一种锯片钢及其制备方法与流程
本申请涉及中厚板生产制造,尤其涉及一种锯片钢及其制备方法。
背景技术:
1、锯片钢广泛应用于矿石切割锯片、木材切割锯片、金属冷切圆锯片。随着中国制造业的快速发展,对锯片用钢的需求逐年增加,并且对锯片钢的性能提出了更高要求,要求具有更高的强度、硬度和热稳定性能,从而延长其使用寿命。
2、为提高锯片钢强度和硬度,必须大幅提高碳含量和碳当量,导致应力和变形抗力增大,容易出现断坯、板形不良和裂纹等问题。热轧板卷锯片钢宽度窄,同时钢板应力大、板形差,研究中厚板高效稳定的高强度锯片钢制备方法是目前亟需解决的技术问题。
技术实现思路
1、本申请提供了一种锯片钢及其制备方法,以解决现有锯片钢难以同时兼顾优异的力学性能和良好表面质量的技术问题。
2、第一方面,本申请提供了一种锯片钢的制备方法,其所述方法包括:
3、对具有设定化学成分的钢坯进行分阶段加热-轧制,所述分阶段加热-轧制包括:
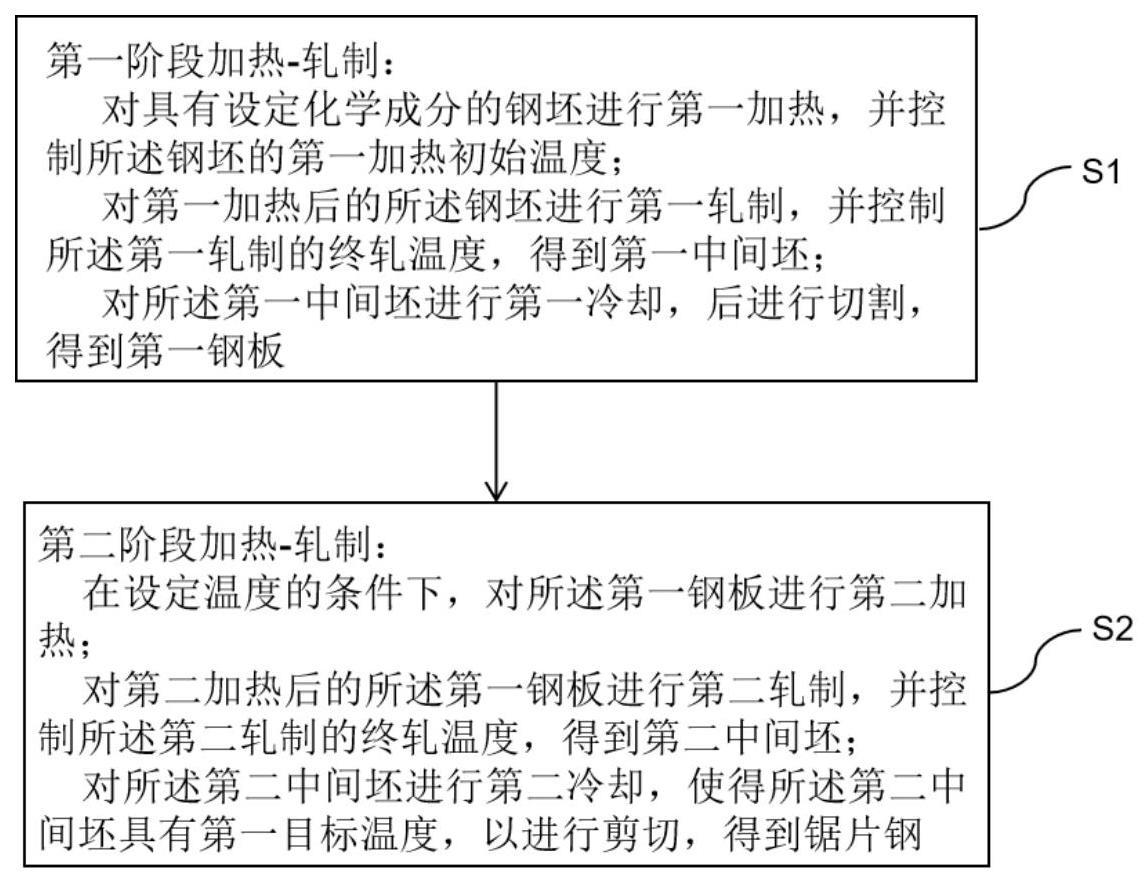
4、第一阶段加热-轧制:对具有设定化学成分的钢坯进行第一加热,并控制所述钢坯的第一加热初始温度;
5、对第一加热后的所述钢坯进行第一轧制,并控制所述第一轧制的终轧温度,得到第一中间坯;
6、对所述第一中间坯进行第一冷却,后进行切割,得到第一钢板;
7、第二阶段加热-轧制:在设定温度的条件下,对所述第一钢板进行第二加热;
8、对第二加热后的所述第一钢板进行第二轧制,并控制所述第二轧制的终轧温度,得到第二中间坯;
9、对所述第二中间坯进行第二冷却,使得所述第二中间坯具有第一目标温度,以进行剪切,得到锯片钢。
10、可选的,所述钢坯的第一加热初始温度为≥500℃。
11、可选的,所述第一加热的温度为1200-1220℃。
12、可选的,所述第一轧制的终轧温度为950-1050℃。
13、可选的,所述设定温度为1250-1270℃。
14、可选的,所述第二轧制的终轧温度为830-880℃。
15、可选的,所述第一目标温度为100-200℃。
16、可选的,所述对所述第一中间坯进行第一冷却,后进行切割,得到第一钢板,包括:
17、对所述第一中间坯进行第一冷却,使得所述第二中间坯具有第二目标温度,以进行切割,得到第一钢板;其中,所述第二目标温度为150-200℃。
18、可选的,所述设定化学成分包括:
19、c、si、mn、ti、cr、v、p、s以及fe;其中,以质量分数计,
20、c的含量为0.70-0.85%,si的含量为0.20-0.40%,mn的含量为0.45-0.55%,ti的含量为0.020-0.030%,cr的含量为0.50-0.70%,v的含量为0.15-0.25%,p的含量为<0.012%,s的含量为<0.003%。
