一种工件压紧装置的制作方法
本发明涉及机械加工装卡,更具体地说,涉及一种小直径回转体工件立式车床加工时型腔内部压紧装置。
背景技术:
1、当前机加工行业立式车床加工装卡工件时主要从工件外部进行压紧,以达到限位装卡目的,限制工件自由度。如机床加工时工件六个自由度未被完全限制,则加工过程中会出现工件松动、跑动等,影响工件的表面质量和位置偏差,如圆度、跳动、平面度、平行度、直线度,甚至出现严重质量事故。随着结构复杂且精度要求高的设备不断出现,设备的零部件表面质量和精度要求越来越高,加工过程中的科学合理装卡方案尤为重要,装卡装置是关键点。
2、现有方案一:普遍采用工件外部压紧装置,此方案无法满足外形尺寸较小且外部轮廓需加工的零部件;现有方案二:工件型腔内部多点压紧,但各压紧装置独立设置,无法保证压紧点在对称方向,且各个点压紧力不一致,此方案操作复杂麻烦,过程中容易引起工件移位跑动,稳定性差,会导致加工完的工件质量不符,甚至出现废品。
技术实现思路
1、本发明基于上述问题,本发明提供了一种工件压紧装置,解决了外部压紧工件时干涉且内部压紧不对称可能引起的质量问题,提供了一种整体式、完全对称的工件型腔内部压紧装置,起到了操作简单、方案可靠、通用性强的作用。
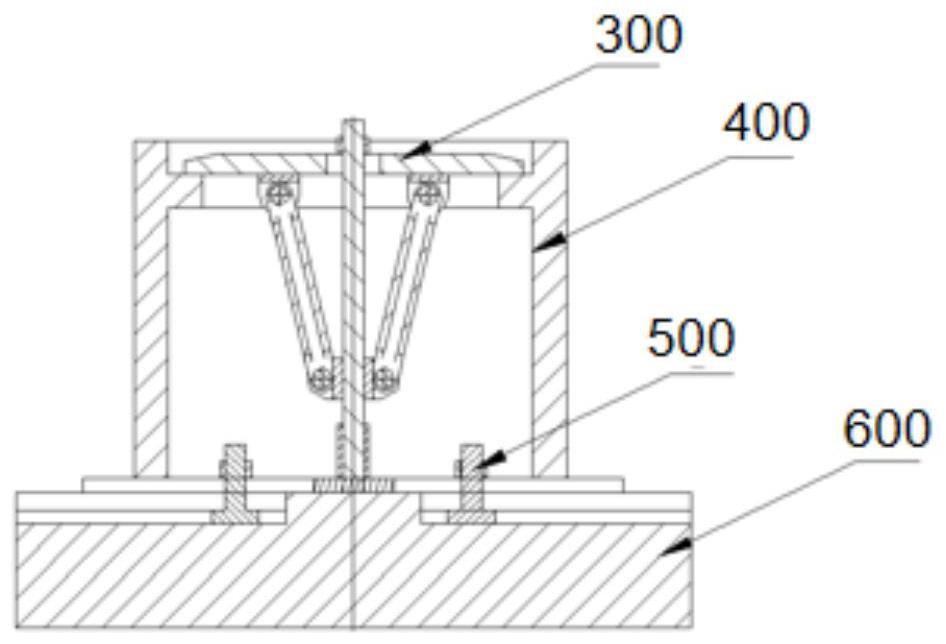
2、本发明的目的是这样实现的:所述工件压紧装置包括连接机构、拉紧机构、压紧机构组成,所述拉紧机构贯穿所述压紧机构后与所述连接机构通过螺母固定连接,所述压紧机构包括至少两个侧拉杆和连接块、压紧板、铰接件组成,两个所述侧拉杆的一端分别与所述连接块铰接,两个所述侧拉杆的另一端与所述压紧板通过铰接件连接,所述压紧板可沿所述拉紧机构上下滑动。
3、在其中一实施例中,所述拉紧机构还包括弹性件。
4、在其中一实施例中,所述压紧板为矩形结构,所述压紧板两端为楔形结构。
5、在其中一实施例中,所述压紧板为十字结构,所述十字结构的每个末端为楔形结构。
6、在其中一实施例中,所述压紧板与工件接触的一端设置夹持机构。
7、在其中一实施例中,所述压紧板上端面设置有测平装置,所述测平装置用于保证所述压紧板在压紧工件时保持水平。
8、在其中一实施例中,所述拉紧机构贯穿所述压紧机构后通过螺母固定连接。
9、在其中一实施例中,所述连接机构包括连接板及连接螺母,所述连接螺母固定连接在所述连接板的中心。
10、在其中一实施例中,所述连接板为十字结构,所述十字结构的每个末端均设置u型开口。
11、所述的工件压紧装置使用方法如下,所述方法包括如下步骤:
12、s1:将连接机构通过螺栓连接固定于车床工作台上,螺栓穿过连接板上u型开口将其与车床工作台刚性连接并固定;
13、s2:将拉紧机构与连接机构上的螺母连接,再进行打紧便将其固定在连接机构上;
