一种机床原点校准方法与流程
本发明涉及一种机床原点校准方法。
背景技术:
1、目前机床上常见的原点校准方法是在每次开机时驱动加工设备在各个进给方向上均向原点方向移动,而机床加工设备的原点周围则对应各个进给方向部署有用于感应加工设备是否到位的传感器,如光电传感器、行程开关,一旦某个进给方向上的传感器被触发则停止该方向的进给动作直至所有传感器均被触发,这样才能确定加工设备已经处于原点位置并以此为基准进行后续的加工。这种校准方法存在两个缺陷:一是每次重新开机后都需要重新校准;二则是需要在机床上部署较多传感器及对应的电气线路,这些额外零件的会导致机床的成本及故障率都大大提高。
2、因此,如何克服上述存在的缺陷,已成为本领域技术人员亟待解决的重要课题。
技术实现思路
1、本发明克服了上述技术的不足,提供了一种机床原点校准方法。
2、为实现上述目的,本发明采用了下列技术方案:
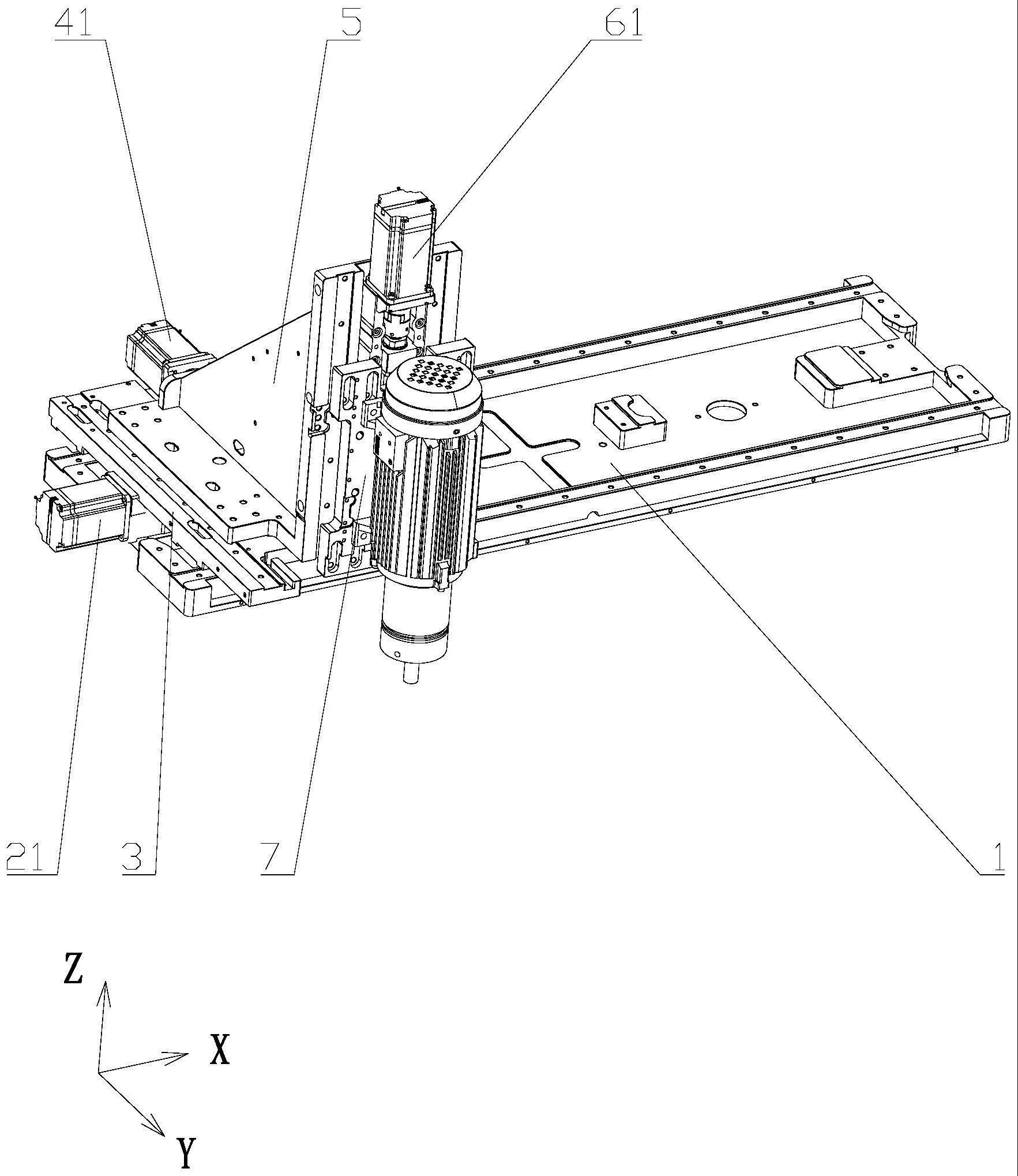
3、一种机床原点校准方法,所述机床包括固定设置的第一固定座1,所述第一固定座1通过第一驱动组件2驱动连接有沿x轴正/反向移动的第二活动座3,所述第二活动座3通过第二驱动组件4驱动连接有沿y轴正/反向移动的第三活动座5,所述第三活动座5通过第三驱动组件6驱动连接有沿z轴正/反向移动的第四活动座7,所述第四活动座7上安装有加工设备,其特征在于所述第一固定座1与第二活动座3之间还设有用于限制第二活动座3移动幅度的第一限位结构8,所述第二活动座3与第三活动座5之间还设有用于限制第三活动座5移动幅度的第二限位结构9,所述第三活动座5与第四活动座7之间还设有用于限制第四活动座7移动幅度的第三限位结构10,所述第一驱动组件2包括有带编码器电池的第一驱动电机21,所述第二驱动组件4包括有带编码器电池的第二驱动电机41,所述第三驱动组件6包括有带编码器电池的第三驱动电机61;所述校准方法包括以下步骤:
4、步骤一:将第一驱动电机21、第二驱动电机41、第三驱动电机61的工作模式均设定在扭矩控制模式;
5、步骤二:控制第一驱动电机21驱动第二活动座3匀速向x轴反方向移动,控制第二驱动电机41驱动第三活动座5匀速向y轴反方向移动,控制第三驱动电机61驱动第四活动座7匀速向z轴反方向移动;
6、步骤三:第二活动座3匀速移动过程中当第一驱动电机21发生堵转时记录其编码器中对应的位置数据并记为原点x轴位置数据,第三活动座5匀速移动过程中当第二驱动电机41发生堵转时记录其编码器中对应的位置数据并记为原点y轴位置数据,第四活动座7匀速移动过程中当第三驱动电机61发生堵转时记录其编码器中对应的位置数据并记为原点z轴位置数据;
7、步骤四:将步骤三中记录的原点x轴位置数据、原点y轴位置数据、原点z轴位置数据所共同形成的坐标点标定为机床原点。
