一种多功能铝型材冲床的制作方法
本发明涉及铝型材冲压,特别涉及一种多功能铝型材冲床。
背景技术:
1、铝型材是一种以铝为主要成份的合金材料,铝棒通过热熔,挤压从而得到不同截面形状的铝材料,由于铝型材表面经过氧化后,外观非常漂亮,且耐脏,一旦涂上油污非常容易清洗,组装成产品时,根据不同的承重采用不同规格的型材,并采用配套铝型材配件,不需要焊接,较环保,而且安装、拆卸,轻巧便于携带、搬移极为方便,因此铝型材广泛应用各类机械设备当中使用。目前铝型材在装配前,需要通过冲压机,在铝型材表面上开设多种规格的安装孔(例如圆孔和方孔),由于每种安装孔之间间隙并不相同,因此需要辗转于多台冲压机内,进行不同的安装孔冲压加工,而在铝型材辗转过程中,不仅会占用铝型材大量的加工时间,导致铝型材的加工效率不高,而且多台冲压机同时工作能耗多,导致铝型材加工成本高。
技术实现思路
1、本发明的目的是提供一种多功能铝型材冲床,具有为铝型材连续加工不同安装孔的效果
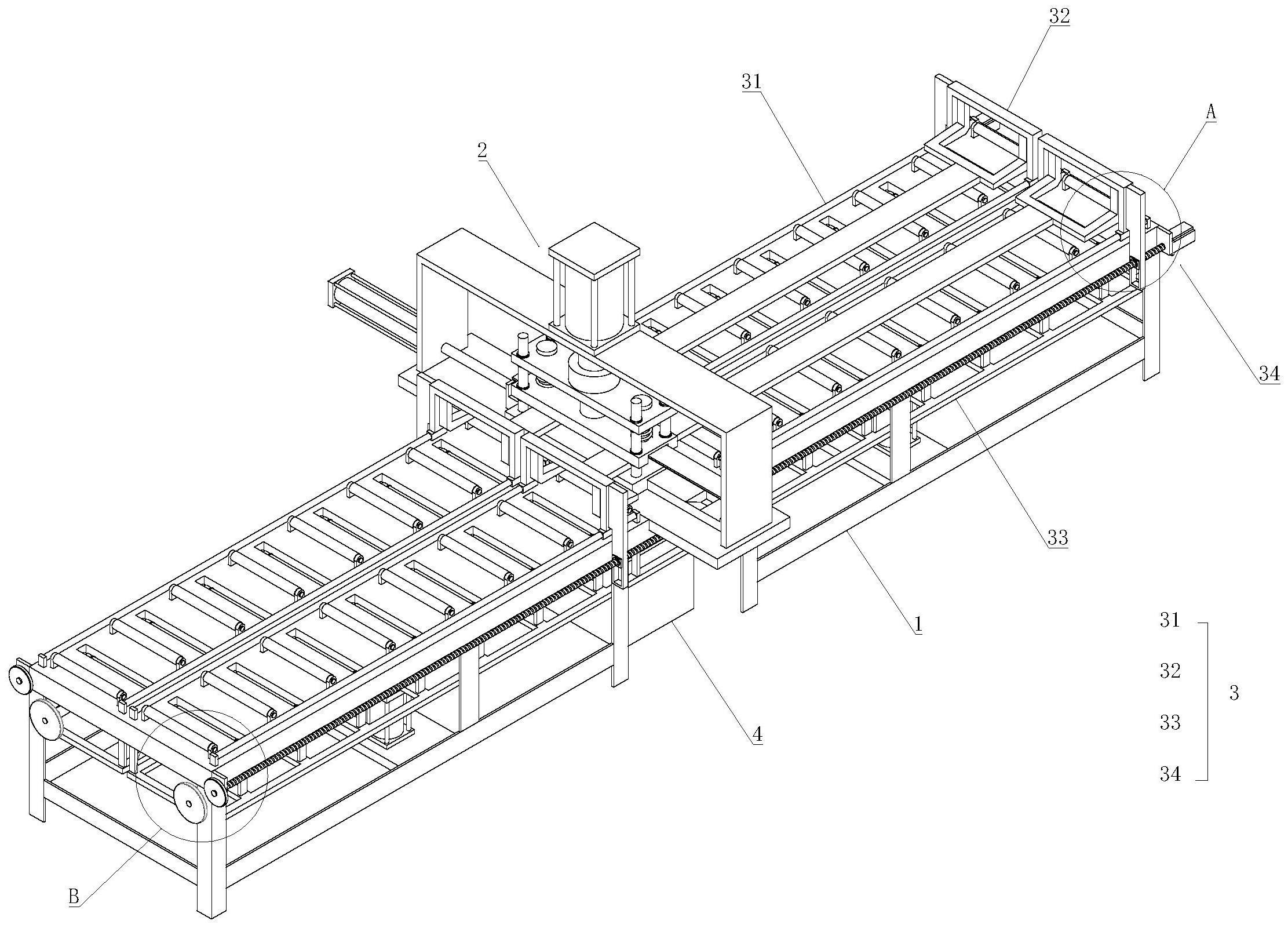
2、本发明的上述技术目的是通过以下技术方案得以实现的:一种多功能铝型材冲床,包括机床、设置于机床上中部冲压机构,以及两条铝型材输送线,所述冲压机构包括固定于机床上且呈门字形的冲压支架、固定安装于冲压支架顶部的冲压液压缸、固定于冲压液压缸活塞杆下端且位于冲压支架内部上下移动的冲压头、滑动于冲压头底部冲压模调换板、一对固定于冲压模调换板底部且呈长方体状的冲压模一、一对固定于冲压调换板底部且呈圆柱状的冲压模二、驱动冲压模调换板滑动的移动组件一、固定于机床上且位于冲压模一和冲压模二下方的冲压座、固定于冲压座上的一对铝型材支撑座,两所述冲压模一平行间隔且位于两冲压模二之间,两所述冲压模二之间的连线平行位于两冲压模一之间的空隙内,所述铝型材支撑座上开设有对应两冲压模一的两冲压孔一,和对应一个冲压模二的冲压孔二,且所述冲压孔二位于两冲压孔一之间,所述机床位于冲压支架底部设置有废料收集盒,所述机床位于冲压座下方和废料收集盒上方开设有开口一,所述冲压座分别位于两铝型材支撑座下方开设有连通冲压孔一、冲压孔二的开口二,两条铝型材输送线分别为冲压座的上的两铝型材支撑座输送铝型材;所述铝型材输送机构包括可升降设置于机床且位于冲压支架两侧的两对导杆一、一对分别滑动设置于两对导杆一上的推料装置、驱动两导杆一同步升降的升降组件、驱动推料装置相对导杆一滑动的移动组件二。
