一种航空结构件制孔工艺装置及制孔方法与流程
本发明属于航空结构零件加工的,涉及一种航空结构件制孔工艺装置及制孔方法。
背景技术:
1、随着社会经济水平和科技水平的不断提高,人们对航空产品的需求越来越大,航空产品的制造效率越来越高。对航空产品制造效率影响最大的是结构件装配环节,该环节需要根据零件情况进行装配孔配钻。装配孔精度要求高且数量较多,手工制孔工序繁琐、效率较低,严重制约着航空结构件的生产效率。近年来,装配孔加工逐步朝着半自动化、自动化方向发展,出现了用机械手加装末端执行器进行制孔的工艺装备和方法,此类装备和方法在一定程度上提高了装配孔的制孔效率,但由于机器人本身的定位精度较差,因而无法满足高精度装配孔的加工要求。且由于末端执行器体积往往较大,该类装备加工可达性较差,加工对象和范围严重受限,一般只能用于大型壁板类零件装配孔的加工。为了充分利用机床的加工精度,出现了使用机床进行高精度装配孔加工的方法,但由于机床航空结构件筋条、缘条等制孔部位刚性较差,极易出现切削颤振,为了保证制孔精度和质量,只能降低制孔速度,因而制孔进给速率较低,严重影响制孔效率。此外,曲面或斜面制孔时,需要两轴甚至三轴联动才能完成制孔动作,也在一定程度上影响了制孔效率和质量的提高。对于筋条和缘条孔,往往需要使用弯头进行加工,但弯头的安装、调整往往需要花费大量的时间和精力,严重影响制孔效率。中国专利公告号cn206780397u公布了一种钻孔机器人,包括六自由度串联机器人、终端制孔机构和系统控制器。该装置可提高制孔效率,但该装置无压力脚装置,对于弱刚性部位制孔效率较低,更重要的是受限于机器人本身的定位精度,该装置的孔位精度较低,无法满足航空结构件对孔位的精度要求。中国专利公告号cn208961032u公布了一种便于调节的机械加工用钻孔设备,该设备仅适用于批量的对规则形状的构件进行中心钻孔,无法满足航空结构件制孔需求。中国专利公告号cn102699377a公布了一种可换装的精益自动进给钻,包括自动进给钻和工作平台两部分,可适用于不同曲率的壁板零件钻孔,但该装置体积较大,工作范围受限,对于航空结构件某些腹板孔和全部筋条、缘条孔无法进行制孔。中国专利公告号cn104698968b公告了一种多功能自动钻铆末端执行器及自动钻铆方法,该装置可集成于机器人或机床上,但该装置是基于自动钻铆而研发的,配备了2d激光轮廓仪、激光位移传感器、长度计量计、接钉模块、抽铆等模块,功能完备,但对于结构件制孔而言稍显复杂,更重要的是该装置未考虑航空结构件筋条、缘条快速制孔需求,使用受限。中国专利公告号cn104625884b公告了一种薄壁筒状零部件自动化制孔装置,包括了机床本体和加工执行设备,可对薄壁筒状零部件完成钻孔等任务,但该装置无法适用于航空结构件孔的加工。中国专利公告号cn108372319b公告了一种自主移动机器人制孔装置,包括自主移动部分、末端执行器等,但该装置体积较大,且仅适用于可达空间较大的结构件孔的加工。中国专利公告号cn104014850b公布了一种制孔装置,包括刀具主运动机构、刀具进给机构等,该装置可实现对制孔深度的精确控制,但是无法应用于航空结构件筋条和缘条孔加工,使用范围受限。
技术实现思路
1、本发明的目的在于提供一种航空结构件制孔工艺装置及制孔方法,利用柔性夹持机械爪自身的控制以及动作精度对若干柔性工装进行定位以及高度调节,进而保证了柔性工装对零件的精确定位支撑,通过在数控机床上加装专用末端执行器,针对不同的零件类型实现快速精确制孔,提升航空结构件的制孔效率、制孔精度和制孔质量。
2、本发明通过下述技术方案实现:
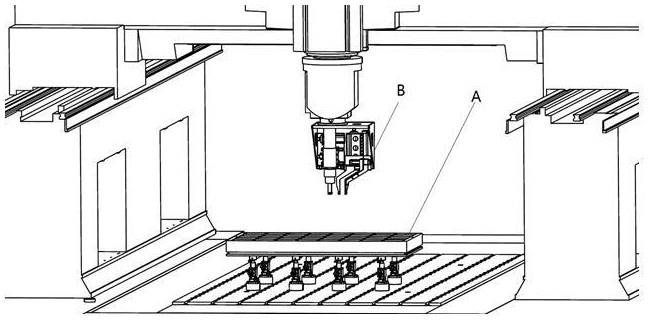
3、一种航空结构件制孔工艺装置,包括以点阵形式支撑定位零件的柔性工装以及对零件进行制孔加工的末端执行器,所述柔性工装包括柔性工装基座,所述柔性工装基座的定位端上设置有定位吸附装置,所述柔性工装基座的连接端上设置有高度调节机构,所述高度调节机构的顶部设置有柔性夹头,所述高度调节机构的一侧设置有用于锁定或解锁高度调节机构的高度解锁机构;所述高度调节机构的一侧设置有用于操作高度解锁机构以实现对高度调节机构进行解锁的柔性夹持机械爪,所述柔性工装基座的侧面上对应柔性夹持机械爪设置有叉取机构,所述柔性夹持机械爪与叉取机构配合对接后以抓取移动柔性工装基座;所述末端执行器包括安装基座,所述安装基座上安装有与数控机床主轴连接的加工主轴机构,所述加工主轴机构的一侧设置有带动加工主轴机构沿竖直轴向以及水平径向移动的主轴运动机构;所述加工主轴机构的一侧设置有夹爪机构,所述夹爪机构包括至少两个夹持部,所述夹持部与安装基座之间设置有带动夹持部沿竖直轴向伸缩以及沿水平径向相互靠近或远离运动的夹爪驱动机构。
4、为了更好地实现本发明,进一步的,所述夹爪机构包括第一夹爪和第二夹爪,所述夹爪驱动机构包括夹爪径向驱动装置和夹爪轴向驱动装置,所述夹爪径向驱动装置设置在第一夹爪与第二夹爪之间并带动第一夹爪和第二夹爪沿水平径向相互靠近以及相互远离运动,所述夹爪轴向驱动装置设置在夹爪机构与安装基座之间并带动第一夹爪与第二夹爪沿竖直轴向同步升降。
5、为了更好地实现本发明,进一步的,所述夹爪径向驱动装置包括第一夹爪径向驱动装置、第二夹爪径向驱动装置、夹爪安装座,所述第一夹爪与第二夹爪滑动安装在夹爪安装座的底部两侧,所述第一夹爪径向驱动装置的驱动端与第一夹爪的一侧连接,所述第二夹爪径向驱动装置的驱动端与第二夹爪的一侧连接。
6、为了更好地实现本发明,进一步的,所述第一夹爪径向驱动装置包括第一夹爪径向驱动气缸,所述第二夹爪径向驱动装置包括第二夹爪径向驱动气缸,所述第一夹爪径向驱动气缸与第二夹爪径向驱动气缸沿水平径向平行设置,所述第一夹爪径向驱动气缸的推杆端部与第一夹爪的一侧连接,所述第二夹爪径向驱动气缸的推杆端部与第二夹爪的一侧连接。
7、为了更好地实现本发明,进一步的,所述主轴运动机构包括主轴轴向进给装置、主轴径向驱动装置,所述主轴轴向进给装置与加工主轴机构同轴设置并带动加工主轴机构沿竖直轴向升降;所述主轴径向驱动装置设置在安装基座与加工主轴机构之间,所述主轴径向驱动装置用于带动加工主轴机构沿水平径向移动。
8、为了更好地实现本发明,进一步的,所述高度调节机构包括导向柱、调节基座,所述导向柱的底部与柔性工装基座的顶端连接,所述调节基座的内部设置有调节套筒,所述调节套筒滑动套装在导向柱的外部,所述调节基座的顶部设置有柔性夹头a2;所述调节基座的左右两侧上设置有高度解锁机构,所述高度解锁机构的锁定端依次穿过调节基座的侧壁、调节套筒的侧壁并将导向柱的外柱面弹性顶紧。
9、为了更好地实现本发明,进一步的,所述高度解锁机构包括锁定杆、连接法兰、调节套环、弹簧,所述连接法兰设置在调节基座的侧壁上,所述连接法兰的内孔中滑动插装有锁定杆,锁定杆的一端穿过连接法兰并与导向柱的外柱面抵触连接,所述锁定杆的另一端延伸至连接法兰的外侧并设置有调节套环,所述锁定杆的外侧与连接法兰之间设置有弹簧,所述弹簧用于对锁定杆提供弹力使得锁定杆顶紧导向柱的外壁。
10、一种航空结构件制孔方法,基于上述航空结构件制孔工艺装备实现,包括以下步骤:
11、步骤1、柔性夹持机械爪与叉取机构配合对接,通过柔性夹持机械爪操作叉取机构以移动柔性工装基座至预定位置,同时通过叉取机构对定位吸附装置进行解锁;柔性工装基座移动到位后,通过定位吸附装置将柔性工装基座吸附定位在工作台面上;
12、步骤2、柔性夹持机械爪取消与叉取机构的配合对接,然后柔性夹持机械爪与高度解锁机构配合对接,通过柔性夹持机械爪拉动调节套环,使得锁定杆外侧的弹簧压缩后带动锁定杆的端部与支撑轴的外壁脱离以实现对高度调节机构解锁;
13、步骤3、通过柔性夹持机械爪带动安装座以及调节轴竖直运动至设置高度后,柔性夹持机械爪从调节套环中脱出,使得锁定杆外侧的弹簧回弹带动锁定杆的端部与支撑轴的外壁抵触以实现对高度调节机构锁定;直到若干柔性工装安装定位并调节至设定高度,进而完成柔性工装批量重构以实现对零件的支撑定位;
14、步骤4、确定加工零件的类型,若零件类型为筋条和缘条零件则转入步骤5,若零件类型为腹板零件则转入步骤6;
15、步骤5、针对筋条和缘条零件,在加工主轴机构的加工端更换弯头刀具,夹爪驱动机构带动夹爪机构竖直轴向下降至与弯头刀具刀口齐平位置;调整好加工主轴机构的钻头法向后,通过主轴运动机构带动加工主轴机构沿竖直轴向下降至制孔位置,通过夹爪驱动机构带动夹爪机构沿水平径向移动以将筋条或缘条零件夹紧;然后通过主轴运动机构带动加工主轴机构沿水平径向朝向筋条或缘条进给实现制孔;
16、步骤6、针对腹板零件,在加工主轴机构的加工端更换直头刀具,夹爪驱动机构带动夹爪机构竖直轴向上升至不会干涉直头刀具的位置;调整好加工主轴机构的钻头法向后,通过主轴运动机构带动加工主轴机构沿竖直轴向下降以对腹板零件进行制孔。
17、为了更好地实现本发明,进一步的,所述步骤5中,通过夹爪驱动机构带动夹爪机构中的夹持部水平径向分离,使得夹持部之间的间距大于筋条或缘条的宽度。
18、本发明与现有技术相比,具有以下优点及有益效果:
19、(1)本发明利用柔性夹持机械爪自身的控制以及动作精度将若干柔性工装移动至预定位置,并通过定位吸附装置对柔性工装进行固定,然后通过柔性夹持机械爪与高度解锁机构配对连接,操作高度解锁机构对高度调节机构进行解锁,然后即可通过柔性夹持机械爪调节高度调节机构的高度,然后通过高度解锁机构重新对高度调节机构进行锁定实现高度的固定;本发明通过柔性夹持机械爪自身的控制以及动作精度对柔性工装进行定位以及高度调节,进而保证了柔性工装批量化调节重构的精度以及效率;
20、(2)针对筋条与缘条零件,本发明通过夹爪驱动机构带动夹爪机构中的若干夹持部首先沿着竖直轴向移动至筋条或缘条的两侧,然后通过夹爪驱动机构带动夹爪机构中的若干夹持部沿水平径向相互靠近移动,进而将筋条或缘条的侧面夹紧固定,进而有效降低了筋条或缘条在制孔过程中的震颤幅度,进一步保证了筋条或缘条零件在制孔过程中的稳定性,然后通过主轴运动机构带动加工主轴机构进行竖直轴向升降至制孔高度,通过主轴运动机构带动加工主轴机构进行水平径向进给以对筋条或缘条进行高效、精确的制孔作业,进而保证了筋条或缘条零件的制孔效率与制孔精度;
21、(3)针对腹板零件,本发明通过夹爪驱动机构带动夹爪机构朝向远离加工主轴机构的方向移动以预留出足够的避让空间,进而避免对腹板零件进行加工的过程中与加工主轴机构发生干涉;同时通过主轴运动机构带动加工主轴机构进行竖直轴向进给,对腹板零件进行高效精确的制孔作业,进而保证了腹板零件的制孔效率与制孔精度;同时解决了腹板零件制孔时需要多轴联动才能完成制孔的问题,避免了机床联动误差对制孔精度的影响。
- 还没有人留言评论。精彩留言会获得点赞!