8、优选的,所述步骤二还包括:当第一驱动电机21发生堵转时记录一个原点x轴位置数据,然后控制第一驱动电机21驱动第二活动座3以匀速向x轴正方向移动,再控制第一驱动电机21再次驱动第二活动座3以匀速向x轴反方向移动直至第一驱动电机21堵转再记录一个原点x轴位置数据,重复上述动作获取至少两个原点x轴位置数据,当第二驱动电机41发生堵转时记录一个原点y轴位置数据,然后控制第二驱动电机41驱动第三活动座5以匀速向x轴正方向移动,再控制第二驱动电机41再次驱动第三活动座5以匀速向x轴反方向移动直至第二驱动电机41堵转再记录一个原点y轴位置数据,重复上述动作获取至少两个原点y轴位置数据,当第三驱动电机61发生堵转时记录一个原点z轴位置数据,然后控制第三驱动电机61驱动第四活动座7以匀速向z轴正方向移动,再控制第三驱动电机61再次驱动第四活动座7以匀速向z轴反方向移动直至第三驱动电机61堵转再记录一个原点z轴位置数据,重复上述动作获取至少两个原点z轴位置数据;
9、所述步骤四还包括:对步骤三记录的所有原点x轴位置数据求算数平均值获得最终的用于标定原点的原点x轴位置数据,对步骤三记录的所有原点y轴位置数据求算数平均值获得最终用于标定原点的原点y轴位置数据,对步骤三记录的所有原点z轴位置数据求算数平均值获得最终用于标定原点的原点z轴位置数据。
10、优选的,所述步骤三还包括:所述第一驱动电机21驱动第二活动座3向x轴正方向移动直至第一驱动电机21堵转而后再驱动第二活动座3向x轴反方向移动,第二活动座3向x轴正方向移动至第一驱动电机21堵转时记录其编码器中对应位置数据并记为x轴极限位置数据,记录至少两个x轴极限位置数据,所述第二驱动电机41驱动第三活动座5向y轴正方向移动直至第二驱动电机41堵转而后再驱动第三活动座5向y轴反方向移动,第三活动座5向y轴正方向移动至第二驱动电机41堵转时记录其编码器中对应位置数据并记为y轴极限位置数据,记录至少两个y轴极限位置数据,所述第三驱动电机61驱动第四活动座7向z轴正方向移动直至第三驱动电机61堵转而后再驱动第四活动座7向z轴反方向移动,第四活动座7向z轴正方向移动至第三驱动电机61堵转时记录其编码器中对应位置数据并记为z轴极限位置数据,记录至少两个z轴极限位置数据。
11、优选的,所述原点校准方法还包括步骤五:对步骤三获取的所有x轴极限位置数据求算数平均值并将该平均值对应的位置数据标定为x轴的极限位置,对步骤三获取的所有y轴极限位置数据求算数平均值并将该平均值对应的位置数据标定为y轴的极限位置,对步骤三获取的所有z轴极限位置数据求算数平均值并将该平均值对应的位置数据标定为z轴的极限位置。
12、优选的,所述第二活动座3匀速移动的速度为0.2m/min,所述第三活动座5匀速移动的速度为0.2m/min,所述第四活动座7匀速移动的速度为0.2m/min。
13、优选的,当各驱动电机的输出扭矩大于额定扭矩的50%时判断该驱动电机发生堵转。
14、优选的,所述第一驱动组件2包括固定在所述第一固定座1上的第一驱动电机21,所述第一驱动电机21驱动连接有沿x轴方向延伸设置的第一丝杆22,所述第二活动座3上设有套设在第一丝杆22上的第一螺母部23以便于第一丝杆22转动时驱动第二活动座3移动。
