一种紫铜片自动焊接设备的制作方法
本发明涉及水利水电设备,具体为一种紫铜片自动焊接设备。
背景技术:
1、紫铜止水焊接,是施工检验的重点项目,在紫铜片焊接完成后,需要对焊缝进行检测,检验焊接的方法采用水铜片液体渗透试验,用煤油在焊缝的一面涂沫后,观测焊缝另外一面是否有煤油渗透。“一看、二摸、三闻”,一看:观察焊缝外观是否存在沙眼、漏焊、裂缝等问题,二摸:涂抹煤油后在另一面用手摸拭看是否有渗漏迹象,三闻:手摸完后闻手上是否有煤油或其他液体气味,以此来确定焊缝是否合格。采用煤油滴在焊缝上,另一侧洒上粉笔灰或干石灰的方法检验,等待一分钟然后看另一面的焊缝是非有汽油渗漏,如有映湿用粉笔做记号,重新补焊。
2、现有设备存在以下缺点:由于通过煤油渗透焊缝的原理对焊缝进行检测,需要消耗一定时长等待煤油渗入到焊缝的内部,所以会影响对紫铜片焊缝的检测效率。
3、所以,本申请现提出一种紫铜片自动焊接设备来解决上述出现的问题。
技术实现思路
1、本发明的目的在于提供一种紫铜片自动焊接设备,以解决上述需要消耗一定时长等待煤油渗入到焊缝的内部,所以会影响对紫铜片焊缝的检测效率的问题。
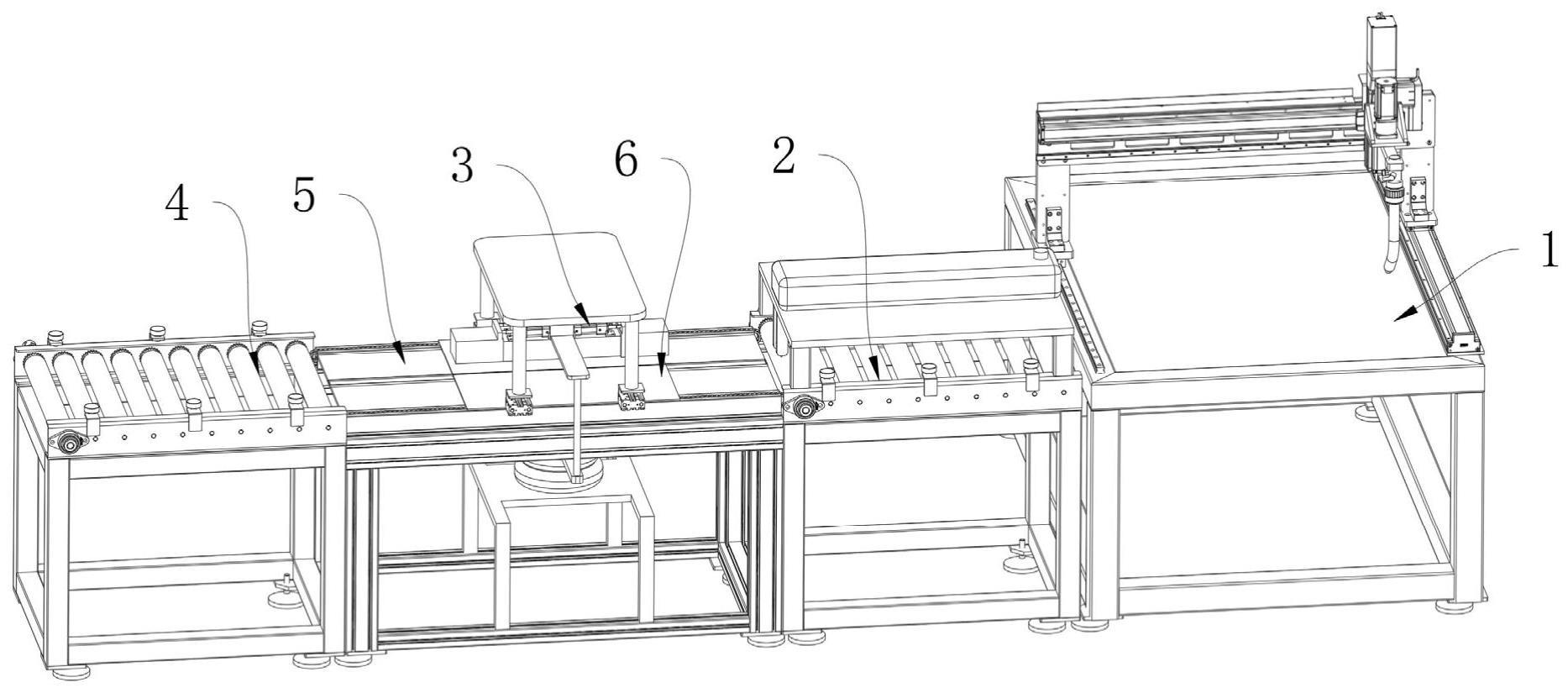
2、为实现上述目的,本发明提供如下技术方案:一种紫铜片自动焊接设备,包括紫铜片本体、用于对紫铜片本体进行焊接的焊接单元、设置在焊接单元一侧的输送单元和设置在所述输送单元之间的传送单元,还包括:
3、检测单元,设置在所述传送单元的上部,用于对所述紫铜片本体焊缝的密封状态进行检测;
4、刷油单元,设置在所述输送单元靠近所述焊接单元的一侧,用于对所述紫铜片本体的焊缝处刷油。
5、其中,所述检测单元包括设置在所述传送单元上部的支撑架、设置在所述支撑架下部的第一液压杆、设置在所述第一液压杆底部的用于对所述紫铜片本体焊缝进行密封的密封部件和设置在密封部件上的用于对所述密封部件内部进行充气的充压部件,所述密封部件上设置有对所述充压部件的压力进行限制的限制部件。
6、其中,所述密封部件包括设置在所述第一液压杆底部且两侧开口设置的固定箱、设置在所述固定箱两侧的活动箱、设置在所述固定箱上用于推动所述活动箱移动的第二液压杆,所述活动箱相近所述固定箱的一侧设置有滑块,所述固定箱相应所述滑块的位置处开设有供所述滑块滑动的滑槽,所述活动箱的上部设置有与所述第二液压杆相连的连接板。
7、其中,所述充压部件包括设置在所述传送单元底部的安装座、设置在所述安装座上的气囊、设置在所述气囊一侧且与所述限制部件相连的连接管和设置在所述固定箱上的固定板,所述固定板的底部设置有对所述气囊进行挤压的挤压板,所述连接管的中部设置有软管。
