一种空调短管扩口自动成型设备及方法与流程
本发明涉及空调短管扩口,特别涉及一种空调短管扩口自动成型设备及方法。
背景技术:
1、空调短管是空调内部制冷系统所用到的管材,其中以金属管材居多,在组装制冷系统的过程时,需要先对管材进行扩口处理,以方便后续管材和管材之间的对接。
2、现有的扩口设备,通常是对管材端口处进行冲压成型或螺旋式下压成型,在扩口前需要对管材进行夹持,如果是对管材底部进行固定夹持,在扩口的过程中,管材底部受到强大的作用力,其底部容易压伤;如果是对管壁进行挤压固定,容易造成管壁损伤;而在扩口的过程中;塑形件和管材竖直方向容易存在一定偏差,导致塑形件容易卡到管材端口处;并且扩口的过程中由于扩口组件是分离的,导致扩口后管材的壁口弧度存在一定的扁平,导致塑形件难以进入到管材内部进行整形,影响扩口后管材之间的对接。
3、所以为了提高管材的扩口质量,保证管材扩口后壁口均匀,本发明提供了一种空调短管扩口自动成型设备及方法。
技术实现思路
1、一、要解决的技术问题:本发明提供的一种空调短管扩口自动成型设备及方法,可以解决上述背景技术中指出的难题。
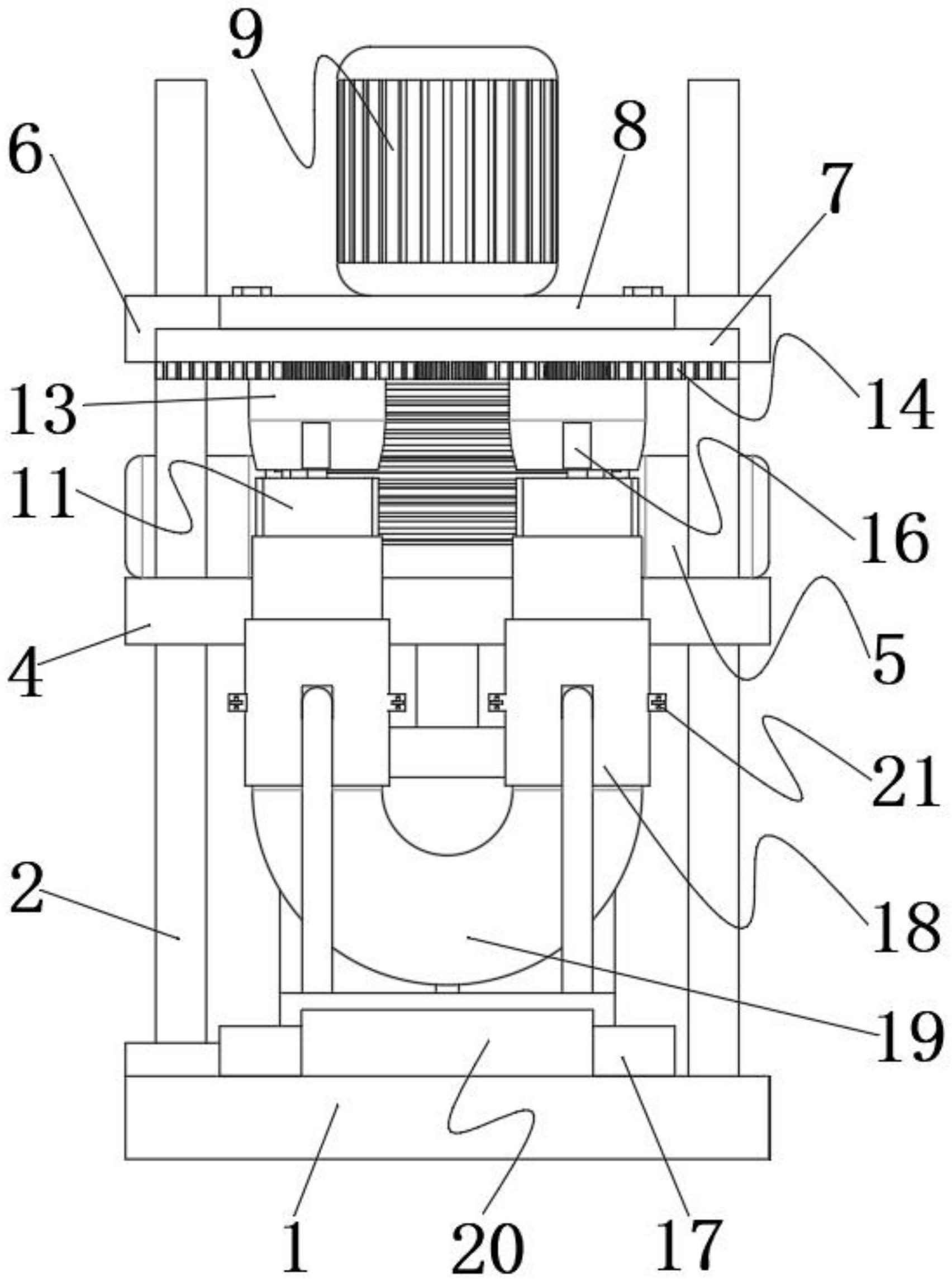
2、二、技术方案:为达到以上目的,本发明采用以下技术方案,一种空调短管扩口自动成型设备,包括工作台,所述工作台上方矩阵设置有导向杆,且所述导向杆底部一端焊接在工作台上,所述工作台上方固定安装有气缸,且所述气缸位于若干个导向杆中心处,所述气缸输出端固定连接有一号升降台,且所述一号升降台四个角的位置活动套接在导向杆上,所述一号升降台上端固定安装有第一驱动机构,所述第一驱动机构上方设置有二号升降台,且所述二号升降台四个角的位置活动套接在导向杆上,所述二号升降台一侧固定连接有顶板,所述顶板上方螺栓连接有盖板,所述盖板上端固定安装有第二驱动机构,所述顶板底部两端均固定连接有轴筒,且两个所述轴筒底部均固定连接有扩口组件,所述轴筒圆周外壁转动套接有塑形件,且所述轴筒与塑形件之间通过轴承转动连接,所述顶板底部设置有从动驱动机构,所述塑形件通过从动驱动机构连接第二驱动机构,所述塑形件圆周外壁均匀开设有若干个暗槽,且所述暗槽内部均设置有塑形机构,所述工作台上方活动设置有移动板,工作台上设置有流水线式的输送机构,移动板固定在输送机构上,所述移动板上方设置有夹持机构,所述夹持机构内部连接有u型管,所述移动板一侧设置有回弹组件,且所述回弹组件连接夹持机构,所述夹持机构上设置有锁紧组件;
3、所述第二驱动机构包括盖板上方固定安装的二号伺服电机,所述二号伺服电机输出端固定连接有第一齿轮,所述第一齿轮两侧均啮合连接有第二齿轮,所述第一齿轮与第二齿轮处于同一平面,两个所述第二齿轮底部均固定连接有第一传动轴,所述顶板上端开设有沉槽,所述第一齿轮与第二齿轮均位于沉槽内部,所述扩口组件包括轴筒低部固定连接的箱体,所述箱体内腔底部活动连接有第三齿轮,且所述第三齿轮上端固定连接第一传动轴,所述第三齿轮周向均