂进行旋转的第三驱动器、设置于第三夹紧臂上的第五上夹块以及设置于第三夹紧支架上且与第五上夹块相配合以夹紧第一外板的第五下夹块,第三夹紧支架上设置第四定位销。
16、所述第五上夹块和所述第五下夹块均设置多个。
17、本发明的汽车轮罩加强梁外板总成植焊螺母的方法,采用专用的焊接工装,通过在多个夹紧装置和定位销的配合,共同夹紧汽车轮罩加强梁外板总成的各个部件,以及螺母的定位和固定,确保各个部件定位精确,提高了装夹效率,可以提高焊接后的汽车轮罩加强梁外板总成的产品质量和螺母的植焊作业效率。
技术特征:
1.汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,包括步骤:
2.根据权利要求1所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第一夹紧装置包括第一夹紧支架、第一主夹紧臂、设置于第一主夹紧臂上的侧夹紧臂、设置于第一夹紧支架上且用于控制第一主夹紧臂进行旋转的第一驱动器、设置于第一主夹紧臂上的第一上夹块和第二上夹块、设置于第一夹紧支架上且与第一上夹块相配合以夹紧所述第一外板的第一下夹块、与第二上夹块相配合以夹紧所述固定支架的第二下夹块、设置于侧夹紧臂上的第三上夹块以及与第三上夹块相配合以夹紧所述第一外板的第三下夹块。
3.根据权利要求2所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第一夹紧装置还包括第一辅助支架和设置于第一辅助支架上的第一升降机构,第一升降机构包括设置于所述第一辅助支架上的第一升降气缸和设置于第一升降气缸上的第一升降座,所述第二下夹块设置于第一升降座上。
4.根据权利要求1至3任一所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述焊接工装还包括第二辅助支架和设置于第二辅助支架上且用于对所述第一外板进行限位的限位块,所述螺母压紧装置设置于第二辅助支架上。
5.根据权利要求4所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述螺母压紧装置包括设置于所述第二辅助支架上的第一支撑板、设置于第一支撑板上且用于与所述第一外板的底面相接触的顶块、可旋转的设置于第一支撑板上的螺母夹紧臂、设置于第一支撑板上且用于控制螺母夹紧臂进行旋转的执行元件、设置于螺母夹紧臂上的第一安装板和设置于第一安装板上且用于对所述第一螺母施加压力的压紧杆。
6.根据权利要求1至3任一所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第二夹紧装置包括第二夹紧支架、第二夹紧臂、设置于第二夹紧支架上且用于控制第二夹紧臂进行旋转的第二驱动器、设置于第二夹紧臂上的第四上夹块以及设置于第二夹紧支架上且与第四上夹块相配合以夹紧第一外板和第二外板的第四下夹块。
7.根据权利要求6所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第二夹紧装置还包括设置于所述第二夹紧支架上的第二升降机构,第二升降机构包括第二升降气缸和设置于第二升降气缸上的第二升降座,第二定位销和第三定位销设置于第二升降座上。
8.根据权利要求6所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述螺母定位装置包括设置于所述第二夹紧支架上的第二支撑板、设置于第二支撑板上的第二安装板和可移动的设置于第二安装板上且用于对所述第二螺母进行定位的螺母定位销。
9.根据权利要求1至3任一所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第三夹紧装置包括第三夹紧支架、第三夹紧臂、设置于第三夹紧支架上且用于控制第三夹紧臂进行旋转的第三驱动器、设置于第三夹紧臂上的第五上夹块以及设置于第三夹紧支架上且与第五上夹块相配合以夹紧第一外板的第五下夹块,第三夹紧支架上设置第四定位销。
10.根据权利要求8所述的汽车轮罩加强梁外板总成植焊螺母的方法,其特征在于,所述第五上夹块和所述第五下夹块均设置多个。
技术总结
本发明公开了一种汽车轮罩加强梁外板总成植焊螺母的方法,包括步骤:S1、由焊接工装完成组成汽车轮罩加强梁外板总成的第一外板、第二外板和固定支架的装夹固定;S2、将第一螺母和第二螺母安装在第一外板上;S3、对第一外板与第二外板和固定支架进行焊接;S4、对螺母与第一外板进行焊接。本发明的汽车轮罩加强梁外板总成植焊螺母的方法,采用专用的焊接工装,通过在多个夹紧装置和定位销的配合,共同夹紧汽车轮罩加强梁外板总成的各个部件,以及螺母的定位和固定,确保各个部件定位精确,提高了装夹效率,可以提高焊接后的汽车轮罩加强梁外板总成的产品质量和螺母的植焊作业效率。
技术研发人员:戴礼,孙亮
受保护的技术使用者:安徽成飞集成瑞鹄汽车模具有限公司
技术研发日:
技术公布日:2024/2/29
- 还没有人留言评论。精彩留言会获得点赞!