一种阀体装配工装的制作方法
本发明涉及阀体制造领域,特别涉及一种阀体装配工装。
背景技术:
1、阀门是一种压力管道元件,它是一种用来改变管路断面和介质流动方向、控制输送介质的压力、流量、温度的装置。具有导流、截流、调节、防止倒流、分流或溢流卸压等功能,广泛应用于国民经济的各个主要领域,是能源、石化、冶金、电力等行业的重要装备,是机械与管线等固定资产中的关键设备之一,截至目前,伴随着工业与技术的发展,阀门早已渗透进了各行各业。从建筑业到电子工业,从石油化工到航天工业,阀门都在其中扮演着重要角色。
2、目前为止,阀门的生产过程主要还是依靠人工配合的半自动装配,原因是中大型旋塞阀阀体主要是铸造件,其外表面一般不会进行精加工导致在自动装配中难以实现精定位,而旋塞阀为了达到阀体密封要求其内部装配需要确保紧密,在自动装配过程中需要精准的定位才能实现紧密装配,这就导致阀门的生产难以抛离人工,实现全自动化装配,故而阀门的生产效率难以提升,需要大量的人工辅助,人力成本高。
技术实现思路
1、本发明的主要目的是提出一种阀体装配工装,旨在解决目前阀体装配需要人工重度参与,装配效率低,人力成本高的问题。
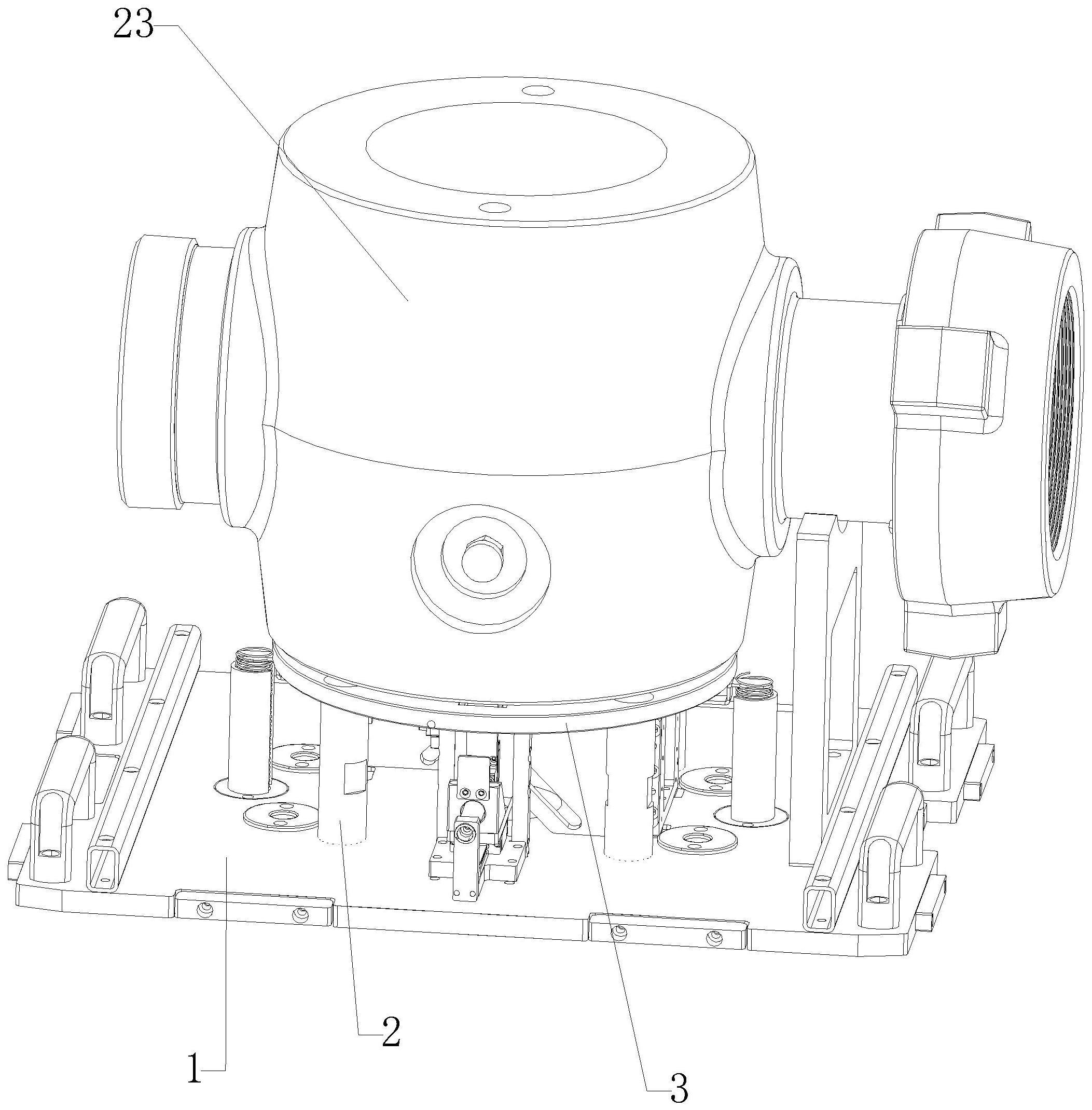
2、为解决上述问题,本发明提出了一种阀体装配工装,包括支撑机构、柱塞定位浮动机构和锁止机构,所述支撑机构用于支撑阀体并配合柱塞定位浮动机构共同对阀体进行定位,所述柱塞定位浮动机构用于定位阀体在支撑机构上的位置,所述锁止机构用于锁止柱塞定位浮动机构,防止将阀体放置到支撑机构上的过程中,所述柱塞定位浮动机构移位,失去对阀体的定位;
3、将阀杆装配到阀体上的过程中,所述阀杆推动柱塞定位浮动机构与阀体分离,同时所述支撑机构对阀杆进行定位,移除阀杆后,所述柱塞定位浮动机构恢复对阀体的定位。
4、在一实施例中,所述支撑机构包括:
5、底板,其上固设有多个支撑柱;
6、放置台,设于底板上方,并与支撑柱固定相连,所述放置台上设置有对阀杆进行定位的定位孔;
7、定位架,位于放置台的一侧,并与底板固定相连,所述定位架上设置有定位阀体的定位槽。
8、在一实施例中,所述柱塞定位浮动机构包括:
9、安装筒一,竖直固设于底板上,且位于放置台的下方,所述安装筒一内设置有弹簧一,所述弹簧一与连接板相连,所述连接板竖直滑动安装于安装筒一上,所述连接板竖直向下滑动可压缩弹簧一;