15、优选的,所述第二驱动组件4包括固定在所述第二活动座3上的第二驱动电机41,所述第二驱动电机41驱动连接有沿y轴方向延伸设置的第二丝杆42,所述第三活动座5上设有套设在第二丝杆42上的第二螺母部43以便于第二丝杆42转动时驱动第三活动座5移动。
16、优选的,所述第三驱动组件6包括固定在所述第三活动座5上的第三驱动电机61,所述第三驱动电机61驱动连接有沿z轴方向延伸设置的第三丝杆62,所述第四活动座7上设有套设在第三丝杆62上的第三螺母部63以便于第三丝杆62转动时驱动第四活动座7移动。
17、优选的,所述第一限位结构8包括两个设置在所述第一固定座1上垂直于x轴的第一限位端面81、两个设置在所述第二活动座3上垂直于x轴的第二限位端面82,当所述第二活动座3沿x轴反方向移动至极限位置时其中一个第一限位端面81与其中一个第二限位端面82接触相抵阻止第二活动座3继续向x轴反方向移动,当所述第二活动座3沿x轴正方向移动至极限位置时另外一个第一限位端面81与另一个第二限位端面82接触相抵阻止第二活动座3继续向x轴正方向移动。
18、优选的,所述第二限位结构9包括两个设置在所述第二活动座3上垂直于y轴的第三限位端面91、两个设置在所述第三活动座5上垂直于y轴的第四限位端面92,当所述第三活动座5沿y轴反方向移动至极限位置时其中一个第三限位端面91与其中一个第四限位端面92接触相抵阻止第三活动座5继续向y轴反方向移动,当所述第三活动座5沿y轴正方向移动至极限位置时另外一个第三限位端面91与另一个第四限位端面92接触相抵阻止第三活动座5继续向y轴正方向移动。
19、优选的,所述第三限位结构10包括两个设置在所述第三活动座5上垂直于z轴的第五限位端面101、两个设置在所述第四活动座7上垂直于z轴的第六限位端面102,当所述第四活动座7沿z轴反方向移动至极限位置时其中一个第五限位端面101与其中一个第六限位端面102接触相抵阻止第四活动座7继续向z轴反方向移动,当所述第四活动座7沿z轴正方向移动至极限位置时另外一个第五限位端面101与另一个第六限位端面102接触相抵阻止第四活动座7继续向z轴正方向移动。
20、与现有技术相比,本发明的有益效果是:
21、本案原点校准方法通过将各驱动电机设定在扭矩控制模式工作,然后分别匀速驱动第二活动座向x轴反方向移动、第三活动座向y轴反方向移动、第四活动座向z轴反方向移动直至各驱动电机堵转,此时记录各驱动电机编码器中的位置数据并对应标定为加工设备原点的x、y、z轴位置数据。由于本案各驱动电机上都设有编码器和用于为编码器长期供电编码器电池以便于保存位置数据,标定的原点数据可以长时间储存在驱动电机中作为加工设备原点的标定,因此使用本案原点校准方法对原点校准完毕后无需每次重新开机驱动加工设备回零重新对原点进行标定,这样便可大大节省每次重新开机后耗费在回零上的时间,提高机床的使用效率。另外,由于本案原点校准方法是利用驱动电机本身的扭矩控制模式配合机床上的各限位结构实现的,因此无需加装任何传感器及对应的电气线路,可以大大降低机床的成本及故障率。
- 还没有人留言评论。精彩留言会获得点赞!