用于电力铁附件的铁芯压铆装置及压铆方法与流程
本发明属于继电器零部件加工,尤其涉及用于电力铁附件的铁芯压铆装置及压铆方法。
背景技术:
1、继电器是一种电控制器件,可以给予规定输入量并保持足够长的时间,在电气输出电路中使被控量发生预定的阶跃变化。
2、继电器在加工过程中需要将铁芯通过压铆的方式固定安装在电力铁附件上,但是现有的压铆方式多采用电加热热铆和冲铆的压铆方式,其中热铆不仅能耗大,而且效率低;冲铆虽然效率高,但易将铁芯中部镦粗,松紧度不易保证,影响继电器的使用;因此,亟需一种合适的压铆装置及压铆方法对继电器铁芯进行压铆作业。
技术实现思路
1、本发明针对现有技术中的问题,提出如下技术方案:
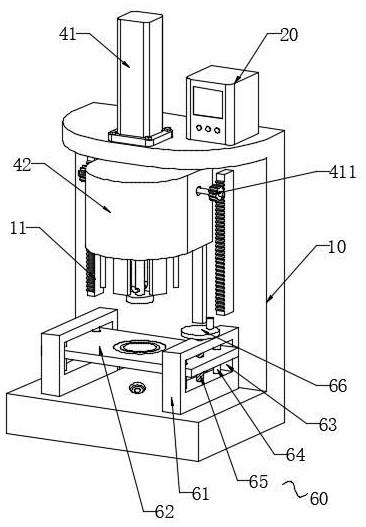
2、用于电力铁附件的铁芯压铆装置及压铆方法,包括架体以及变频器,架体上设置有用于固定铁附件的定位机构,定位机构包括定位板,所述压铆装置还包括压铆机构,压铆机构包括固定安装在架体顶部的气缸以及滑动在架体上的滑动块,滑动块的底部设置有转动压杆和电磁感应机构,转动压杆的底部固定连接有碾压组件,滑动块的内部开设有空腔,空腔内设置有传动组件,所述定位板上设置有预热机构;
3、所述压铆机构中气缸驱动下降配合传动组件形成滑动块及碾压组件转动式压铆,转动式压铆行程中经电磁感应机构产生交变电流,预热机构接收变频器变频后的交变电流用于铁芯压铆端的预加热。
4、在对铁芯压铆作业时,首先将铁芯插入电力铁附件中,然后将电力铁附件和铁芯整体放置在架体上并置于定位板的下方,铁芯的顶端置于预热机构的中心部,然后通过定位机构固定电力铁附件和铁芯;然后气缸启动带动滑动块、转动压杆以及碾压组件能整体向下滑动,向下滑动的过程中,在传动组件的传动下,可以带动滑动块以及转动压杆以旋转下压的方式进行压铆,相比于热铆和冲铆的压铆方式,旋转下压的压铆方式为冷压铆,其在保证压铆效率的同时避免了铁芯中部的镦粗,保证了继电器的良品率;
5、而且在旋转下压的行程中,在电磁感应机构的作用下产生交变电流,交变电流经过变频器的变频,输送至预热机构可以对铁芯的压铆端进行电磁预加热,进一步减小了后面压铆过程中对铁芯中部的影响,压铆效果更佳。
6、作为上述技术方案的优选,所述预热机构包括定位板上开设的露孔,露孔的外围设置有环形腔,环形腔内安装有加热线圈,且加热线圈通过导线和变频器电性连接。
7、本发明中,预热机构用于对铁芯的压铆端进行电磁加热的作用,铁芯的压铆端置于露孔中,加热线圈接收到变频器变频后的高频交变电,可以对铁芯的压铆端进行电磁加热。
8、作为上述技术方案的优选,所述空腔内设置有高度传感器和断路器,且高度传感器和断路器用于控制加热线圈的启停。
9、高度传感器、断路器通过导线和加热线圈、变频器电性连接,在气缸开始启动带动碾压组件下降至碾压组件接触到铁芯顶端存在一定的行程,在该行程中,高度传感器存在一定的高度变化,高度传感器根据高度的变压通过断路器控制加热线圈的开启和关闭,即在行程中开启加热线圈进行电磁预加热,在接触铁芯开始压铆时关闭加热线圈,避免加热线圈对碾压组件进行电磁加热,影响其自身的金相结构。
10、作为上述技术方案的优选,所述定位机构还包括固定连接在架体上的两个竖板,竖板上开设有矩形腔,且定位板贯穿式插入矩形腔的内部,所述定位板上螺纹插接有螺纹杆,螺纹杆的底端转动连接在矩形腔的底部,螺纹杆的顶端活动贯穿矩形腔的顶部且固定连接有转盘。
11、本发明中定位机构用于定位固定铁芯和电力铁附件,首先将铁芯插入电力铁附件中,然后将电力铁附件和铁芯整体放置在架体上并置于定位板的下方,铁芯的顶端置于预热机构的中心部,然后转动转盘带动螺纹杆转动,在螺纹杆和定位板的螺纹连接下,从而带动定位板下降压住电力铁附件和铁芯,进而完成对其的定位固定。