10、安装架一,固设于底板上,且位于放置台的下方,所述安装架一上竖直滑动安装有滑板一,所述滑板一与连接板固定相连;
11、滑杆一,水平滑动安装于安装架一上;
12、定位块,与滑杆一固定相连,所述定位块竖直滑动贯穿定位孔,所述定位块的上端高于放置台的上表面,所述阀体被放置于放置台的上表面后,所述定位块的上端伸入阀体底部的安装孔中,配合定位槽共同对阀体进行定位,所述定位块上设有滑杆二和插孔;
13、安装板,与安装架一或底板固定相连,且位于放置台的下方,所述安装板上设置有导向槽,所述导向槽的上端竖直、下端倾斜,所述滑杆二伸入导向槽中并沿导向槽上下滑动。
14、在一实施例中,所述滑杆二在所述导向槽的上端竖直上下滑动,所述滑杆二在所述导向槽的下端倾斜上下滑动带动定位块靠近或远离安装架一。
15、在一实施例中,所述柱塞定位浮动机构有一对,且以定位孔的中心轴线为中心呈中心对称分布,将阀杆装配到阀体上的过程中,所述阀杆下移穿过安装孔、定位孔推动两个定位块沿各自的导向槽向下移动,两个定位块相互远离可将阀杆夹紧定位。
16、在一实施例中,所述锁止机构包括:
17、安装架二,与底板固定相连;
18、受力杆,竖直滑动安装于安装架二上,所述受力杆的上端贯穿放置台,并高于放置台的上表面,且低于定位块的上表面,所述受力杆的下端回转安装有滚轮;
19、滑块二,水平滑动安装于底板上,所述滑块二上设置有斜面,所述滚轮与斜面线接触,所述受力杆下降带动滚轮推动滑块二水平滑动;
20、限位块,与滑块二固定相连,所述限位块的一端水平滑插入插孔中,所述滚轮推动滑块二水平滑动带动限位块的一端滑出插孔。
21、在一实施例中,所述滑块二上滑插有安装筒二,所述安装筒二与底板固定相连,所述安装筒二中安装有弹簧二,所述滚轮推动滑块二水平滑动压缩弹簧二。
22、有益效果:本发明的阀体装配工装通过支撑机构支撑阀体,借助柱塞定位浮动机构对阀体进行精定位,以完成阀杆的自动化组装,由于阀杆表面经过精加工,因此在阀杆装配完毕后利用支撑机构和柱塞定位浮动机构对阀杆进行精定位即可等同对阀体进行精定位,这样不影响后续自动往阀体内装配其它部件,对阀体进行精定位确保了自动化装配高精度,因此阀体装配实现了全自动化,无需人工参与,装配效率高,人力成本低。
