一种混凝土输送管及混凝土输送管的制造方法与流程
本发明涉及混凝土输送管,具体为一种混凝土输送管及混凝土输送管的制造方法。
背景技术:
1、混凝土输送管是一种应用于混凝土泵车、拖泵及车载泵的输送管,亦称为砼泵管,其输送介质为混凝土,要求具有良好的耐磨性和一定的抗压性能。
2、现常用的砼泵管有两种,一种为单层管,一种为双金属机械复合管,单层管的耐磨性差,使用寿命低,双金属机械复合管的耐磨性比单层管有较大的提升,但经常出现起皮、开裂、掉块、冲出和挤团等现象,容易导致砼泵管堵管,严重时砼泵管发生爆管的问题,故而提出一种混凝土输送管及混凝土输送管的制造方法,以解决上述提出的问题。
技术实现思路
1、(一)解决的技术问题
2、针对现有技术的不足,本发明提供了一种混凝土输送管及混凝土输送管的制造方法,具备耐磨性好,使用寿命长的优点,解决了双金属机械复合管的耐磨性比单层管有较大的提升,但经常出现起皮、开裂、掉块、冲出和挤团等现象,容易导致砼泵管堵管,严重时砼泵管发生爆管的问题。
3、(二)技术方案
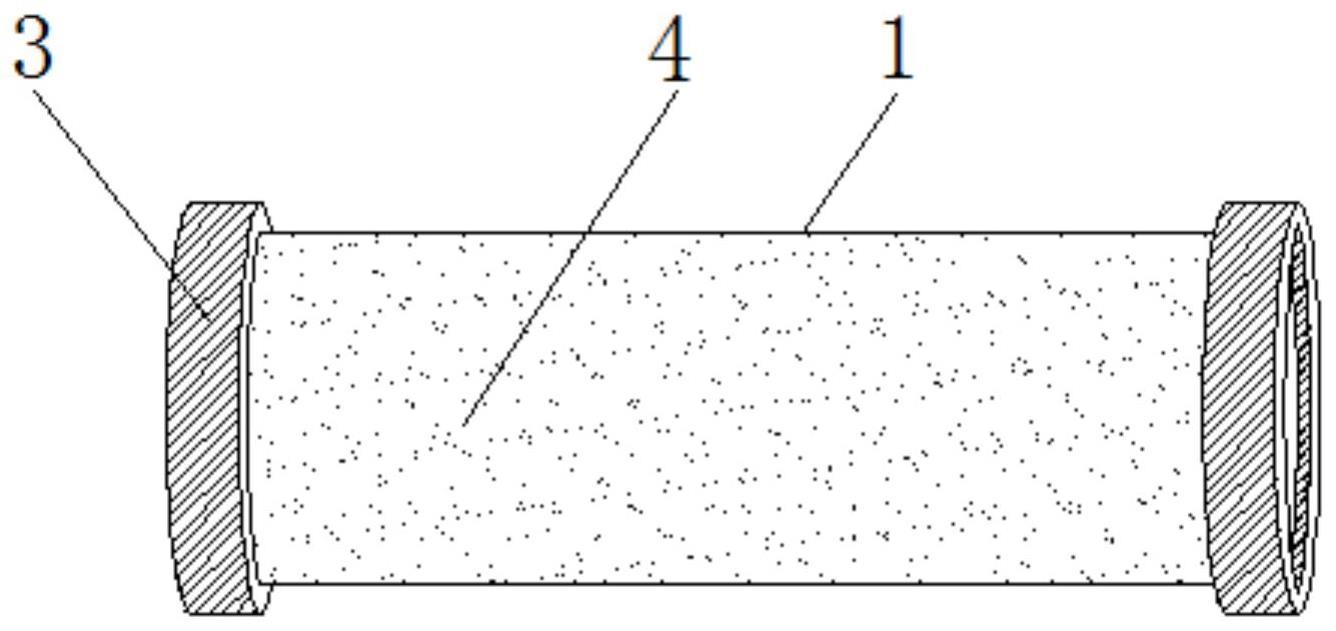
4、为实现上述耐磨性好,使用寿命长的目的,本发明提供如下技术方案:一种混凝土输送管,包括输送管本体,所述输送管本体的内部固定安装有内管,所述输送管本体的外部固定安装有法兰,所述输送管本体的内部设置有耐磨机构;
5、所述耐磨机构包括耐磨套、卡齿、龟甲网、加固层和耐磨涂层,所述内管的外部固定安装有耐磨套,所述内管的外部设置有卡齿,所述内管的外部固定安装有龟甲网,所述输送管本体的外部固定安装有加固层,所述加固层的外部固定安装有耐磨涂层。
6、优选的,所述输送管本体为钢管,所述内管采用合金制成,所述耐磨套和法兰的数量均为两个。
7、优选的,两个所述耐磨套的直径均大于内管的直径,所述耐磨套焊接于内管的外部。
8、优选的,两个所述法兰分别焊接于两个耐磨套的外部,所述输送管本体的厚度为一点五毫米至三毫米,所述内管的厚度为一毫米至两毫米。
9、优选的,所述卡齿环绕于内管的外壁,所述龟甲网的内壁开设有卡槽,所述卡齿远离龟甲网的一侧延伸至卡槽内部。
10、优选的,所述加固层采用氧化铝陶瓷材质,所述龟甲网与输送管本体的内壁相贴,所述龟甲网内部开设有六边形网孔。
11、优选的,所述加固层焊接于输送管本体的外部且与耐磨涂层固定连接,所述龟甲网与输送管本体内壁的间距不大于一毫米,所述龟甲网的焊点间距为五毫米至六毫米,所述耐磨涂层为超硬高温陶瓷基复合耐磨涂料。
12、优选的,包括权利要求1所述的一种混凝土输送管及混凝土输送管还包括混凝土输送管的制造方法如下:
13、第一步,根据所需输送管本体和内管的规格选用相应的双层结构离心铸造复合管坯,将所述内管复合设置在所述输送管本体的内部,并在所述内管和所述输送管本体之间设置粘接胶层,以形成双层夹胶混凝土输送管;
14、第二步,将所述内管的外表面设为粗糙表面形成卡齿;
15、第三步,对输送管本体和内管的管坯加热,加热温度为1100℃-1250℃;将加热后的管坯送入热轧机组中热轧;
16、第四步,一次热轧压下量50%-70%,总的压下量控制在80%-92%;经过热轧使得各层金属材料消除铸态疏松,细化各层金属组织的晶粒度;
17、第五步,将经过热轧的输送管本体和内管送入退火炉中进行退火,退火后形成成品管输送管本体;
18、第六步,此时在输送管本体的外部涂上耐磨层,在进行涂抹的过程中需一次成型、不能分层涂抹;
19、第七步,最后将耐磨套和法兰依次焊接在输送管本体的外部对输送管本体的接头处进行保护。