12、作为上述技术方案的优选,所述矩形腔内固定连接有多个导向杆,所述定位板的两侧均开设有导向孔,且导向杆活动贯穿该导向孔。
13、导向杆和导向孔起着对定位板运动导向的作用,本发明中对定位板导向采用导向杆和导向孔,在实际应用中,导向杆和导向孔可替换为其他具有相同功能的导向构件。
14、作为上述技术方案的优选,所述传动组件包括空腔内部转动设置的主动杆和传动杆,主动杆通过锥齿轮传动件和传动杆传动连接,传动杆和转动压杆通过齿盘传动件传动连接,主动杆的两端均固定连接有齿盘,架体上固定连接有齿板,且齿板和齿盘啮合传动;所述空腔内设置有多个轴承,且轴承的内环固定套设在主动杆和传动杆的外围。
15、传动组件的工作原理为:滑动块下降带动主动杆下降,在齿盘和齿板的啮合传动下带动主动杆转动,主动杆转动在锥齿轮传动件传动下带动传动杆转动,传动杆转动在齿盘传动件传动下带动转动压杆转动,进而带动转动压杆以及碾压组件整体转动式下压;需要说明的是,锥齿轮传动件中套设在主动杆外围的主动齿大于套设在传动杆上的从动齿,齿盘传动件中套设在传动杆上的主动齿大于套设在转动压杆上的从动齿,从而起着增速的作用,不仅提高了电磁感应机构的发电量,而且使得压铆效果更佳。
16、作为上述技术方案的优选,所述电磁感应机构包括转动压杆上插接式安装的闭合线圈以及气缸底部固定连接的多组磁板,闭合线圈的顶端外围设置有圆环和电刷,且电刷通过导线和变频器电性连接。
17、本发明中,电磁感应机构采用电磁感应的原理产生交变电流;磁板为多组对向设置的n级和s级磁铁。
18、作为上述技术方案的优选,所述碾压组件包括转动压杆底端固定连接的压板,压板的底部设置有多个万向滚珠,且多个万向滚珠错开分布。
19、通过设置万向滚珠,在转动压铆的过程中,接触面以滚动代替滑动,保证压铆效果的同时减少了对铁芯压铆面的损伤。
20、作为上述技术方案的优选,所述架体上设置有保温机构,保温机构包括架体上开设的底槽,底槽位于露孔的正下方,底槽的底部设置有保温块,且保温块和变频器通过导线电性连接。
21、底槽的设置可以对铁芯的底端起到辅助定位的作用,在整个下降行程和压铆行程中,保温块始终保持通电状态,保温块通电产生热量传递至铁芯,可以起到保温的作用,避免在压铆过程中,铁芯顶端因加热线圈的断加热而冷却,进一步保证了压铆的效果。
22、一种压铆方法,所述压铆方法应用于上述的用于电力铁附件的铁芯压铆装置,所述压铆方法包括:
23、s1、电力铁附件和铁芯的固定:将铁芯插入电力铁附件中,然后将电力铁附件和铁芯整体放置在架体上并置于定位板的下方,铁芯的顶端置于预热机构的中心部,然后通过定位机构固定电力铁附件和铁芯;
24、s2、压铆行程中的预加热:所述压铆机构中气缸驱动下降配合传动组件形成滑动块及碾压组件转动式压铆,转动式压铆行程中经电磁感应机构产生交变电流,预热机构接收变频器变频后的交变电流用于铁芯压铆端的预加热;
25、s3、压铆:转动式压铆铁芯的顶端,铁兴顶端变形与电力铁附件完成连接,从而完成压铆过程。
26、本发明的有益效果为:
27、1、气缸启动带动滑动块、转动压杆以及碾压组件能整体向下滑动,向下滑动的过程中,在传动组件的传动下,可以带动滑动块以及转动压杆以旋转下压的方式进行压铆,相比于热铆和冲铆的压铆方式,旋转下压的压铆方式为冷压铆,其在保证压铆效率的同时避免了铁芯中部的镦粗,保证了继电器的良品率;
28、2、在旋转下压的行程中,在电磁感应机构的作用下产生交变电流,交变电流经过变频器的变频,输送至预热机构可以对铁芯的压铆端进行电磁预加热,进一步减小了后面压铆过程中对铁芯中部的影响,压铆效果更佳;
29、3、在整个下降行程和压铆行程中,保温块始终保持通电状态,保温块通电产生热量传递至铁芯,可以起到保温的作用,避免在压铆过程中,铁芯顶端因加热线圈的断加热而冷却,进一步保证了压铆的效果。
- 还没有人留言评论。精彩留言会获得点赞!