3、通过采用上述技术方案,当需要加工铝型材时,首先同时启动两条铝型材输送线中的升降组件驱动各自所连接的导杆一上升,使得两推料装置在机床升高,并同时打开一个供铝型材进入的通道,接着将两份长度一致铝型材分别穿过两推料装置下方的通道,并移送进冲压支架一侧半边机床上,紧接着两条铝型材输送线中移动组件,就会开始驱动两份铝型材上方的两推料装置同时移动,直至两推料装置移动到铝型材的尾部,然后两铝型材输送线的两升降组件就会驱动各自所连接的导杆一下降,使得两推料装置下端分别和两份铝型材尾部平齐之后两铝型材输送线移动组件再次驱动两推料装置,并推动铝型材向着机床中部冲压机构方向移动,使得两份铝型材分别穿过两铝型材支撑座上方的冲压间隙,由于此时两铝型材支撑座分别位于冲压模调换板上的冲压模一和冲压模二下方,并且两推料装置移动速度不同,因此两铝型材就会在同一个冲压头的冲压下,压制出不同形状和间距的方孔和圆孔,之后两铝型材上同一类孔形的安装孔冲压结束后,移动组件一就会驱动冲压调换板相对冲压头移动,又因为冲压模调换板上的两冲压模一平行间隔且位于两冲压模二之间、两冲压模二之间的连线平行位于两冲压模一之间的空隙内,所以在冲压模调换板移动合适距离后,两铝型材支撑座上冲压模一和冲压模二就会发生相应的调换,并且调换后的冲压模一和冲压模二并不会冲压到上述已经冲压加工好的孔,最后分别靠近两铝型材头部的两推料装置,就会在分别在两移动组件驱动下,反向推动铝型材移动,并以不同的推动速度,从而在两铝型材上快速加工另一类形状的安装孔,以达到在同一机床上,为铝型材快速加工不同安装孔的效果。其中,铝型材支撑座的冲压孔一和冲压孔二,冲压座和机床上开设有连通冲压孔一和冲压孔二的开口一,能够配合废料收盒将冲压所产生的废料快速进行集中回收。
4、本发明的进一步设置为:所述升降组件包括一对固定安装于机床底部的升降液压缸、固定连接两升降液压缸输出端升降支架、垂直固定连接导杆一两端的连接杆,所述连接杆滑动穿过机床,且固定连接所述升降支架。
5、通过采用上述技术方案,不仅能够利用升降液压缸同时驱动机床上的两对导杆一升降,而且升降气缸和升降支架设置在机床底部,还能节省机床表面的空间,进而保障机床表面有足够空间输送各种大小的铝型材。
6、本发明的进一步设置为:所述推料装置包括倒立的u型架、分别滑动于一对导杆一上且连接u型架两端的滑套、固定连接所述u型板内顶部的l型推料板,所述机床位于l型推料板的下方转动连接有多个平行间隔的从动滚筒,所述从动滚筒位于两导杆一之间,且和导杆一相互垂直。
7、通过采用上述技术方案,不仅能够保障推料装置安全精确的推动铝型材移动,而且配合机床上的从动滚筒,还能避免铝型材和机床表面之间直接摩擦,以保障铝型材表面质量。
8、本发明的进一步设置为:所述移动组件二包括固定于u型架靠近机床外一侧的移动板、开设于移动板上且垂直导杆的长条滑孔、滑动于长条滑孔内的滑块一、转动于机床一侧且平行导杆一的丝杠、固定安装于滑块一上且螺纹连接丝杠的螺母、固定安装于机床且驱动丝杠旋转的伺服电机,所述滑块一上开设有供丝杠穿过的通孔,且螺母固定安装于通孔内。