匀分布有若干个第一斜齿块,所述第一斜齿块靠近第三齿轮一侧设置有第一齿条,所述第一齿条与第三齿轮啮合连接,所述第一斜齿块内部活动套接有导向轴,且所述导向轴两端固定连接在箱体内腔箱壁上,所述箱体顶部开设有若干个第二滑槽,且若干个所述第二滑槽内部均滑动连接有第二斜齿块,所述第二滑槽内部两侧设置有限位条,所述第二斜齿块两侧开设有限位槽,所述限位条滑动配合在限位槽内部,所述第一斜齿块顶部与第二斜齿块底部相互啮合,所述第二斜齿块上端固定连接有扩盘。
4、优选的,所述第一驱动机构包括一号升降台上端对称安装的一号伺服电机,所述一号伺服电机输出端处均转动设置有u型板,且所述u型板底部固定连接在一号升降台上端,所述u型板上开设有第一滑槽,且所述第一滑槽内滑动安装有滑板,两个所述一号伺服电机输出端之间固定连接有正轴齿轮,且所述正轴齿轮偏心设置,两个所述滑板之间设置有副轴齿轮,所述正轴齿轮与副轴齿轮相互啮合,所述滑板上端固定连接在二号升降台底部,所述正轴齿轮和副轴齿轮之间连接有连接件。
5、优选的,两个所述滑板之间转动连接有转轴,且所述转轴两端分别贯穿滑板,所述副轴齿轮转动套接在转轴圆周外壁,所述连接件包括第一连杆和第二连杆,所述第一连杆一端转动套接在一号伺服电机输出轴上,所述第二连杆转一端动套接在转轴上,且所述第一连杆与第二连杆转动连接。
6、优选的,所述从动驱动机构包括第一齿轮底部固定连接的第二传动轴,所述第二传动轴底部固定连接有第四齿轮,所述塑形件上端固定连接有第五齿轮,且所述第五齿轮中心处为空心结构,所述轴筒与第一传动轴均穿过第五齿轮,所述第四齿轮与第五齿轮处于同一平面,所述顶板内部滑动连接有凸型滑条,且所述凸型滑条底部固定连接有第二齿条,所述第四齿轮和第五齿轮均与第二齿条啮合连接。
7、优选的,所述塑形机构包括暗槽内腔顶部固定安装的三号伺服电机,所述三号伺服电机输出端固定连接有丝杠,所述丝杠圆周外壁螺纹连接有移动件,所述塑形件在位于暗槽处均设置有扭簧板,所述移动件与扭簧板抵靠。
8、优选的,若干个所述暗槽内均设置有丝杠,且若干个丝杠之间连接有皮带,所述扭簧板内部设置有扭簧,所述扭簧板不受外力作用时,所述扭簧对扭簧板施加朝向暗槽的作用力。
9、优选的,所述夹持机构包括移动板上方固定安装的真空发生器,所述移动板上端两侧均设置有方管,两个所述方管之间连接有软管,两个所述方管上端两侧均固定连接有连接管,所述连接管上端固定连接有吸盘,且所述吸盘与移动板相互垂直,所述吸盘为圆弧形结构,两个所述方管分别为定方管和动方管,所述定方管固定连接在移动板上,所述动方管活动安装在移动板上,所述定方管连通真空发生器,所述定方管上方的吸盘和动方管上方的吸盘相互配合。
10、优选的,所述回弹组件包括移动板上端开设的第三滑槽,所述第三滑槽内部滑动设置有凸型滑块,所述凸型滑块顶部固定连接动方管,所述动方管一侧固定连接有l型板,且所述l型板与移动板之间连接有弹簧。