14、s3:最后放置工件,安装压紧机构,压紧板压紧工件,再进行打紧螺栓进而压紧固定工件,压紧机构利用其螺纹连接块与连接螺杆形成螺纹连接。
15、本发明装置结构简单,操作方便,通用性高,在面对众多种类的车削零部件加工时具有深远的经济效益,尤其是面对形状位置精度要求高、外部轮廓需要加工的机械零部件时,可以有效简化装卡操作,使加工的效率性得到显著的提高。
技术特征:
1.一种工件压紧装置,其特征在于,所述工件压紧装置包括连接机构、拉紧机构、压紧机构组成,所述拉紧机构贯穿所述压紧机构后与所述连接机构通过螺母固定连接,所述压紧机构包括至少两个侧拉杆和连接块、压紧板、铰接件组成,两个所述侧拉杆的一端分别与所述连接块铰接,两个所述侧拉杆的另一端与所述压紧板通过铰接件连接,所述压紧板可沿所述拉紧机构上下滑动。
2.一种如权利要求1所述的工件压紧装置,其特征在于,所述拉紧机构还包括弹性件。
3.一种如权利要求1所述的工件压紧装置,其特征在于,所述压紧板为矩形结构,所述压紧板两端为楔形结构。
4.一种如权利要求1所述的工件压紧装置,其特征在于,所述压紧板为十字结构,所述十字结构的每个末端为楔形结构。
5.一种如权利要求1所述的工件压紧装置,其特征在于,所述压紧板与工件接触的一端设置夹持机构。
6.一种如权利要求1所述的工件压紧装置,其特征在于,所述压紧板上端面设置有测平装置,所述测平装置用于保证所述压紧板在压紧工件时保持水平。
7.一种如权利要求1所述的工件压紧装置,其特征在于,所述拉紧机构贯穿所述压紧机构后通过螺母固定连接。
8.一种如权利要求1所述的工件压紧装置,其特征在于,所述连接机构包括连接板及连接螺母,所述连接螺母固定连接在所述连接板的中心。
9.一种如权利要求8所述的工件压紧装置,其特征在于,所述连接板为十字结构,所述十字结构的每个末端均设置u型开口。
10.一种使用权利要求1-9任一项所述的工件压紧装置使用方法如下,其特征在于,所述方法包括如下步骤:
技术总结
本发明涉及机械加工装卡技术领域,更具体地说,涉及一种小直径回转体工件立式车床加工时型腔内部压紧装置。所述工件压紧装置包括连接机构、拉紧机构、压紧机构组成,所述拉紧机构贯穿所述压紧机构后与所述连接机构通过螺母固定连接,所述压紧机构包括至少两个侧拉杆和连接块、压紧板、铰接件组成,两个所述侧拉杆的一端分别与所述连接块铰接,两个所述侧拉杆的另一端与所述压紧板通过铰接件连接,所述压紧板可沿所述拉紧机构上下滑动。解决了外部压紧工件时干涉且内部压紧不对称可能引起的质量问题,提供了一种整体式、完全对称的工件型腔内部压紧装置,起到了操作简单、方案可靠、通用性强的作用。
技术研发人员:王耀斌,于翔,董兆鹏,马涛,马文宝
受保护的技术使用者:共享装备股份有限公司
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!