一种监测系统和冲压监测系统的制作方法
本申请是申请人于2023年07月10日提出的名为“一种监测系统和冲压监测系统”、申请号为202310838463.4的专利申请的分案申请。本申请涉及设备监测,特别是涉及一种监测系统和冲压监测系统。
背景技术:
1、冲压机、注塑机等加工设备,在家电、汽车等工业制造领域广泛采用,其显著的特点是生产效率高。以冲压机为例,高速冲压机每分钟的冲次可达200次以上;然而,在冲压机高速的生产节拍下,需要人工对冲压模具的模具身份等进行监测,无法及时监测到冲压模具身份的变化,效率低且需要耗费大量的人力成本。
技术实现思路
1、本申请主要解决的技术问题是提供一种监测系统和冲压监测系统,能够实现智能化监测加工设备的工况。
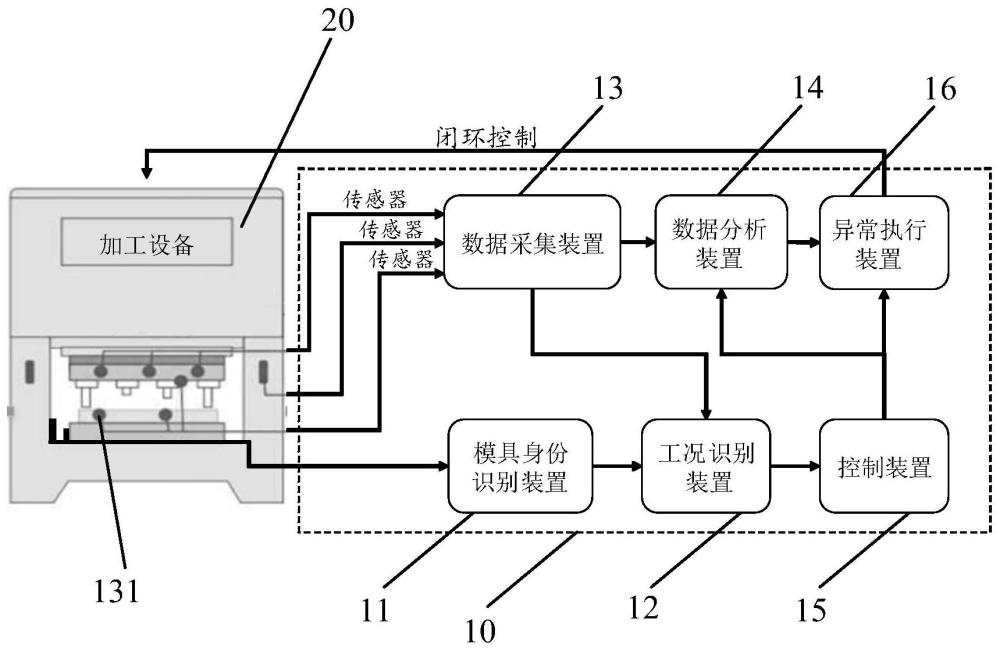
2、为解决上述技术问题,本申请采用的一个技术方案是:提供一种监测系统,该监测系统包括模具身份识别装置、数据采集装置和工况识别装置;模具身份识别装置用于与加工设备连接,以确定加工设备上的加工模具的模具身份;数据采集装置用于与加工设备连接,以采集加工设备加工过程中的状态参数;工况识别装置分别与数据采集装置和模具身份识别装置连接,用于基于加工设备加工过程中的状态参数和加工设备上的加工模具的模具身份确定加工设备的当前工况;其中,加工设备的当前工况包括非正常生产,非正常生产包括停机、调机和换模。
3、为解决上述技术问题,本申请采用的另一个技术方案是:提供一种冲压监测系统,该冲压监测系统包括模具身份识别装置、数据采集装置和工况识别装置;模具身份识别装置用于与冲压机连接,以确定冲压机上的冲压模具的模具身份;数据采集装置用于与冲压机连接,以采集冲压机冲压过程中的状态参数;工况识别装置分别与数据采集装置和模具身份识别装置连接,用于基于冲压机冲压过程中的状态参数和冲压机上的冲压模具的模具身份确定冲压机的当前工况;其中,冲压机的当前工况包括非正常生产,非正常生产包括停机、调机和换模。
4、上述技术方案,监测系统包括工况识别装置和数据采集装置,数据采集装置用于采集加工设备加工过程中的状态参数,工况识别装置用于基于加工设备的状态参数和加工设备上的加工模具的模具身份确定加工设备的当前工况。故,通过设置工况识别装置和数据采集装置,能够智能且准确地识别加工设备的当前工况,全程无需人工操作干预,实现了加工设备工况监测的智能化,以使得后续能够更加及时地根据加工设备的工况对加工设备进行相应的调整操作。
技术特征:
1.一种监测系统,其特征在于,所述监测系统包括:
2.根据权利要求1所述的监测系统,其特征在于,所述工况识别装置用于基于所述加工设备加工过程中的状态参数和所述加工设备上的加工模具的模具身份确定所述加工设备的当前工况,包括:所述工况识别装置用于响应于所述加工设备上的加工模具的模具身份与所述加工设备上的历史模具对应的历史身份不同,确定所述加工设备的当前工况为换模;响应于所述加工设备上的加工模具的模具身份与所述加工设备上的历史模具对应的历史身份相同,且在前一次接收到所述状态参数后的预设时间段内未接收到新的状态参数,确定所述加工设备的当前工况为停机;响应于所述加工设备上的加工模具的模具身份与所述加工设备上的历史模具对应的历史身份相同,且当前接收到所述状态参数的时刻与前一次接收到所述状态参数的时刻之间的时间间隔大于间隔阈值,确定所述加工设备的当前工况为调机。
3.根据权利要求1所述的监测系统,其特征在于,所述加工设备的当前工况还包括正常生产;所述工况识别装置用于基于所述加工设备加工过程中的状态参数和所述加工设备上的加工模具的模具身份确定所述加工设备的当前工况,包括:响应于当前接收到所述状态参数的时刻与前一次接收到所述状态参数的时刻之间的时间间隔等于间隔阈值,或在前一次接收到所述状态参数后的预设时间段内接收到新的状态参数,且所述加工设备上的加工模具的模具身份与所述加工设备上的历史模具对应的历史身份相同,确定所述加工设备的当前工况为正常生产。