8、其中,所述限制部件包括设置在所述固定箱上部的充气箱、设置在所述充气箱内部的隔离板和穿设在所述隔离板中部的密封块,所述隔离板相应所述密封块的位置处开设有排气口,所述密封块通过支撑部件可调节设置在所述排气口的内部。
9、其中,所述密封块为圆锥形,所述排气口的形状与所述密封块的形状相对应。
10、其中,所述支撑部件包括设置在所述密封块底部的调节板、设置在所述隔离板底部的导正杆和设置在所述导正杆底部且与所述充气箱相连的放置板,所述调节板穿设在所述导正杆上,所述导正杆位于所述调节板与所述放置板之间套设有弹性件,所述固定箱相应所述充气箱的位置处开设有用于排气的通孔。
11、其中,所述刷油单元包括设置在所述输送单元上部的放置架、设置在所述放置架上部的储油箱和设置在所述放置架底部靠近所述焊接单元一侧且与所述储油箱相连的喷油嘴,所述放置架位于所述喷油嘴与所述焊接单元之间设置有对紫铜片进行冷却的冷却扇,所述放置架下部远离所述冷却扇一侧设置有连接架,所述连接架的底部设置有对所述紫铜片本体焊缝上的煤油进行刮擦的刮油板。
12、其中,所述输送单元包括设置在所述焊接单元一侧的安装架、设置在所述安装架上部的第一电机和设置在所述第一电机动力输出端且与所述安装架相连的第一传动件,所述第一电机通过所述第一传动件与传动辊相连,所述安装架的上部设置有对所述紫铜片本体进行导正的导正轮。
13、其中,所述传送单元包括设置在所述安装架之间的固定架、设置在所述固定架一侧的第二电机和设置在所述第二电机动力输出端且设置在所述固定架上部的第二传动件,所述第二传动件用于输送所述紫铜片本体,所述固定架的上部设置有用于放置检测物质的放料框。
14、与现有技术相比,本发明的有益效果是:
15、本发明将紫铜片本体放置在焊接单元上进行焊接,焊接完成后输送到输送单元上,然后经过输送单元上的刷油单元将检测的煤油涂抹在紫铜片本体的焊缝上,然后紫铜片本体被输送到传送单元上,启动第一液压杆带动密封部件下移,使得密封部件将紫铜片本体的焊缝进行密封,然后在密封部件下移的过程中带动充压部件进行运动,使得充压部件向限制部件的内部充气,当密封部件将紫铜片本体密封后,限制部件解除对充压部件的限制,充压部件向密封部件的内部充压,使得紫铜片本体上方的压力增加,可以加快煤油在紫铜片本体焊缝上的渗透效率,检测完成后紫铜片本体被运送到另一侧的输送单元上,通过检测单元对紫铜片本体的焊缝进行检测,可以加快煤油在紫铜片本体焊缝上的渗透速度,进而可以加快对紫铜片本体焊接的校测效率。
技术特征:
1.一种紫铜片自动焊接设备,包括紫铜片本体(6)、用于对紫铜片本体(6)进行焊接的焊接单元(1)、设置在焊接单元(1)一侧的输送单元(4)和设置在所述输送单元(4)之间的传送单元(5),其特征在于,还包括:
2.根据权利要求1所述的一种紫铜片自动焊接设备,其特征在于:所述检测单元(3)包括设置在所述传送单元(5)上部的支撑架(31)、设置在所述支撑架(31)下部的第一液压杆(32)、设置在所述第一液压杆(32)底部的用于对所述紫铜片本体(6)焊缝进行密封的密封部件(33)和设置在密封部件(33)上的用于对所述密封部件(33)内部进行充气的充压部件(34),所述密封部件(33)上设置有对所述充压部件(34)的压力进行限制的限制部件(35)。
3.根据权利要求2所述的一种紫铜片自动焊接设备,其特征在于:所述密封部件(33)包括设置在所述第一液压杆(32)底部且两侧开口设置的固定箱(331)、设置在所述固定箱(331)两侧的活动箱(333)、设置在所述固定箱(331)上用于推动所述活动箱(333)移动的第二液压杆(332),所述活动箱(333)相近所述固定箱(331)的一侧设置有滑块(335),所述固定箱(331)相应所述滑块(335)的位置处开设有供所述滑块(335)滑动的滑槽(336),所述活动箱(333)的上部设置有与所述第二液压杆(332)相连的连接板(334)。
4.根据权利要求3所述的一种紫铜片自动焊接设备,其特征在于:所述充压部件(34)包括设置在所述传送单元(5)底部的安装座(344)、设置在所述安装座(344)上的气囊(343)、设置在所述气囊(343)一侧且与所述限制部件(35)相连的连接管(341)和设置在所述固定箱(331)上的固定板(345),所述固定板(345)的底部设置有对所述气囊(343)进行挤压的挤压板(346),所述连接管(341)的中部设置有软管(342)。
5.根据权利要求4所述的一种紫铜片自动焊接设备,其特征在于:所述限制部件(35)包括设置在所述固定箱(331)上部的充气箱(351)、设置在所述充气箱(351)内部的隔离板(352)和穿设在所述隔离板(352)中部的密封块(353),所述隔离板(352)相应所述密封块(353)的位置处开设有排气口(3521),所述密封块(353)通过支撑部件可调节设置在所述排气口(3521)的内部。
6.根据权利要求5所述的一种紫铜片自动焊接设备,其特征在于:所述密封块(353)为圆锥形,所述排气口(3521)的形状与所述密封块(353)的形状相对应。
7.根据权利要求5所述的一种紫铜片自动焊接设备,其特征在于:所述支撑部件包括设置在所述密封块(353)底部的调节板(354)、设置在所述隔离板(352)底部的导正杆(355)和设置在所述导正杆(355)底部且与所述充气箱(351)相连的放置板(357),所述调节板(354)穿设在所述导正杆(355)上,所述导正杆(355)位于所述调节板(354)与所述放置板(357)之间套设有弹性件(356),所述固定箱(331)相应所述充气箱(351)的位置处开设有用于排气的通孔(358)。