20、有益效果
21、与现有技术相比,本发明提供了一种混凝土输送管及混凝土输送管的制造方法,具备以下有益效果:
22、该混凝土输送管,通过设置输送管本体和内管,输送管本体为钢管,内管采用合金制成,双重复合管道能够使输送管道本体的抗冲击和耐腐蚀效果更好,从而延长输送管本体的使用寿命,通过设置法兰使输送管本体和输送泵的连接更便捷,通过设置耐磨机构,耐磨机构的各结构相互配合,即可更好的对输送管本体进行保护,防止输送管道本体因为磨损发生泄漏,内管和所述输送管本体之间设置粘接胶层,以形成双层夹胶混凝土输送管,双层管道有更好的抗压能力,防止大量混凝土流经因为压力过大导致爆管,通过设置龟甲网进一步对内管进行保护,通过设置耐磨涂层,对输送管本体的外壁进行保护,达到耐磨损抗侵蚀的效果,并通过龟甲网防止耐磨涂层脱落。
技术特征:
1.一种混凝土输送管,包括输送管本体(1),其特征在于:所述输送管本体(1)的内部固定安装有内管(2),所述输送管本体(1)的外部固定安装有法兰(3),所述输送管本体(1)的内部设置有耐磨机构(4);
2.根据权利要求1所述的一种混凝土输送管,其特征在于:所述输送管本体(1)为钢管,所述内管(2)采用合金制成,所述耐磨套(401)和法兰(3)的数量均为两个。
3.根据权利要求1所述的一种混凝土输送管,其特征在于:两个所述耐磨套(401)的直径均大于内管(2)的直径,所述耐磨套(401)焊接于内管(2)的外部。
4.根据权利要求1所述的一种混凝土输送管,其特征在于:两个所述法兰(3)分别焊接于两个耐磨套(401)的外部,所述输送管本体(1)的厚度为一点五毫米至三毫米,所述内管(2)的厚度为一毫米至两毫米。
5.根据权利要求1所述的一种混凝土输送管,其特征在于:所述卡齿(402)环绕于内管(2)的外壁,所述龟甲网(403)的内壁开设有卡槽,所述卡齿(402)远离龟甲网(403)的一侧延伸至卡槽内部。
6.根据权利要求1所述的一种混凝土输送管,其特征在于:所述加固层(404)采用氧化铝陶瓷材质,所述龟甲网(403)与输送管本体(1)的内壁相贴,所述龟甲网(403)内部开设有六边形网孔。
7.根据权利要求1所述的一种混凝土输送管,其特征在于:所述加固层(404)焊接于输送管本体(1)的外部且与耐磨涂层(405)固定连接,所述龟甲网(403)与输送管本体(1)内壁的间距不大于一毫米,所述龟甲网(403)的焊点间距为五毫米至六毫米,所述耐磨涂层(405)为超硬高温陶瓷基复合耐磨涂料。
8.根据权利要求1所述的一种混凝土输送管的制造方法,其特征在于:包括权利要求1所述的一种混凝土输送管及混凝土输送管还包括混凝土输送管的制造方法如下:
技术总结
本发明涉及混凝土输送管技术领域,且公开了一种混凝土输送管,包括输送管本体,所述输送管本体的内部固定安装有内管,所述输送管本体的外部固定安装有法兰,所述输送管本体的内部设置有耐磨机构。该混凝土输送管及混凝土输送管的制造方法,首先根据所需输送管本体和内管的规格选用相应的双层结构离心铸造复合管坯,将内管复合设置在输送管本体的内部,并在内管和输送管本体之间设置粘接胶层,以形成双层夹胶混凝土输送管,退火后形成成品管输送管本体,此时在输送管本体的外部涂上耐磨层,在进行涂抹的过程中需一次成型、不能分层涂抹,最后将耐磨套和法兰依次焊接在输送管本体的外部对输送管本体的接头处进行保护。
技术研发人员:尚静
受保护的技术使用者:青岛中北地标商砼有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!