4.根据权利要求1所述的监测系统,其特征在于,所述监测系统还包括数据分析装置和控制装置,所述控制装置分别与所述工况识别装置和所述数据分析装置连接,所述数据采集装置与所述数据分析装置连接,所述数据分析装置至少用于确定所述加工模具的加工模式,所述控制装置用于响应于所述加工设备的当前工况为非正常生产,暂停所述数据分析装置的运行。
5.根据权利要求4所述的监测系统,其特征在于,所述数据分析装置包括参数学习模块,所述参数学习模块与所述数据采集装置连接,所述参数学习模块用于基于所述加工设备加工过程中的状态参数学习生成正常加工模式对应的参数范围;所述控制装置还用于响应于所述加工设备的当前工况恢复为正常生产,重新启动所述数据分析装置的运行;所述数据分析装置还用于在重新启动后,基于接收到的新的状态参数重新学习并生成新的参数范围。
6.根据权利要求4所述的监测系统,其特征在于,所述数据分析装置包括质量校验模块、清洗模块、特征提取模块、参数学习模块和加工模式识别模块;所述质量校验模块与所述数据采集装置连接,所述质量校验模块、所述清洗模块、所述特征提取模块依序连接,所述特征提取模块还分别与所述参数学习模块和所述加工模式识别模块连接,所述参数学习模块和所述加工模式识别模块连接。
7.根据权利要求4所述的监测系统,其特征在于,所述监测系统还包括异常执行装置,所述异常执行装置分别与所述数据分析装置和所述控制装置连接,所述异常执行装置至少用于基于所述加工模具的加工模式对所述加工设备进行对应加工模式的调整;所述控制装置还用于响应于所述加工设备的当前工况为非正常生产,暂停所述异常执行装置的运行。
8.根据权利要求1所述的监测系统,其特征在于,所述监测系统还包括数据分析装置;所述数据采集装置包括传感器、数据采集卡和边缘工控机,所述数据采集卡分别与所述传感器和所述边缘工控机连接,所述传感器设置于所述加工设备上,所述边缘工控机与所述数据分析装置和所述工况识别装置连接;其中,所述传感器用于将所述加工设备的加工过程中的状态参数转换为模拟电信号,并将所述模拟电信号发送至所述数据采集卡,所述数据采集卡用于将所述模拟电信号转换为数字信号并发送至所述边缘工控机,所述边缘工控机用于基于所述数字信号进行数据还原而得到所述状态参数。
9.根据权利要求8所述的监测系统,其特征在于,所述传感器至少包括应变传感器、加速度传感器、声发射传感器、力传感器和位移传感器中的至少一者;其中,所述应变传感器设置于所述加工模具的卸料板上,所述加速度传感器和所述声发射传感器设置于所述加工设备的机台上,所述力传感器设置于所述加工设备的立柱上,所述位移传感器设置于所述加工模具的上下模板之间。
10.一种冲压监测系统,其特征在于,所述冲压监测系统包括:
技术总结
本申请涉及设备监测技术领域,公开了一种监测系统和冲压监测系统,该监测系统包括模具身份识别装置、数据采集装置和工况识别装置;模具身份识别装置用于与加工设备连接,以确定所述加工设备上的加工模具的模具身份;数据采集装置用于与加工设备连接,以采集加工设备加工过程中的状态参数;工况识别装置分别与数据采集装置和模具身份识别装置连接,用于基于加工设备加工过程中的状态参数和加工设备上的加工模具的模具身份确定加工设备的当前工况。通过此方式,能够智能化监测加工设备的工况。
技术研发人员:王斯昀,付旭,苏明,卢小镪
受保护的技术使用者:广东美的制冷设备有限公司
技术研发日:
技术公布日:2024/4/7
- 还没有人留言评论。精彩留言会获得点赞!