8.根据权利要求1所述的一种紫铜片自动焊接设备,其特征在于:所述刷油单元(2)包括设置在所述输送单元(4)上部的放置架(26)、设置在所述放置架(26)上部的储油箱(21)和设置在所述放置架(26)底部靠近所述焊接单元(1)一侧且与所述储油箱(21)相连的喷油嘴(22),所述放置架(26)位于所述喷油嘴(22)与所述焊接单元(1)之间设置有对紫铜片进行冷却的冷却扇(23),所述放置架(26)下部远离所述冷却扇(23)一侧设置有连接架(24),所述连接架(24)的底部设置有对所述紫铜片本体(6)焊缝上的煤油进行刮擦的刮油板(25)。
9.根据权利要求1所述的一种紫铜片自动焊接设备,其特征在于:所述输送单元(4)包括设置在所述焊接单元(1)一侧的安装架(45)、设置在所述安装架(45)上部的第一电机(41)和设置在所述第一电机(41)动力输出端且与所述安装架(45)相连的第一传动件(43),所述第一电机(41)通过所述第一传动件(43)与传动辊(42)相连,所述安装架(45)的上部设置有对所述紫铜片本体(6)进行导正的导正轮(44)。
10.根据权利要求9所述的一种紫铜片自动焊接设备,其特征在于:所述传送单元(5)包括设置在所述安装架(45)之间的固定架(51)、设置在所述固定架(51)一侧的第二电机(52)和设置在所述第二电机(52)动力输出端且设置在所述固定架(51)上部的第二传动件(53),所述第二传动件(53)用于输送所述紫铜片本体(6),所述固定架(51)的上部设置有用于放置检测物质的放料框(54)。
技术总结
涉及水利水电设备领域,本发明公开了一种紫铜片自动焊接设备,包括紫铜片本体、用于对紫铜片本体进行焊接的焊接单元、设置在焊接单元一侧的输送单元和设置在所述输送单元之间的传送单元,还包括:检测单元,设置在所述传送单元的上部,刷油单元,设置在所述输送单元靠近所述焊接单元的一侧,所述检测单元包括设置在所述传送单元上部的支撑架、设置在所述支撑架下部的第一液压杆,所述密封部件上设置有对所述充压部件的压力进行限制的限制部件,本发明通过检测单元对紫铜片本体的焊缝进行检测,可以加快煤油在紫铜片本体焊缝上的渗透速度,进而可以加快对紫铜片本体焊接的校测效率。
技术研发人员:韩哲楠,杨大海,朱国成,李贵祥,王刚,喻家军,张昆鹏,田世超,韩定彤
受保护的技术使用者:中建三局水利水电开发有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!