21、第二方面,本申请提供了一种锯片钢,所述锯片钢由第一方面任一项实施例所述的方法制备得到。
22、本申请实施例提供的上述技术方案与现有技术相比具有如下优点:
23、本申请实施例提供的该锯片钢的制备方法,采用高c、高cr的化学成分设计保证钢板具有高的强度和硬度;同时添加较多的v,利用v在高温下的析出和细晶强化提高强度和硬度;添加微量的ti抑制加热过程奥氏体长大;通过温装入炉加热和开坯轧制避免了钢坯断裂风险,同时得到薄规格的中间坯,为第二次轧制板形控制提供了良好的原料保障;通过第二次高温加热和高温轧制保证了高强度锯片用钢板轧制的稳定性和良好的板形;采用第二冷却终点温度以实现带温剪切工艺,避免产生切割裂纹。该方法实现了高强度锯片用钢板稳定生产,避免了断坯、板形不良和裂纹问题,进而同时兼顾了优异的力学性能和良好表面质量。
技术特征:
1.一种锯片钢的制备方法,其特征在于,所述方法包括:
2.根据权利要求1所述的方法,其特征在于,所述钢坯的第一加热初始温度为≥500℃。
3.根据权利要求1或2所述的方法,其特征在于,所述第一加热的温度为1200-1220℃。
4.根据权利要求1所述的方法,其特征在于,所述第一轧制的终轧温度为950-1050℃。
5.根据权利要求1所述的方法,其特征在于,所述设定温度为1250-1270℃。
6.根据权利要求1所述的方法,其特征在于,所述第二轧制的终轧温度为830-880℃。
7.根据权利要求1所述的方法,其特征在于,所述第一目标温度为100-200℃。
8.根据权利要求1所述的方法,其特征在于,所述对所述第一中间坯进行第一冷却,后进行切割,得到第一钢板,包括:
9.根据权利要求1所述的方法,其特征在于,所述设定化学成分包括:
10.一种锯片钢,其特征在于,所述锯片钢由权利要求1-9任意一项所述的方法制备得到。
技术总结
本申请涉及中厚板生产制造技术领域,尤其涉及一种锯片钢及其制备方法。所述方法包括:对具有设定化学成分的钢坯进行第一加热,并控制所述钢坯的第一加热初始温度;对第一加热后的所述钢坯进行第一轧制,并控制所述第一轧制的终轧温度,得到第一中间坯;对所述第一中间坯进行第一冷却,后进行切割,得到第一钢板;在设定温度的条件下,对所述第一钢板进行第二加热;对第二加热后的所述第一钢板进行第二轧制,并控制所述第二轧制的终轧温度,得到第二中间坯;对所述第二中间坯进行第二冷却,使得所述第二中间坯具有第一目标温度,以进行剪切,得到锯片钢。本申请内容解决了现有锯片钢难以同时兼顾优异的力学性能和良好表面质量的技术问题。
技术研发人员:韩承良,于文飞,王同良,董占斌,狄国标,王继伟,黄乐庆,杨永达,王彦锋,田鹏,冯韦,王雪松,杨洪智
受保护的技术使用者:首钢京唐钢铁联合有限责任公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!