9、通过采用上述技术方案,当需要驱动推料装置移动时,首先伺服电机驱动丝杠转动,接着螺母就会在丝杠的转动下,带着滑块一沿着丝杠前进或者后退,由于滑块一滑动于移动板一上的长条滑孔上,因此在移动板也会一同随滑块一移动,进而带动推料装置中的u型架一沿导杆一前后滑动。当升降组件驱动导杆一升降时,由于移动板通过长条滑孔和滑块一滑动连接,因此滑块一就会相对在长条滑孔内上下滑动,以此避免机床一侧转动丝杠限制了推料装置的升降运动。
10、本发明的进一步设置为:所述冲压座上垂直固定连接有四根导柱,四根所述导柱上滑动连接有上下平行的固定滑板和移动滑板,且固定滑板固定于所述冲压头上,所述移动滑板中部开设有供冲压头穿过的开口三,底部开设有供冲压模调换板穿过的通槽,所述移动滑板上方垂直固定设置有两根穿过固定滑板的导杆二,且导杆二的上端固定设置无法穿过固定滑板的限位头,所述导杆二上套设安装有弹簧,且弹簧两端分别连接固定滑板和移动滑板。
11、通过采用上述技术方案,能够冲压头在即将冲压铝型材前,使得移动滑板先和铝型材表面进行接触,并在弹簧反作用下铝型材支撑座一同压紧固定铝型材,之后冲压头和冲压模调换板继续下压,就能精确稳定地冲压加工出相应的孔形。
12、本发明的进一步设置为:所述移动组件一包括分别滑动于冲压座两侧的两滑块二、分别垂直固定于两滑块二上的导杆三、固定于冲压支架的推动气缸,所述导杆三滑动穿过所述冲压模调换板,所述推动气缸的活塞杆穿进冲压支架内,且固定连接冲压座一侧的滑块二。
13、通过采用上述技术方案,能够在不影响冲压头上下正常冲压工作的前提下,利用推动气缸安全有效地调节冲压模调换板和冲压头之间的相对位置。
14、本发明的进一步设置为:两所述滑块二之间固定连接有穿过冲压座底部的出料板,且出料板位于机架的开口一和冲压座的开口二之间,所述出料板上开设有能连通开口一和开口二的一出料通道一和两出料通道二,且出料通道一位于两出料通道二之间,所述出料通道一对应于冲压模调换板上的两冲压模一,两所述出料通道二分别对应冲压模调换板的两冲压模二,所述废料收集盒通过隔板分成两个储存室,且出料通道一和出料通道二的下端出口分别位于两储存室的上方。
15、通过采用上述技术方案,当推动气缸移动冲压模调换板,来调换冲压模一和冲压模二时,出料板上的出料通道一和两出料通道二,也会对应冲压模一和冲压模二进行位置的调换,由于废料收集盒通过隔板分成两个储存室,且出料通道一和出料通道二的下端出口分别位于两储存室的上方,因此冲压模一或冲压模二所对应加工出的冲压废料,就之会相应流入到废料收集盒中同一储存室内,以此对不同形状冲压废料进行分类收集,以便于工作人员回收利用。
16、本发明的进一步设置为:所述升降支架位于相邻的从动滚筒之间转动设置有主动滚筒,所述主动滚筒和从动滚筒相互平行,且机床表面开设有供主动滚筒升降穿过的开口四,所述升降支架上设置有驱动主动滚筒旋转的旋转组件。