11、优选的,所述锁紧组件包括吸盘圆周外壁固定连接的正锁块,所述正锁块一侧固定连接有锁芯板,所述锁芯板内部转动设置有转动件,所述转动件一端固定连接有锁杆,且所述锁芯板与锁杆贴合,所述吸盘圆周外壁还固定连接有副锁块,且所述正锁块和副锁块分别位于相互贴合的吸盘上,所述副锁块内部贯穿开设有通槽,所述通槽的长度与锁芯板的长度相同,所述锁杆靠近锁芯板一侧的两端设置有正极磁铁,所述锁芯板与副锁块靠近锁杆一侧设置有负极磁铁。
12、本发明还公开了一种空调短管扩口自动成型方法,具体的包括以下步骤;
13、s1、对u型管进行夹持,首先通过旋转锁杆打开锁紧组件,然后拉动l型板,使相互配合的吸盘中间阔开足够的缝隙,把u型管端部放置到相互配合的吸盘中间,进而松开l型板,使回弹组件回复到初始位置,然后启动真空发生器,使吸盘内部产生负压,对u型管进行吸附夹持,再转动锁杆,使锁紧组件对吸盘进行锁紧;
14、s2、对u型管进行扩口,通过气缸驱动一号升降台进行下降,使扩口组件进入u型管内部,进而通过二号伺服电机驱动扩盘向外扩张,对u型管进行一级扩口,再通过气缸驱动一号升降台继续下降,且一号伺服电机驱动二号升降台做上下抖动动作,使塑形件做下捶动作,当塑形件进入u型管内部后,通过三号伺服电机驱动扭簧板向外扩张,对u型管进行二级扩口,然后通过气缸驱动一号升降台进行上升,且二号伺服电机通过从动驱动机构的传动,驱动塑形件转动,使塑形件对u型管的管壁进行矫形;
15、s3、使u型管脱离夹持,当u型管扩口完成且脱离扩口组件后,移动板继续在工作台上向后续工位流动,当移动板到达后续工位后,操作人员首先关闭真空发生器,然后开启锁紧组件,再拉动回弹组件,便可以取出u型管。
16、三、有益效果:
17、1.通过第二驱动机构对扩口组件的驱动,使扩盘向外扩张,再配合对扩盘的升降,使扩盘延伸到u型管的内部,从u型管内部对其进行扩口,防止u型管端口处引扩口而产生损伤。
18、2.通过塑形机构对u型管进一步扩张,且扩张的位置对应扩盘扩张的缝隙处,以免缝隙处扩张的弧度不够,塑形件难以进入。
19、3.通过第一驱动机构控制二号升降台的升降,使塑形件在进入u型管的内部时,形成一定的抖动,以免塑形件和u型管竖直方向存在一定偏差时,塑形件卡到u型管端口。
20、4.通过第二驱动机构驱动从动驱动机构,进而从动驱动机构带动塑形件在u型管内壁处进行转动,对u型管扩口后的内壁进行圆润打磨,且塑形件在拔出u型管时,塑形件进行一定的旋转,更容易从u型管内拔出。
21、5.夹持机构通过吸附的方式对u型管进行夹持,防止u型管在扩口时,扩口装置对其底部造成压伤,以及夹持机构夹持力度强劲,损伤管壁。
22、6.通过回弹组件带动吸盘自动回位,使吸盘与u型件贴合,防止吸盘与u型件未贴合吸盘吸附不了u型件,且l型板对第三滑槽进行遮挡,以免异物落洒落到其内部。
23、7.通过锁紧组件对相互配合的吸盘进行锁定,使相互配合的吸盘形成整体结构,在扩口的过程中,以免扩口组件对吸盘产生作用力而致使其偏移,发生脱落u型管的现象。
- 还没有人留言评论。精彩留言会获得点赞!