技术特征:
1.一种阀体装配工装,其特征在于,包括支撑机构、柱塞定位浮动机构和锁止机构,所述支撑机构用于支撑阀体并配合柱塞定位浮动机构共同对阀体进行定位,所述柱塞定位浮动机构用于定位阀体在支撑机构上的位置,所述锁止机构用于锁止柱塞定位浮动机构,防止将阀体放置到支撑机构上的过程中,所述柱塞定位浮动机构移位,失去对阀体的定位;
2.如权利要求1所述的一种阀体装配工装,其特征在于,所述支撑机构包括:
3.如权利要求2所述的一种阀体装配工装,其特征在于,所述柱塞定位浮动机构包括:
4.如权利要求3所述的一种阀体装配工装,其特征在于,所述滑杆二在所述导向槽的上端竖直上下滑动,所述滑杆二在所述导向槽的下端倾斜上下滑动带动定位块靠近或远离安装架一。
5.如权利要求4所述的一种阀体装配工装,其特征在于,所述柱塞定位浮动机构有一对,且以定位孔的中心轴线为中心呈中心对称分布,将阀杆装配到阀体上的过程中,所述阀杆下移穿过安装孔、定位孔推动两个定位块沿各自的导向槽向下移动,两个定位块相互远离可将阀杆夹紧定位。
6.如权利要求3所述的一种阀体装配工装,其特征在于,所述锁止机构包括:
7.如权利要求6所述的一种阀体装配工装,其特征在于,所述滑块二上滑插有安装筒二,所述安装筒二与底板固定相连,所述安装筒二中安装有弹簧二,所述滚轮推动滑块二水平滑动压缩弹簧二。
技术总结
本发明公开了一种阀体装配工装,包括支撑机构、柱塞定位浮动机构和锁止机构,所述支撑机构用于支撑阀体并配合柱塞定位浮动机构共同对阀体进行定位,所述柱塞定位浮动机构用于定位阀体在支撑机构上的位置,所述锁止机构用于锁止柱塞定位浮动机构。有益效果:本发明的阀体装配工装通过支撑机构支撑阀体,借助柱塞定位浮动机构对阀体进行精定位,以完成阀杆的自动化组装,由于阀杆表面经过精加工,因此在阀杆装配完毕后利用支撑机构和柱塞定位浮动机构对阀杆进行精定位即可等同对阀体进行精定位,这样不影响后续自动往阀体内装配其它部件,对阀体进行精定位确保了自动化装配高精度,因此阀体装配实现了全自动化,无需人工参与,装配效率高。
技术研发人员:陈远明,李浩业,聂攀
受保护的技术使用者:上海轩田工业设备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!