17、通过采用上述技术方案,当升降液压缸驱动升降支架上升时,主动滚筒就会随之上升并通过机床上的开口四,直至与机床表面的从动滚筒平齐,接着旋转组件一和旋转组件二,就会分别驱动主动滚筒,将未加工或已经加工结束的铝型材输送进或输送出机床,进而提升铝型材上料和出料速度,提高铝型材整体的冲压加工效率。
18、本发明的进一步设置为:所述旋转组件包括转动于升降支架上且平行丝杠的转动轴、固定于转动轴一端的摩擦轮一、固定于丝杠一端且和摩擦轮一平齐的摩擦轮二、开设于所述主动滚筒侧壁上的环形槽一,多个开设于转动轴上且对应每个主动滚筒上环形槽一的环形槽二、交叉套设于环形槽一和环形槽二上的圆形皮带。
19、通过采用上述技术方案,当升降液压缸驱动升降支架上升时,摩擦轮一就会和摩擦轮二、平齐相接触,紧接着伺服电机驱动丝杠旋转,并通过摩擦轮一和摩擦轮二的摩擦传动,使得转动轴旋转,最后转动轴通过各个环形槽一中圆形皮带,分别皮带传动所有主动滚筒同步转动;当升降液压缸驱动升降支架下降时,摩擦轮一就会和摩擦轮二之间错开远离,以此避免主动滚筒在不工作时,加重伺服电机正常驱动丝杠时的工作负荷。
20、本发明的有益效果是:
21、1、通过冲压机构中冲压头、冲压模调换板、移动组件一等连接传动结构,不仅在同一机床上连续为铝型材加工两种孔型的安装孔,以避免铝型材多次辗转,而且配合双铝型材支撑座和双铝型材输送线,还能同时进行两件铝型材冲压加工,进而降低铝型材加工能源成本的同时,还能进一步提高铝型材整体的加工效率。
22、2、通过铝型材输送线中的推料、升降和移动结构,不仅能够配合上述冲压机构实现在同一机床上来回推动铝型材加工两种孔型的安装孔,而且配合主动滚筒和旋转组件,还能自将未加工或已经加工结束的铝型材自动输送进或输送出机床,进而提升铝型材上料和出料速度,提高铝型材整体的冲压加工效率。
23、3、通过冲压头上的固定滑板和移动滑板、弹簧等连接结构,能够在冲压头即将冲压铝型材前,使得移动滑板先和铝型材表面进行接触,并在弹簧反作用下铝型材支撑座一同压紧固定铝型材,之后冲压头和冲压模调换板继续下压,就能精确稳定地冲压加工出相应的孔形,从而提高铝型冲压加工质量。
24、4、通过移动组件一中的导杆三、滑块二等连接结构,不仅能够在能够在不影响冲压头上下正常冲压工作的前提下,利用推动气缸安全有效地调节冲压模调换板和冲压头之间的相对位置,以来调换两铝型材支撑座上的冲压模一和冲压模二,而且还能同时相应调换冲压座下方出料板上的出料通道一和出料通道二,以实现不同形状冲压废料的分类回收。
25、5、通过旋转组件中的摩擦轮传动结构和皮带传动结构,不仅能够充分利用移动组件二中的伺服电机,在合适时机驱动主动滚筒旋转,而且在主动滚筒无需旋转时,还能配合升降组件,断开主动滚筒和伺服电机之间的传动连接,以避免在伺服电机正常驱动丝杠旋转时,加重伺服电机的工作负荷。
- 还没有人留言评论。精彩留言会获得点赞!